光学聚酯薄膜及其制备方法
1.本发明涉及光学显示领域,特别涉及光学聚酯薄膜及其制备方法。
背景技术:
2.液晶显示(lcd)、有机发光显示(oled)作为当前平板显示的主流技术,其核心组件由各类功能性聚合物薄膜层叠而成。其中所涉及到的各种聚合物薄膜有聚酯薄膜、聚碳酸酯薄膜,聚乙烯醇薄膜、三醋酸纤维素薄膜、聚甲基丙烯酸甲酯薄膜等等,其中聚酯薄膜得益于其优秀的加工性能和光、力学性能以及低成本,在显示领域被广泛使用。然而在当前的使用过程中仍然存在一些问题,例如在聚酯薄膜进行各组件间的贴合和层叠时,有时温度会迅速升温,导致原固有的尺寸变化和光学性能偏差,造成组装和光学显示问题。此外,当聚酯薄膜被封装在显示面板中时,在使用手机、车载、监视器等显示面板时也会遇到在较高温度下使用的情况,从而出现显示画面亮暗不均等情况。
技术实现要素:
3.有鉴于此,本发明的主要目的在于提供一种光学聚酯薄膜及其制备方法,以期至少部分地解决上述提及的技术问题中的至少之一。
4.为了实现上述目的,作为本发明的一个方面,提供了一种光学聚酯薄膜,其中,光学聚酯薄膜由聚酯树脂制备形成;在预设温度下,光学聚酯薄膜在第一方向上的热膨胀特性与光学聚酯薄膜在第二方向上的热膨胀特性相同;在预设温度下,光学聚酯薄膜在第一方向上的平均线膨胀系数与光学聚酯薄膜在第二方向上的平均线膨胀系数的差值的绝对值为0~80
×
10
‑8mm/(mm
·
k);第一方向为光学聚酯薄膜中垂直于光学聚酯薄膜光学慢轴的方向,第二方向为光学聚酯薄膜光学慢轴的方向。
5.根据本发明的实施例,预设温度为
‑
30~70℃。
6.根据本发明的实施例,光学聚酯薄膜在第一方向上的平均线膨胀系数小于等于100
×
10
‑8mm/(mm
·
k)。
7.根据本发明的实施例,光学聚酯薄膜在第二方向上的平均线膨胀系数小于等于100
×
10
‑8mm/(mm
·
k)。
8.根据本发明的实施例,光学聚酯薄膜在第一方向上的热收缩率小于等于5%;
9.根据本发明的实施例,光学聚酯薄膜在第二方向上的热收缩率小于等于5%。
10.根据本发明的实施例,光学聚酯薄膜的厚度为30μm~300μm。
11.根据本发明的实施例,还提供了一种光学聚酯薄膜的制备方法,用于制备权利要求1
‑
5中任一项的光学聚酯薄膜,包括:利用聚酯树脂熔融挤出得到铸片;将铸片在第一方向拉伸,得到第一拉伸膜;将第一拉伸膜在第二方向进行拉伸,同时将第一拉伸膜在第一方向进行第一松弛处理,得到第二拉伸膜;将第二拉伸膜进行热处理,同时将第二拉伸膜在第二方向进行第二松弛处理,得到的光学聚酯薄膜。
12.根据本发明的实施例,光学聚酯薄膜的制备方法还包括:将第二拉伸膜进行热处
理同时将第二拉伸膜在第一方向进行第三松弛处理。
13.根据本发明的实施例,第一松弛处理的松弛量为0.1~25%
14.根据本发明的实施例,第二松弛处理的松弛量为1~15%。
15.根据本发明的实施例,第三松弛处理的松弛量为0~5%。
16.根据本发明的实施例,第三松弛处理的松弛量小于等于第二松弛处理的松弛量。
17.根据本发明的实施例,铸片在第一方向拉伸的温度为tg~tg+20℃,tg为聚酯树脂的玻璃化转变温度。
18.热处理的温度为tm
‑
50℃~tm,tm为聚酯树脂的熔融温度。
19.根据本发明的实施例,第一拉伸的第一拉伸比为1~3。
20.根据本发明的实施例,第一拉伸的第二拉伸比为2.8~5.5。
21.从上述技术方案可以看出,本发明的光学聚酯薄膜及其制备方法具有以下效果或者其中之一:
22.本发明的光学聚酯薄膜及其制备方法,通过控制聚酯薄膜在第二方向和第一方向上的平均线膨胀系数,限制平均线膨胀系数的差值在一定范围内,可以有效地避免光学聚酯薄膜在经历快速地升温后而造成的尺寸变化以及其造成的光学性能偏差。
