一种密封材料及其制备方法、密封条与流程
1.本发明属于热塑性弹性体材料技术领域,具体涉及一种密封材料及其制备方法、密封条。
背景技术:
2.密封材料应满足密封功能的要求。由于被密封的介质不同,以及设备的工作条件不同,对密封材料的选择也不同。以冰箱的密封条为例,其作为维持冰箱内部温度的重要部件,一直是人们研究的热点。目前冰箱密封条的材料主要有pvc(聚氯乙烯)、tpv(热塑性硫化橡胶)、tps(热塑性弹性体的苯乙烯类)、tpu(热塑性聚氨酯弹性体)等。
3.pvc(聚氯乙烯)材料具有价格低廉、化学性能稳定、易加工、机械力学性能高等优点,在冰箱门封条中应用最多。然而pvc密封条要达到柔软而富有弹性的性能,需要添加大量的增塑剂,进而带来了气味大的问题;并且产品在使用三到五年后,随着使用时间的延长,会出现老化的情况,材料中的增塑剂会出现缓慢迁移析出,导致密封条变硬,密封性能降低,此时冰箱的能耗会大大增加。另外,pvc材料中含有卤素,在回收或焚烧等后处理过程中易产生腐蚀性和致癌气体,对环境影响非常大。
4.tpv(热塑性硫化橡胶)材料是一种epdm动态硫化后的改性材料,具有性能稳定,软硬度可调,耐化学品、力学性能良好等优点;但tpv生产工艺过程较为复杂,需经高温捏炼、挤出造粒、挤出硫化等工序,且epdm原材料价格高,因此tpv的价格昂贵,由其生产的门封条是pvc门封条的4~5倍,严重限制其应用。此外,epdm硫化时需添加大量硫化剂,亦会产生voc高和气味大的问题。
5.tps(热塑性弹性体的苯乙烯类,包含sbs、sebs、sis、seps)材料是最近几年开始研究应用在门封条的新材料,其不含卤素,具有加工工艺简单,性能良好,价格适中等优点,是一种具有良好应用前景的材料。但tps材料中一般添加白矿油或环烷油等软化剂用于调整产品硬度,而添加软化剂油会存在析出和气味大的问题,并且降低材料的耐老化性能,在使用数年后会出现表面发粘问题,严重影响产品的使用寿命。
6.tpu(热塑性聚氨酯弹性体)材料具有非常好的力学性能,柔软度可调,但价格相对昂贵,且耐老化性能一般,目前在冰箱门封条中的实际应用很少,只有少量文献报道。
7.上述几种可用于制冷设备的密封材料具有各自的优点,但综合性能不好,存在气味大、老化差、价格贵、加工复杂等缺陷中的一种或几种,且未考虑密封材料的导热阻隔性能。
技术实现要素:
8.本发明的第一目的是提供一种密封材料,所述密封材料具有气味小,隔热性好,耐老化性优良,加工方便和成本低廉等优点。
9.本发明所提供的所述密封材料,包括主料和助剂;所述主料由质量比为(10-40):(10-30)的pp(聚丙烯)和pe(聚乙烯)组成;所述助剂包括硬度改性剂,所述硬度改性剂为
poe(聚烯烃弹性体)、eva(乙烯-醋酸乙烯共聚物)、eaa(乙烯丙烯酸共聚物)或ema(乙烯丙烯酸甲酯)中的一种或几种组合。
10.不同用途的密封材料对其性能要求差异显著。作为冰箱的密封材料,其应当具有如下特征:材料柔软而富有弹性,shore a硬度适宜;气味尽可能小、减少对食物品质的影响;良好的耐老化性能,延长密封的使用寿命。然而现有主流冰箱密封材料因增塑剂或软化剂的添加难以同时满足上述几方面要求。
11.为此,本发明通过对弹性体深入研究发现,当pp、pe以特定比例混合并配以上述硬度改性剂,可使所得材料的硬度满足冰箱密封条的上述要求,从而解决现有主流密封材料因增塑剂或软化剂的添加导致的气味大、析出变硬、材料过早老化、密封性能下降的问题。经验证,本发明所得密封材料柔软而富有弹性,硬度a适宜,材料气味更小,耐老化性能良好,材料的使用寿命更长。
