一种PA薄膜及其生产工艺的制作方法
一种pa薄膜及其生产工艺
技术领域
1.本发明涉及薄膜领域,具体涉及一种pa薄膜及其生产工艺。
背景技术:
2.pa薄膜是采用尼龙为主材生产的薄膜,具有透明性好,并具有良好的光泽,抗张强度、拉伸强度较高,还具有较好的耐热性、耐寒性、耐油性和耐有机溶剂性,耐磨性、耐穿刺性优良,且比较柔软,阻氧性优良,但对水蒸气的阻隔性较差,吸潮、透湿性较大,热封性较差,应用于包装硬性物品,例如油腻性食品、肉制品、油炸食品、真空包装食品、蒸煮食品等场合;
3.但是现有的pa薄膜在使用时,薄膜的抗拉强度较低,在薄膜进行拉伸时,容易发生断裂,降低了薄膜的韧性,而增加薄膜的抗拉强度时,会影响薄膜原有的效果,因此不方便薄膜拉伸的使用,其次,薄膜在使用时,尼龙的材质会导致薄膜的粘连,不方便对物品的包裹,而增加薄膜的表面润滑度后,又会导致接触阻力下降,贴合物品进行包裹时无法牢固的贴合,不方便薄膜的包裹使用。
技术实现要素:
4.本发明的主要目的在于提供一种pa薄膜及其生产工艺,可以有效解决背景技术中:在薄膜进行拉伸时,容易发生断裂,降低了薄膜的韧性,不方便薄膜拉伸的使用;其次,尼龙的材质会导致薄膜的粘连,而增加薄膜的表面润滑度后,又会导致接触阻力下降,贴合物品进行包裹时无法牢固的贴合,不方便薄膜的包裹使用。
5.为实现上述目的,本发明采取的技术方案为:
6.一种pa薄膜,该pa薄膜由以下重量份数的原料制备而成:尼龙树脂50
‑
55份、醇溶性树脂18
‑
28份、聚氯乙烯20
‑
25份、玻璃纤维10
‑
15份、明胶10
‑
12份、环氧棉籽油3.5
‑
5.5份、聚乙烯蜡粉2.2
‑
3.5份、改性硅藻土8
‑
12份、聚异丁烯1
‑
1.5份、甘油三醋酸酯0.9
‑
1.4份、氯化石蜡1
‑
1.8份、硬脂酸钙0.8
‑
1.6份、甲基三甲氧基硅烷0.5
‑
1份、二茂铁1
‑
2份、改性海泡石粉1
‑
2份,防粘添加剂0.5
‑
2份、爽滑剂0.5
‑
1份。
7.一种pa薄膜的生产工艺,包括以下步骤:
8.步骤一:薄膜成型加工:将尼龙树脂、醇溶性树脂、聚氯乙烯等材料进行混合搅拌,并将材料加入挤出机中加热熔融,然后进行模头吹膜定型,通过模头挤出并牵引拉伸切割形成薄膜;
9.步骤二:抗拉层加工,将玻璃纤维材料加热至500~750℃进行融化,并加入改性硅藻土、聚异丁烯、甘油三醋酸酯等进行混合,温度降低至190
‑
220℃之间时,通过熔喷的方式将玻璃纤维喷涂在薄膜外侧形成抗拉层,喷涂材料纤维细度为0.5
‑
1.0μm之间;
10.步骤三:防粘层加工,将尼龙树脂、防粘添加剂和爽滑剂加入明胶的水溶液中,并加热进行混合均匀,得到胶体溶液,将胶体溶液涂抹在薄膜的外层,涂抹厚度保持在1
‑
4μm之间;
11.步骤四:防滑纹加工,将薄膜铺平后,保持防粘层向上,采用针面压辊旋转碾压薄膜的防粘层,使防粘层内形成碾压的纹路,碾压的深度保持在1
‑
3μm之间;
12.步骤五:薄膜定型冷却,将薄膜在温度为100
‑
230℃的环境下热定型放置,然后温度降为20~45℃的环境下冷却放置,冷却后薄膜总厚度保持在25
‑
35μm之间,再通过对薄膜进行切割收卷。
13.作为本发明的进一步方案,所述步骤一中熔融温度为180
‑
190℃,模头温度由下向上逐渐升高,模头温度为185
‑
200℃。
14.作为本发明的进一步方案,所述步骤一中拉伸温度保持在45~170℃之间,纵向拉伸比为150%~350%,横向拉伸比为170%~~380%。
15.作为本发明的进一步方案,所述步骤二中抗拉层的抗拉强度为6.3~6.9g/d,抗拉层的透气性为800ml/min以上。
16.作为本发明的进一步方案,所述步骤三中保持40
‑
50℃温度下搅拌,搅拌的时间为6
‑
7h,然后加热至185
‑
200℃涂抹在薄膜的外层,涂抹后采用刮板刮去多余的厚度。
17.作为本发明的进一步方案,所述步骤五中热定型放置的时间保持在3
‑