附图说明
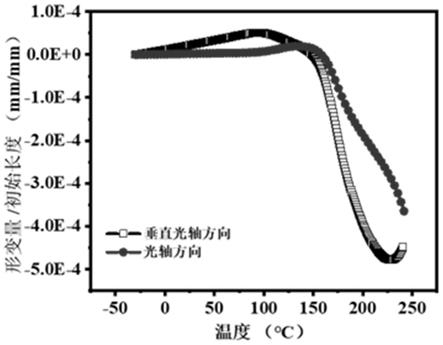
23.图1是本发明实例1中利用热机械分析(tma)获得的薄膜的温度
‑
形变率曲线;
24.图2是图1中温度为10
‑
100℃部分的放大图。
具体实施方式
25.为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本发明作进一步的详细说明。
26.根据本发明的实施例,提供了一种光学聚酯薄膜,其中,光学聚酯薄膜由聚酯树脂制备形成;在预设温度下,光学聚酯薄膜在第一方向上的热膨胀特性与光学聚酯薄膜在第二方向上的热膨胀特性相同,在预设温度下,光学聚酯薄膜在第一方向上的平均线膨胀系数(热膨胀系数)与光学聚酯薄膜在第二方向上的平均线膨胀系数的差值的绝对值为0~80
×
10
‑8mm/(mm
·
k);第一方向为光学聚酯薄膜中垂直于光学聚酯薄膜光学慢轴的方向(垂直光轴方向、md方向、纵向),第二方向为光学聚酯薄膜光学慢轴的方向(光轴方向、td方向、横向)。
27.为保证光学聚酯薄膜在快速受热情况下尺寸的稳定性以及光学性能不发生畸变,应控制光学聚酯薄膜在第一方向的热膨胀系数与第二方向的热膨胀系数的差值的绝对值为(0~80)
×
10
‑8mm/(mm
·
k);当该数值大于80
×
10
‑8mm/(mm
·
k)时,在受热过程中会由于光学聚酯薄膜在不同方向上的膨胀系数不同而造成光学聚酯薄膜因膨胀而发生的变形差异过大,从而引起光学聚酯薄膜光学性能的畸变,光学聚酯薄膜在第一方向的热膨胀系数与第二方向的热膨胀系数的差值的绝对值进一步可选为60
×
10
‑8mm/(mm
·
k)。
28.需要强调的是,本发明中只有限地限定光学聚酯薄膜在第一方向和第二方向的差值的绝对值,但是根据本发明的思想,相对于光学聚酯薄膜光轴任何两个不同方向上的热膨胀系数的差值都应该受到限制,不高于80
×
10
‑8mm/(mm
·
k)。热膨胀系数可以使用热机械
分析(tma)方法进行测试得到。
29.根据本发明的实施例,预设温度为
‑
30~70℃。预设温度进一步可选为
‑
30~50℃。需要强调的是本发明中的膨胀通常包含有光学聚酯薄膜因受热发生尺寸变大、不变和变小三种情况。膨胀特性具体是指光学聚酯薄膜在受热时,第一方向和第二方向同时发生尺寸变大,尺寸不变或尺寸变小的情况。
30.根据本发明的实施例,光学聚酯薄膜在第一方向上的热膨胀系数小于等于100
×
10
‑8mm/(mm
·
k);光学聚酯薄膜在第二方向上的热膨胀系数小于等于100
×
10
‑8mm/(mm
·
k)。当高于这个数值时,虽然理论上不会影响光学聚酯薄膜光学性能的畸变,但是会发生较大的几何尺寸的变化,同样会带来组装中的困难和增加使用过程中的效果的变差。光学聚酯薄膜在第一方向上的热膨胀系数和第二方向上的热膨胀系数进一步可选为小于等于70
×
10
‑8mm/(mm
·
k)。
31.根据本发明的实施例,光学聚酯薄膜在第一方向上的热收缩率小于等于5%;光学聚酯薄膜在第二方向上的热收缩率小于等于5%。
32.根据本发明的实施例,光学聚酯薄膜的厚度为30μm~300μm。从应用的角度,光学聚酯薄膜的厚度应控制在30~300um,当低于30um时,很难控制光学聚酯薄膜中微观结构的均匀性,从而引起光学聚酯薄膜平面内各方向上的热性能差异增加,当厚度大于300um时则在实际使用时不利于显示面板的薄型化。