12.优选地,所述硬度改性剂与所述主料的质量比为(25-30):(30-55)。通过控制硬度改性剂的添加比例,在保证密封材料其他基本性能的同时有效控制所得材料的硬度a(在70
°
左右)。
13.本发明所述pp为均聚pp和/或共聚pp,pp的熔融指数范围在0.3~20g/10min之间。研究表明,通过控制pp熔融指数范围更有利于提高加工稳定性,避免因熔融指数过高而难于加工,或熔融指数过小而难以挤出的情况发生。优选地,所述pp为聚丙烯sp179和/或聚丙烯bm09。
14.本发明所述pe为ldpe(低密度聚乙烯)和/或lldpe(线性低密度聚乙烯),pe的熔融指数范围在0.5~5g/10min之间。研究表明,通过控制pe熔融指数范围更有利于提高加工稳定性,避免因熔融指数过高难以加工,或熔融指数过小难以挤出的情况发生。优选地,所述pe为聚乙烯1002yb和/或聚乙烯ld150。
15.本发明所述硬度改性剂的邵氏shore a硬度在50~80
°
之间;所述硬度改性剂的熔融指数范围在0.5~5g/10min之间。研究表明,通过控制硬度改性剂的邵氏硬度及熔融指数范围,更有助于提高物料混匀程度,进而提高密封材料的综合性能,特别是硬度指标。优选地,所述硬度改性剂为poe df610、eva630或poe engage 8150。
16.作为本发明的具体实施方式之一,所述硬度改性剂为poe(优选其熔融指数范围在0.5~5g/10min之间);所述pp、pe和poe的质量比为(10-25):(11-25):(25-30)。本发明通过控制上述组分的适宜质量比,使得材料在保持良好力学性能的同时硬度在shore a硬度控制在70
±3°
之间。
17.本发明所述密封材料还包括可膨胀微球,以进一步降低密封材料的导热系数k值及密度。
18.本发明所述可膨胀微球的粒径d50在10~50μm之间。优选的,所述可膨胀微球与所述主料的质量比为(10-30):(30-55)。研究表明,可膨胀微球具有密度小、隔热性能好的优点,将其添加至上述弹性体体系中有助于降低密封材料的导热系数k值及密度。虽然提高微球的添加量显著降低材料的隔热性能,但同时也会严重影响材料的拉伸强度。为此,本发明通过控制可膨胀微球的粒径范围及添加比例,通过双重调控手段使得添加可膨胀微球后的密封材料既保持原有的拉伸强度,同时又能显著降低密度及导热系数。
19.进一步地,考虑到微球的粒径过大,加工时易破碎;粒径过小,则隔热性能作用不
显著;通过反复试验,本发明确定所述可膨胀微球的粒径d50在30-40μm之间,所述可膨胀微球与所述主料的质量比为(15-30):(30-55);在此条件下,所得密封材料加工成品率高,且导热系数k值显著降低。
20.作为本发明的具体实施方式之一,所述密封材料包括如下重量份的组分:pp 10-40份;pe 10-30份;硬度改性剂25-45份,可膨胀微球10-30份;无机矿物填料1~20份;相容剂0.5~5份;吸附剂0.2~2.5份;分散润滑剂0.5~2份;热稳定剂0.1~1份;色料0.1~2份。
21.优选的,所述密封材料包括如下重量份的组分:pp 10-25份;pe 10-30份;poe 25-30份;可膨胀微球10-30份;无机矿物填料2-13份;相容剂3-4份;吸附剂0.5-2份;分散润滑剂0.5-1份;热稳定剂0.5份;色料0.5-1份。
22.所述的无机矿物填料为碳酸钙、滑石粉、硅灰石、粉煤灰或硫酸钡中的一种或几种的混合物,无机矿物填料的粒径目数在325~3000目之间。通过添加无机填料可在保持较低密度、导热系数的同时降低材料成本。
23.优选的,所述的相容剂为pp接枝马来酸酐、pe接枝马来酸酐、poe接枝马来酸酐或pp接枝缩水甘油酯中的一种或几种的混合物。
