一种高尺寸稳定性聚苯硫醚复合材料制备方法与流程
[0001]
本发明属于复合材料制造领域,尤其是一种高尺寸稳定性聚苯硫醚复合材料制备方法。
背景技术:
[0002]
电器插接件要求热塑性复合材料具有优异的尺寸稳定性、力学性能和电性能。现有树脂品种中聚苯硫醚是一种电性能、力学性能和尺寸稳定性等综合性能非常优异的特种工程塑料,其玻璃纤维增强复合材料广泛应用于电子电器等领域。但在航空插接件领域,要求材料具有更高的尺寸稳定性。
[0003]
现有提高聚苯硫醚尺寸稳定性的方法通常有纳米二氧化硅填充和短玻璃纤维填充;如中国发明专利cn107312333a公布了一种阻燃纤维增强的尼龙6材料及其制备方法,其填充改性采用了纳米二氧化硅为球形结构,虽然采用纳米二氧化硅可以得到较好的产品尺寸稳定性,但是力学性能和加工工艺不佳;中国发明专利cn111117246a公布了玻璃纤维增强材料及隔热条,其主体树脂基体为聚苯硫醚,增强玻璃纤维为15-30wt%,虽有短纤维填充复合材料体系中,但是增强材料含量较低,无法大幅度提高复合材料的力学性能;而对于纤维含量大于55%的高含量复合材料,其可加工性较差。
[0004]
本发明一种高尺寸稳定性聚苯硫醚复合材料制备方法,解决力学性能、尺寸稳定性和可加工性难以同时保障的难题。
技术实现要素:
[0005]
本发明的目的在于解决聚苯硫醚树脂基复合材料力学性能、尺寸稳定性和可加工性统一的问题。
[0006]
为实现上述目的,本发明采用的技术方案如下:步骤1:首先将聚苯硫醚树脂a、聚苯硫醚树脂b在高混机中混合均匀;之后,采用双螺杆塑化工艺将树脂a、树脂b和短切玻璃纤维a共混造粒,制备得到m1粒料,各组分比例为:聚苯硫醚树脂a
ꢀꢀꢀꢀ
50-70份聚苯硫醚树脂b
ꢀꢀꢀꢀ
30-50份短切玻璃纤维a
ꢀꢀꢀꢀ
90-110份其中,聚苯硫醚树脂a和聚苯硫醚树脂b的混合料从双螺杆的主喂料加入,短切玻璃纤维a从双螺杆的侧喂料加入。双螺杆挤出机最高加热段温度310℃。
[0007]
其中,所述的聚苯硫醚树脂a的熔融指数为500g/10min、聚苯硫醚树脂b的熔融指数为100g/10min、短切玻璃纤维a为无碱玻璃纤维,其长度为6mm。
[0008]
步骤2:将粒料m1和短切玻璃纤维b混合造粒,其质量比例为:粒料m1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
190-210份短切玻璃纤维b
ꢀꢀꢀꢀꢀꢀ
50-70份其中,所述的短切玻璃纤维b的长度为4.5mm。m1粒料从双螺杆的主喂料加入,短切玻璃
纤维b从双螺杆的侧喂料加入,制备得到粒料m2。双螺杆挤出机最高加热段温度325℃。
[0009]
步骤3:将粒料m2、短切玻璃纤维c和偶联剂混合造粒,其质量分数比例为:粒料m2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
250-270份短切玻璃纤维c
ꢀꢀꢀꢀꢀꢀ
30-50份偶联剂
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2-4份其中,所述的短切玻璃纤维c的长度为3mm;偶联剂为硅烷偶联剂。m2粒料从双螺杆的主喂料加入,短切玻璃纤维b从双螺杆的侧喂料加入,进而制备得到粒料m3。双螺杆挤出机最高加热段温度330℃。
[0010]
本发明的有益效果是:通过高填充的方法可制备满足尺寸稳定性要求的产品,但因引入高填充物料,将大幅度降低产品的综合性能;本申请设计采用多种规格树脂和多种规格纤维复配,结合填充物少量多次的填充原则制备得到一种高尺寸稳定性聚苯硫醚复合材料。
[0011]
取得有益效果:(1)采用不同长度的玻璃纤维,通过多次双螺杆混合造粒,得到高纤维含量的复合材料,保证了产品尺寸稳定性、力学性能和造粒工艺稳定性;(2)选用不同熔融指数的聚苯硫醚,按照一定比例混合,实现高纤维填充下的复合材料较低的粘度,即优异的后加工工艺性;配方及工艺设计方案可以应用于耐高温尼龙、聚醚醚酮、尼龙和聚丙烯树脂体系,也可应用于碳纤维和芳纶纤维增强体系。
具体实施方式
[0012]
下面结合配方实施例对本发明进一步说明。
[0013]
熔融指数为500g/10min的聚苯硫醚树脂a(58份)+熔融指数为100g/10min的聚苯硫醚树脂b(42份)+6mm短切玻璃纤维a(80份),熔融混合后造粒形成粒料m1;双螺杆挤出机各区域温度设置为:一区220℃、二区260℃、三区300℃、四区310℃、五区310℃、六区310℃、七区310℃、八区310℃、口模温度310℃;螺杆转速为200r/min.粒料m1(180份)+4.5mm短切玻璃纤维b(50份),通过熔融混合后造粒形成粒料m2;双螺杆挤出机各区域温度设置为:一区220℃、二区260℃、三区300℃、四区325℃、五区325℃、六区325℃、七区325℃、八区325℃、口模温度320℃;螺杆转速为200r/min。
[0014]
粒料m2(230份)+3mm短切玻璃纤维c(20份)+偶联剂kh560(3份),通过熔融混合后造粒形成粒料m3;双螺杆挤出机各区域温度设置为:一区220℃、二区260℃、三区310℃、四区330℃、五区330℃、六区330℃、七区330℃、八区330℃、口模温度320℃;螺杆转速为200r/min。
[0015]
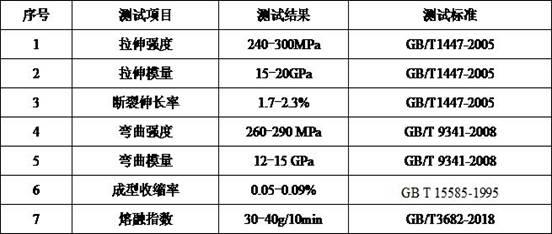
将本发明m3试样,制备性能测试样条,其测试结果如下:
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1