33.根据本发明的实施例,光学聚酯薄膜在第二方向的折射率与第一方向的折射率之差为0.01~0.2,进一步可选为0.03~0.15。当低于0.01时,则会放大光学聚酯薄膜在使用过程中出现光学畸变的效果,影响显示性能,当高于0.2时则会给加工带来极大的难度且会造成第一方向和第二方向的热膨胀系数增加。
34.根据本发明的实施例,还提供了一种光学聚酯薄膜的制备方法,用于制备如上所述的光学聚酯薄膜,包括:步骤s1
‑
s4。
35.步骤s1:利用聚酯树脂熔融挤出得到铸片。步骤s1中的聚酯薄膜可以由任意的聚酯树脂得到,对于聚酯树脂的种类没有特别的限制,例如,可以为聚对苯二甲酸乙二醇酯、聚对苯二甲酸丙二醇酯、聚对苯二甲酸丁二醇酯、聚萘苯二甲酸乙二醇酯、聚对苯二甲酸乙二醇酯,以及其它共聚成分,如聚对苯二甲酸乙二醇酯
‑
1,4
‑
环己烷二甲醇酯。这些聚酯树脂具有高透光率,热性能、机械性能优异,特别是聚对苯二甲酸乙二醇酯具有综合的光、热、力学性能,容易控制结晶并且成本较低,易实现产业化。此外,可以在聚酯树脂中加入适量的添加剂如紫外吸收剂、爽滑剂、开口剂等等。
36.聚酯树脂熔融挤出得到铸片的方法可以包括:将聚酯树脂熔融挤出可以按照常规的方法进行例如对聚酯树脂进行干燥处理后,送入挤出机,在250℃~280℃内熔融挤出,经过口模后在急冷辊上形成铸片。
37.步骤s2:将铸片在第一方向拉伸,得到第一拉伸膜。
38.步骤s3:将第一拉伸膜在第二方向进行拉伸,同时将第一拉伸膜在第一方向进行第一松弛处理,得到第二拉伸膜。进一步可选为,在将第一拉伸膜在第二方向进行拉伸完成的同时完成第一拉伸膜在第一方向的第一松弛处理。
39.步骤s4:将第二拉伸铸片进行热处理,同时将第二拉伸铸片在第二方向进行第二松弛处理,得到的光学聚酯薄膜。
40.根据本发明的实施例,步骤s2中铸片在第一方向拉伸的温度为tg~tg+20℃,tg为聚酯树脂的玻璃化转变温度;第一拉伸比为1~3。
41.根据本发明的实施例,步骤s3中第二拉伸比为2.8~5.5,第一松弛处理的松弛量为0.1~25%,进一步可选为2~15%。
42.根据本发明的实施例,步骤s4中第二松弛处理的松弛量为1~15%。松弛处理是指将薄膜的有效长度或宽度缩小的行为。例如松弛量为5%,则是薄膜在松弛处理之前的有效长度缩减为原长度的95%。热处理的温度为tm
‑
50℃~tm,tm为聚酯树脂的熔融温度。
43.根据本发明的实施例,将第二拉伸膜进行热处理同时将第二拉伸膜在第一方向进行第三松弛处理,第三松弛处理的松弛量为0~5%。
44.根据本发明的实施例,第三松弛处理的松弛量小于等于第二松弛处理的松弛量。
45.以下结合具体实例和附图对本发明的技术方案作进一步详细说明,应当理解,以下实施例仅用以解释本发明,并不用于限定本发明。
46.实例1
47.选取特性粘度为0.7dl/g的聚对苯二甲酸乙二醇酯(pet)切片并加入质量分数为0.8%的(2,2
’‑
(1,4
‑
亚苯基)双(4h
‑
3,1
‑
苯并噁嗪
‑4‑
酮)紫外吸收剂,经干燥后送入双螺杆混料挤出机,在280℃下挤出5min,并进行造粒,制得含有紫外吸收剂的芯层pet母料。
48.选取特性粘度为0.7dl/g的pet切片并加入8000ppm浓度分数的颗粒度为2μm的二氧化硅颗粒,充分物理混合均匀,制得含有开口机的表层用pet母料。
49.将20质量份的芯层pet母料和100质量份的特性粘度为0.67dl/g的pet切片在160℃下烘干,使其含水量小于100ppm,然后投入到单螺杆挤出机中,加料段温度设置为265℃,压缩段温度设置为275℃,均化段温度设置为275℃,口模温度设置为275℃,调节螺杆转速和计量泵转速,使泵后压力稳定在1.2mpa。