24.优选的,所述的分散润滑剂为铝酸酯、钛酸酯或k550/k560偶联剂中的一种或几种与pe蜡、taf或ebs中的一种或几种的复配物。
25.优选的,所述的吸附剂为多孔吸附材料,如沸石、蛭石、分子筛、硅藻土或氧化铝等材料中的一种或几种的混合物。
26.优选的,所述的热稳定剂为抗氧剂1010、1076、168、626或627中一种或几种与光稳定剂770、944、622、3853或119中的一种或几种的复配物。
27.优选的,所述的色料为金红石型钛白粉。
28.作为本发明的优选实施方式,所述密封材料包括如下重量份的组分:pp10-25份;pe 10-25份;poe 25-30份;可膨胀微球10-30份;无机矿物填料2-13份;相容剂3-4份;吸附剂0.5-2份;分散润滑剂0.5-1份;热稳定剂0.5份;色料0.5-1份。
29.优选地,本发明所述的密封材料仅由上述组分制得(不再进一步包括其他助剂)。
30.本发明的第二目的是提供上述密封材料的制备方法。
31.本发明所述密封材料的制备方法包括:
32.将主料及除可膨胀微球、吸附剂以外的其他助剂混匀,得预混物a;
33.将可膨胀微球、吸附剂混匀,得预混物b;
34.利用双螺杆挤出机将所述预混物a与所述预混物b混匀后制得所述密封材料。
35.采用本发明所述方法获得的密封材料具有气味小、密封低、隔热性好,耐老化性优良,加工方便和成本低廉等优点。
36.优选地,所述预混物b通过侧向喂料口投入,以避免可膨胀微珠在加工过程中发生破碎的情况。所述双螺杆挤出机的炮筒温度在70~190℃之间,螺杆转速在250~350r/min之间。研究表明,通过优化可膨胀微球的进料方式,同时优化炮筒温度、螺杆转速,可有效避免可膨胀微珠在加工过程中发生破碎的情况,使密封条的隔热效果有效提升的同时降低密度,大大降低冰箱能耗。
37.作为本发明的具体实施方式之一,所述双螺杆挤出机的炮筒温度设定为:第一区70℃,第二区180℃,第三区180℃,第四区170℃,第五区160℃,第六区150℃,第七区130℃,
第八区130℃,第九区120℃;螺杆转速在300r/min。
38.本发明第三目的是提供一种密封条,该密封条由上述密封材料制得。
39.本发明所提供的密封条可在有效提高现有密封条隔热效果的同时显著降低密封条的气味、提高其耐老化性,大大降低制冷设备的能耗,使用寿命可达10年以上,具有良好的推广价值及应用前景。
40.本发明第四目的是通过一种制冷设备,该制冷设备其使用了上述密封条。
41.本发明所述制冷设备包括已知的多种具有制冷功能的产品,优选为冰箱、冰柜。采用了本发明所述密封条的制冷设备具有热性性能更好、能耗更低的优点。
42.本发明的有益效果如下:
43.1、本发明采用硬度改性剂作为硬度调节的主助剂,避免了因添加增塑剂或软化剂等液体材料导致的液体增塑剂迁移析出致老化变硬,进而影响密封能力的问题。本发明所得密封材料制成的密封条可以达到冰箱的设计使用寿命10年以上。
44.2、本发明密封材料中加入可膨胀微球材料,并且优化螺杆结构和加工工艺,有效避免微珠在加工过程中破碎,从而降低材料的导热系数,使密封条的隔热效果有效提升的同时降低密度,大大降低冰箱能耗。
45.3、本发明添加的吸附剂可进一步减少有机挥发小分子物的产生,从而降低密封材料的气味,使密封条产品的voc等级达到0~1级。
46.4、本发明所得密封材料无卤素,环保安全,加工工艺简单,综合性价比高。
具体实施方式
47.以下实施例用于说明本发明,但不用来限制本发明的范围。
48.以下实施例所使用的原料均为已知可市售购得的材料,如poe df610可购自日本三井化学;可膨胀微球051du40可购自阿克苏诺贝尔公司。
49.实施例1