4h之间,热定型的温度由上向下逐渐降低,冷却放置的时间保持在2
‑
3h之间,薄膜切割收卷后采用铝箔包装。
18.与现有技术相比,本发明具有如下有益效果:
19.通过设置的防粘层加工,在pa薄膜挤出加工后,通过熔喷的方式将融化后的玻璃纤维喷涂在薄膜外侧,使薄膜形成纤维状的抗拉层,通过玻璃纤维的抗拉材质优点,使纤维状的抗拉层增加薄膜后的抗拉强度,提高了薄膜的整体韧性,并且纤维状的结构,在提高抗拉的同时保留了薄膜的水蒸气阻隔性较差的特点,不影响薄膜原有的效果;
20.通过设置的防粘层加工和防滑纹加工,在pa薄膜挤出加工后,在薄膜的另一侧增加了防粘层,防粘层增加了薄膜贴合面的表面润滑度,使薄膜在使用时,防止与物品的粘连,并且在防粘层加工后,通过针面压辊的碾压,使防粘层形成针孔形状的纹路,因此在防粘层进行贴合的同事,通过针孔形状的纹路增加表面接触阻力,使薄膜在防止粘连的同时,更牢固的贴合物品进行包裹。
附图说明
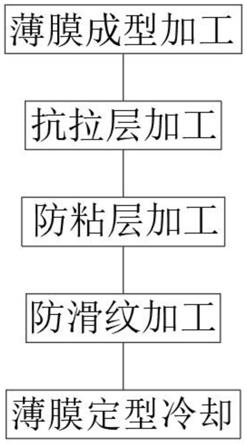
21.图1为本发明一种pa薄膜及其生产工艺的流程图。
具体实施方式
22.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
23.一种pa薄膜,该pa薄膜由以下重量份数的原料制备而成:尼龙树脂50
‑
55份、醇溶性树脂18
‑
28份、聚氯乙烯20
‑
25份、玻璃纤维10
‑
15份、明胶10
‑
12份、环氧棉籽油3.5
‑
5.5份、聚乙烯蜡粉2.2
‑
3.5份、改性硅藻土8
‑
12份、聚异丁烯1
‑
1.5份、甘油三醋酸酯0.9
‑
1.4份、氯化石蜡1
‑
1.8份、硬脂酸钙0.8
‑
1.6份、甲基三甲氧基硅烷0.5
‑
1份、二茂铁1
‑
2份、改性海泡石粉1
‑
2份,防粘添加剂0.5
‑
2份、爽滑剂0.5
‑
1份。
24.如图1所示,一种pa薄膜的生产工艺,包括以下步骤:
25.步骤一:薄膜成型加工:将尼龙树脂、醇溶性树脂、聚氯乙烯等材料进行混合搅拌,并将材料加入挤出机中加热熔融,然后进行模头吹膜定型,通过模头挤出并牵引拉伸切割形成薄膜;
26.步骤二:抗拉层加工,将玻璃纤维材料加热至500~750℃进行融化,并加入改性硅藻土、聚异丁烯、甘油三醋酸酯等进行混合,温度降低至190
‑
220℃之间时,通过熔喷的方式将玻璃纤维喷涂在薄膜外侧形成抗拉层,喷涂材料纤维细度为0.5
‑
1.0μm之间;
27.步骤三:防粘层加工,将尼龙树脂、防粘添加剂和爽滑剂加入明胶的水溶液中,并加热进行混合均匀,得到胶体溶液,将胶体溶液涂抹在薄膜的外层,涂抹厚度保持在1
‑
4μm之间;
28.步骤四:防滑纹加工,将薄膜铺平后,保持防粘层向上,采用针面压辊旋转碾压薄膜的防粘层,使防粘层内形成碾压的纹路,碾压的深度保持在1
‑
3μm之间;
29.步骤五:薄膜定型冷却,将薄膜在温度为100
‑
230℃的环境下热定型放置,然后温度降为20~45℃的环境下冷却放置,冷却后薄膜总厚度保持在25
‑
35μm之间,再通过对薄膜进行切割收卷;
30.步骤一中熔融温度为180
‑
190℃,模头温度由下向上逐渐升高,模头温度为185
‑
200℃。
31.步骤一中拉伸温度保持在45~170℃之间,纵向拉伸比为150%~350%,横向拉伸比为170%~~380%。
32.步骤二中抗拉层的抗拉强度为6.3~6.9g/d,抗拉层的透气性为800ml/min以上。
33.步骤三中保持40
‑
50℃温度下搅拌,搅拌的时间为6
‑
7h,然后加热至185
‑
200℃涂抹在薄膜的外层,涂抹后采用刮板刮去多余的厚度。
34.步骤五中热定型放置的时间保持在3
‑
4h之间,热定型的温度由上向下逐渐降低,冷却放置的时间保持在2
‑
3h之间,薄膜切割收卷后采用铝箔包装。
35.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1