50.将质量分数为20%的表层用pet母料和质量分数为80%、特性粘度为0.67dl/g的pet切片投入到双螺杆挤出辅机中,熔融挤出段温度设置为260℃递增至270℃,熔体输送段及模头温度设置为272℃。采用静电贴附的方式使口模流出的三层熔体(厚度比值为12:76:12)压紧在冷却辊上淬冷,冷却辊温恒定为30℃,得到无定形流延铸片,通过调节挤出量可以获得不得厚度的铸片。
51.采用上述铸片,在85℃下沿第一方向(垂直光轴方向,纵向,md方向)进行第一拉伸,第一拉伸比(纵向拉伸比)为2.6,然后在105℃下沿第二方向(光轴方向,横向,td方向)进行第二拉伸,第二拉伸比(横向拉伸比)为4.8,在横向拉伸的同时在纵向进行第一松弛,第一松弛的松弛量为6%,然后在230℃下热处理,热处理时同时在td方向进行第二松弛,以及在md方向进行第三松弛。第二松弛的松弛量为12%,第三松弛的松弛量为3%,,得到厚度为75um的双拉聚酯薄膜(bopet薄膜)即所要制备的光学聚酯薄膜。测试bopet薄膜(简称薄膜)的性能并填入表1。
52.热收缩率的测试:
53.取5片面积120mm
×
120mm的正方形bopet薄膜试样,并在bopet薄膜试样的纵、横向中间画有互相垂直的100mm
×
100mm标线。将他们平放在(150
±
1)℃的恒温烘箱内,保持30min后取出。冷至环境温度以后,分别测量纵、横向标线的长度,利用下式计算出不同厚度的bopet薄膜试样在md和td方向上的热收缩率,结果取算术平均值:
[0054][0055]
l0为薄膜样品初始长度,即薄膜放入恒温烘箱之前的长度,l
150
为薄膜样品在热处理后的长度。即热收缩率等于形变量/初始长度。
[0056]
显示效果判定:配置显示观察装置,其为一白色led为光源,光源上方放置两种吸光轴互相垂直的偏光片。将热收缩测试后的薄膜以薄膜光轴方向和偏光片吸收轴呈45
°
方向置于观察显示装置中的两片偏光片之间观察显示是否均匀:
[0057]
◎
:薄膜各位置,各观察角度都很均匀
[0058]
○
:极少处位置有略微不均匀;
[0059]
×
:有很大不均匀。
[0060]
图1是本发明实例1中利用热机械分析(tma)获得的薄膜的温度
‑
形变率曲线;图2是图1中温度为10
‑
100℃部分的放大图。
[0061]
如图1和图2所示,本实施例制备的光学聚酯薄膜在
‑
30
‑
70℃形变率较小,且随着温度的增加,形变率变化平缓。
[0062]
实例2
[0063]
与实施例1中铸片的制备方法相同,将铸片在85℃下在纵向进行第一拉伸,纵向拉伸比为2.6,然后在105℃下在横向进行第二拉伸,横向拉伸比为4.8,在横向拉伸的同时在纵向进行第一松弛,第一松弛的松弛量为10%,然后在230℃下热处理,热处理时同时在td方向上进行第二松弛,以及在md方向进行第三松弛。第二松弛的松弛量为12%,第三松弛的松弛量为3%,得到厚度为75um的bopet薄膜。测试薄膜的性能并填入表1。
[0064]
实例3
[0065]
与实施例1中铸片的制备方法相同,将铸片在85℃下在纵向进行第一拉伸,纵向拉伸比为2.6,然后在在105℃下在横向进行第二拉伸,横向拉伸比为4.8,在横向拉伸的同时在纵向进行第一松弛,第一松弛的松弛量为6%,然后在230℃下热处理,热处理同时在td方向上进行第二松弛,以及在md方向进行第三松弛。第二松弛量的松弛量为12%,第三松弛的松弛量为3%,得到厚度为100um的bopet薄膜。测试薄膜的性能并填入表1。
[0066]
实例4
[0067]
与实施例1中铸片的制备方法相同,将铸片在85℃下在纵向进行第一拉伸,纵向拉伸比为1.5,然后在在105℃下在横向进行第二拉伸,横向拉伸比为4.8,在横向拉伸的同时在纵向进行第一松弛,第一松弛的松弛量为6%,然后在230℃下热处理,热处理同时在td方向上进行第二松弛,和在md方向进行第三松弛。第二松弛的松弛量为12%,第三松弛的松弛量为3%得到厚度为75um的bopet薄膜。测试薄膜的性能并填入表1。