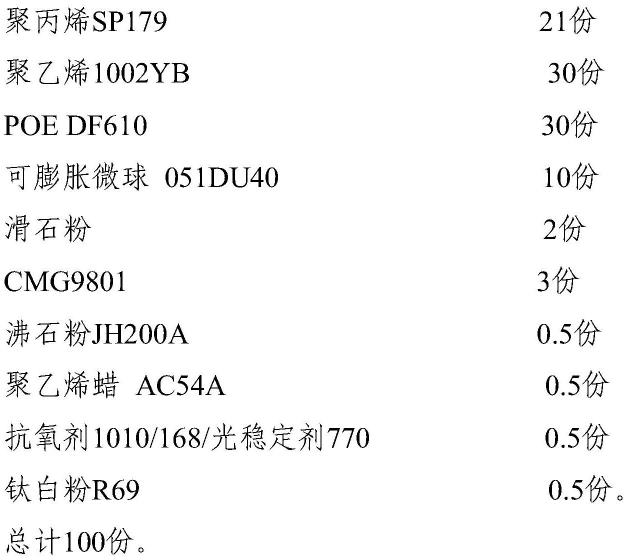
50.本实施例提供一种密封材料,所述密封材料包括如下组分:
[0051][0052]
本实施例同时提供了上述密封材料的制备方法,具体步骤如下:
[0053]
第一步,按上述重量份数称取聚丙烯、聚乙烯、poe、无机矿物填料、相容剂、分散润滑剂、热稳定剂、色料,投入高速搅拌机中高速搅拌10分钟至物料均匀,低速出料得预混物a;
[0054]
第二步,按上述重量份数称取可膨胀微球、吸附剂,投入高速搅拌机中低速搅拌10分钟至物料均匀,出料得预混物b;
[0055]
第三步,将步骤1所述预混物a,置于双螺杆挤出机主喂料斗中进行挤出,将预混物b通过侧向喂料口喂入,调节主喂料螺杆和侧向喂料挤出机螺杆的转速比为1:1,挤出后过水冷却切粒获得所需密封条材料。
[0056]
其中,双螺杆挤出机炮筒温度设定为第一区70℃,第二区180℃,第三区180℃,第四区170℃,第五区160℃,第六区150℃,第七区130℃,第八区130℃,第九区120℃,模口温度为110℃,螺杆转速在300r/min。
[0057]
实施例2
[0058]
本实施例提供一种密封材料,所述密封材料包括如下组分:
[0059][0060]
本实施例同时提供了上述密封材料的制备方法,具体步骤如下:
[0061]
第一步,按上述重量份数称取聚丙烯、聚乙烯、poe、无机矿物填料、相容剂、分散润滑剂、热稳定剂、色料,投入高速搅拌机中高速搅拌10分钟至物料均匀,低速出料得预混物a;
[0062]
第二步,按上述重量份数称取可膨胀微球、吸附剂,投入高速搅拌机中低速搅拌10分钟至物料均匀,出料得预混物b;
[0063]
第三步,将步骤1所述预混物a,置于双螺杆挤出机主喂料斗中进行挤出,将预混物b通过侧向喂料口喂入,调节主喂料螺杆和侧向喂料挤出机螺杆的转速比为1:0.95,挤出后过水冷却切粒获得所需密封条材料。
[0064]
其中,双螺杆挤出机炮筒温度设定为第一区70℃,第二区170℃,第三区170℃,第四区160℃,第五区150℃,第六区140℃,第七区110℃,第八区110℃,第九区120℃,模口温度为110℃,螺杆转速在300r/min。
[0065]
实施例3
[0066]
本实施例提供一种密封材料,所述密封材料包括如下组分:
[0067][0068]
本实施例同时提供了上述密封材料的制备方法,具体步骤如下:
[0069]
第一步,按上述重量份数称取聚丙烯、聚乙烯、poe、无机矿物填料、相容剂、分散润滑剂、热稳定剂、色料,投入高速搅拌机中高速搅拌10分钟至物料均匀,低速出料得预混物a;
[0070]
第二步,按上述重量份数称取可膨胀微球、吸附剂,投入高速搅拌机中低速搅拌10分钟至物料均匀,出料得预混物b;
[0071]
第三步,将步骤1所述预混物a,置于双螺杆挤出机主喂料斗中进行挤出,将预混物b通过侧向喂料口喂入,调节主喂料螺杆和侧向喂料挤出机螺杆的转速比为1:1.05,挤出后过水冷却切粒获得所需密封条材料。
[0072]
其中,双螺杆挤出机炮筒温度设定为第一区70℃,第二区170℃,第三区170℃,第四区160℃,第五区150℃,第六区140℃,第七区130℃,第八区130℃,第九区120℃,模口温度为110℃,螺杆转速在280r/min。
[0073]
实施例4
[0074]
本实施例提供一种密封材料,所述密封材料包括如下组分:
[0075][0076]
本实施例同时提供了上述密封材料的制备方法,具体步骤如下:
[0077]
第一步,按上述重量份数称取聚丙烯、聚乙烯、poe、无机矿物填料、相容剂、分散润滑剂、热稳定剂、色料,投入高速搅拌机中高速搅拌10分钟至物料均匀,低速出料得预混物a;