[0068]
实例5
[0069]
与实施例1中铸片的制备方法相同,将铸片在85℃下纵向进行第一拉伸,纵向拉伸比为2.6,然后在105℃下在横向进行第二拉伸,横向拉伸比为5.3,在横向拉伸的同时在纵向进行第一松弛,第一松弛的松弛量为6%,然后在230℃下热处理,热处理时同时在td方向上进行第二松弛和在md方向进行第三松弛。第二松弛的松弛量为12%第三松弛的松弛量3%得到厚度为75um的bopet薄膜。测试薄膜的性能并填入表1。
[0070]
实例6
[0071]
与实施例1中铸片的制备方法相同,将铸片在85℃下在纵向进行第一拉伸,纵向拉伸比为2.6,然后在在105℃下在横向进行第二拉伸,横向拉伸比为5.1,在横向拉伸的同时在纵向进行第一松弛,第一松弛的松弛量为6%,然后在230℃下热处理,热处理时同时在td方向上进行第二松弛和在md方向进行第三松弛。第二松弛的松弛量为12%,第三松弛的松弛量为3%,得到厚度为75um的bopet薄膜。测试薄膜的性能并填入表1。
[0072]
实例7
[0073]
与实施例1中铸片的制备方法相同,将铸片在85℃下在纵向进行第一拉伸,纵向拉伸比为3.0,然后在105℃下在横向进行第二拉伸,横向拉伸比为4.8,在横向拉伸的同时在纵向进行第一松弛,第一松弛的松弛量为6%,然后在230℃下热处理,热处理时同时在td方向上进行第二松弛,以及在md方向进行第三松弛。第二松弛的松弛量为12%,第三松弛的松弛量3%,得到厚度为175um的bopet薄膜。测试薄膜的性能并填入表1。
[0074]
实例8
[0075]
与实施例1中铸片的制备方法相同,将铸片在85℃下在纵向进行第一拉伸,纵向拉伸比为2.6,然后在105℃下在横向进行第二拉伸,横向拉伸比为4.8,在横向拉伸的同时在纵向进行第一松弛,第一松弛的松弛量为2%,然后在230℃下热处理,热处理时同时在td方向上进行第二松弛,以及在md方向进行第三松弛。第二松弛的松弛量为12%,第三松弛的松弛量为3%得到厚度为100um的bopet薄膜。测试薄膜的性能并填入表1。
[0076]
实例9
[0077]
与实施例1中铸片的制备方法相同,将铸片在85℃下在纵向进行第一拉伸,纵向拉伸比为2.6,然后在105℃下在横向进行第二拉伸,横向拉伸比为4.8,在横向拉伸的同时在纵向进行第一松弛,第一松弛的松弛量为6%,然后在230℃下热处理,热处理时同时在td方向上进行第二松弛,以及在md方向进行第三松弛。第二松弛的松弛量为12%,第三松弛的松弛量为5%,得到厚度为100um的bopet薄膜。测试薄膜的性能并填入表1。
[0078]
实例10
[0079]
与实施例1中铸片的制备方法相同,将铸片在85℃下在纵向进行第一拉伸,纵向拉伸比为2.6,然后在105℃下在横向进行第二拉伸,横向拉伸比为4.8,在横向拉伸的同时在纵向进行第一松弛,第一松弛的松弛量为6%,然后在230℃下热处理,热处理时同时在td方向上进行第二松弛,以及在md方向进行第三松弛。第二松弛的松弛量为9%,第三松弛的松弛量为3%,得到厚度为75um的bopet薄膜。测试薄膜的性能并填入表1。
[0080]
实例11
[0081]
与实施例1中铸片的制备方法相同,将铸片在85℃下在纵向拉伸,纵向拉伸比为3.0,然后在105℃下在横向拉伸,横向拉伸比为3.2,在拉伸的同时在纵向松弛1%,然后在230℃下热处理,热处理时同时在td方向上进行第二松弛,以及在md方向进行第三松弛。第二松弛的松弛量为4%,第三松弛的松弛量为3%,得到厚度为75um的bopet薄膜。测试薄膜的性能并填入表1。
[0082]
实例12
[0083]
与实施例1中铸片的制备方法相同,将铸片在85℃下在纵向进行第一拉伸,纵向拉伸比为2.6,然后在105℃下在横向进行第二拉伸,横向拉伸比为4.9,在横向拉伸的同时在纵向进行第一松弛,第一松弛的松弛量为7%,然后在230℃下热处理,热处理时在td方向上
进行第二松弛松弛,第二松弛的松弛量为12%,在md方向不松弛,得到厚度为75um的bopet薄膜。测试薄膜的性能并填入表1。
[0084]
对比例1
[0085]
与实施例1中铸片的制备方法相同,将铸片在85℃下在纵向进行第一拉伸,纵向拉伸比为2.6,然后在在105℃下在横向进行第二拉伸,横向拉伸比为4.8,在横向拉伸的同时不松弛处理,然后在230℃下热处理,热处理时在md和td方向上不松弛处理,得到厚度为75um的bopet薄膜。测试薄膜的性能并填入表1。
[0086]
对比例2
[0087]
与实施例1中铸片的制备方法相同,将铸片在85℃下在纵向进行第一拉伸,纵向拉伸比为2.6,然后在在105℃下在横向进行第二拉伸,横向拉伸比为4.8,在横向拉伸的同时在纵向进行第一松弛20%,然后在230℃下热处理,热处理时在md方向进行第三松弛,第三松弛的松弛量为3%,同时在td方向上不松弛处理,得到厚度为75um的bopet薄膜。测试薄膜的性能并填入表1。
[0088]
对比例3
[0089]
与实施例1中铸片的制备方法相同,将铸片在85℃下在纵向进行第一拉伸,纵向拉伸比为1.1,然后在105℃下在横向进行第二拉伸,横向拉伸比为6.2,在横向拉伸的同时在纵向进行第一松弛,第一松弛的松弛量为6%,然后在230℃下热处理,热处理时在md和td方向上不松弛处理,得到厚度为100um的bopet薄膜。测试薄膜的性能并填入表1。
[0090]
对比例4
[0091]
与实施例1中铸片的制备方法相同,将铸片在85℃下在纵向进行第一拉伸,纵向拉伸比为5.6,然后在105℃下在横向进行第二拉伸,横向拉伸比为1.3,在横向拉伸的同时在纵向进行第一松弛,第一松弛的松弛量为13%,然后在230℃下热处理,热处理时在td方向上进行第二松弛,第二松弛量15%,md方向不松弛处理,得到厚度为100um的双拉bopet薄膜。测试薄膜的性能并填入表1。
[0092]
bopet薄膜厚度使用千分尺测试(霍特gl25)得到;热膨胀系数由型号为tma7100(日立热分析仪)测试得到,样品分别沿着md或td方向裁剪为30mm
×
3mm,预加载力为20g,初始样品长度为16mm,以5℃/min的升温速度,从
‑
30℃扫描至250。在图中(位移量/初始长度vs温度图)对
‑
30℃~70℃的几乎线性膨胀区域进行线性拟合,得到的斜率即为该温度区域平均线膨胀系数(热膨胀系数)。
[0093]
表1各实施例和对比例实施及性能表
[0094][0095]
从上表可以看出,通过实施例1~实施例12可以看到,本发明中的制备方法制备的光学聚酯薄膜具有较低的热膨胀系数以及热膨胀系数差值,收缩率低,显示效果好。对比例1~4中md或td热膨胀系数高且薄膜最大热收缩率高于5%,显示效果差。综上所述,通过本发明中的制备方法制备的光学聚酯薄膜具有较高的尺寸稳定性,可以有效地解决薄膜受热情况下尺寸变化以及光学畸变的问题。
[0096]
本发明提供的光学聚酯薄膜可用于液晶显示模组中背光模组或显示模组中的光
学基膜或偏光片支撑膜。
[0097]
以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1