[0078]
第二步,按上述重量份数称取可膨胀微球、吸附剂,投入高速搅拌机中低速搅拌10分钟至物料均匀,出料得预混物b;
[0079]
第三步,将步骤1所述预混物a,置于双螺杆挤出机主喂料斗中进行挤出,将预混物b通过侧向喂料口喂入,调节主喂料螺杆和侧向喂料挤出机螺杆的转速比为1:1.05,挤出后过水冷却切粒获得所需密封条材料。
[0080]
其中,双螺杆挤出机炮筒温度设定为第一区70℃,第二区170℃,第三区170℃,第四区160℃,第五区150℃,第六区140℃,第七区130℃,第八区130℃,第九区120℃,模口温度为110℃,螺杆转速在280r/min。
[0081]
实施例5
[0082]
本实施例提供一种密封材料,所述密封材料包括如下组分:
[0083][0084]
本实施例同时提供了上述密封材料的制备方法,具体步骤如下:
[0085]
第一步,按上述重量份数称取聚丙烯、聚乙烯、eva、无机矿物填料、相容剂、分散润滑剂、热稳定剂、色料,投入高速搅拌机中高速搅拌10分钟至物料均匀,低速出料得预混物a;
[0086]
第二步,按上述重量份数称取可膨胀微球、吸附剂,投入高速搅拌机中低速搅拌10分钟至物料均匀,出料得预混物b;
[0087]
第三步,将步骤1所述预混物a,置于双螺杆挤出机主喂料斗中进行挤出,将预混物b通过侧向喂料口喂入,调节主喂料螺杆和侧向喂料挤出机螺杆的转速比为1:1.03,挤出后过水冷却切粒获得所需密封条材料。
[0088]
其中,双螺杆挤出机炮筒温度设定为第一区70℃,第二区160℃,第三区160℃,第四区160℃,第五区150℃,第六区150℃,第七区140℃,第八区130℃,第九区120℃,模口温度为120℃,螺杆转速在280r/min。
[0089]
同理,将上述实施例中硬度改性剂替换为eea或ema,可获得性能相当的密封材料。
[0090]
产品检测
[0091]
对上述各实施例制备的产品进行性能测试。
[0092]
将实施例所制备的密封材料分别放鼓风干燥箱在90℃下烘干2小时,除去颗粒表面的水分,置入小型硫化机中升温210℃模压发泡后,按测试标准压制测试样条和120mm*120mm*3mm尺寸裁切导热系数测试件,25℃恒温24小时后进行测试性能。
[0093]
对比例1:pvc密封条,尺寸同上述标准样条。
[0094]
对比例2:tpv密封条,尺寸同上述标准样条。
[0095]
测试标准方法如下:
[0096]
(1)拉伸强度:参照iso527,拉伸速度为50mm/min;
[0097]
(2)导热系数(k值):参照gb22588-2008;
[0098]
(3)硬度:参照gb/t53-1,采用邵氏硬度计测试;
[0099]
(4)voc等级:参照企标qmb-j032 2020a;
[0100]
表1
[0101][0102]
由表1可知,通过实施例1-5制得的密封条和对比例1、对比例2比较可知,实施例1-5制得的密封条的k值大大低于常规密封条对比例1、对比例2;且实施例1-5制得的密封条的k值随可膨胀微球增加而逐渐降低。
[0103]
实施例1-5所得密封条中未添加液体类的增塑剂或软化油,密封条的voc等级明显较pvc产品好;同时由于添加了吸附剂,气味更低。本发明的密封材料产品还具有良好的力学性能和环保性,可以应用于冰箱密封条。
[0104]
此外,由于本发明所得密封材料不添加增塑剂或软化油,因此也不存在其析出变硬、材料过早老化、密封性能下降的问题,所得密封材料的使用寿命更长。
[0105]
虽然,上文中已经用一般性说明及具体实施方案对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1