聚芳硫醚树脂组合物的制造方法与流程
1.本发明涉及一种聚芳硫醚树脂组合物的制造方法。
背景技术:
2.作为聚芳硫醚(以下也称作pas)树脂的一种的聚苯硫醚(以下也称作pps)树脂具有高的耐热性、机械物理性质、耐化学药品性、阻燃性,因此,被用于以挤出成型和注射成型用途为中心,各种汽车部件、电气电子机器部件等广泛的领域。
3.在pas树脂组合物中添加有各种添加剂以提高各种性能。在这样的添加剂之中,提出了以提高韧性为目的而添加烷氧基硅烷化合物的方案(参照专利文献1)。
4.在专利文献1中,记载有以提高韧性为目的而在pps树脂中添加了烷氧基氨基硅烷以改善焊接强度的聚芳硫醚树脂组合物的制造方法。当烷氧基氨基硅烷等烷氧基硅烷化合物与水(空气中的水分等)反应时,在烷氧基硅烷化合物与pps树脂反应之前,发生烷氧基硅烷化合物彼此之间的缩合反应,难以获得所期望的机械物理性质。因此,在专利文献1中使用预先施加了干燥处理的pps树脂。
5.现有技术文献
6.专利文献
7.专利文献1:国际公开第2012/147185号
技术实现要素:
8.发明所要解决的课题
9.然而,如注射成型法那样,在将熔融状态的热塑性树脂填充到模具中来获得所期望的形状的树脂成型品的情况下,以易于将成型后的树脂成型品从模具中取出为目的,通常使用顶针(ejector pin)等。
10.然而,专利文献1所涉及的pps树脂组合物的脱模阻抗较高,因此容易发生与模具贴附,进而容易引起脱模不良。因此,在将树脂成型品从模具中脱模时用顶针等将树脂成型品顶出之时,产生由顶针痕迹、顶针的贯穿而造成的树脂成型品的外观不良、变形等,这成为一个问题。此外,如专利文献1所述,烷氧基硅烷化合物的缩合物有时会对机械特性等造成影响,因此一般会采取干燥处理那样的、不会引起缩合反应的应对。
11.此外,当向pps树脂中添加烷氧基硅烷化合物时,pps树脂组合物的熔融粘度有增加的倾向,因此pps树脂组合物的流动性容易降低。尤其在使用熔融粘度较高的(80pa
·
s以上)pps树脂的情况下,流动性显著降低。
12.本发明是鉴于上述实情而完成的,其目的在于提供一种即使并用高熔融粘度的聚芳硫醚树脂和烷氧基硅烷化合物,仍抑制脱模不良、且具有良好的流动性的聚芳硫醚树脂组合物的制造方法。
13.用于解决课题的方案
14.在添加了烷氧基硅烷化合物的pas树脂组合物中,一般采用不会生成对机械特性
等造成影响的烷氧基硅烷化合物的缩合物的应对,而本发明是通过发现在烷氧基硅烷化合物的缩合物以规定比率存在时,可实现抑制脱模不良并且得到良好的流动性而完成的。
15.达成上述目的的本发明的一方式如下。
16.(1)一种聚芳硫醚树脂组合物的制造方法,包括:
17.工序a:相对于在温度310℃及剪切速率1200sec-1
下测定出的熔融粘度为80pa
·
s以上250pa
·
s以下的聚芳硫醚树脂100质量份,混合0.2质量份以上50质量份以下的烷氧基硅烷化合物来制备母料;
18.工序b:使母料中的所述烷氧基硅烷化合物的一部分缩合,使烷氧基硅烷化合物的缩合物的比率为烷氧基硅烷化合物的10质量%以上60质量%以下;以及
19.工序c:对含有通过工序b所获得的母料、即烷氧基硅烷化合物的缩合物的比率在前述范围内的母料和其他成分的原料进行熔融混炼。
20.(2)根据所述(1)所述的聚芳硫醚树脂组合物的制造方法,
21.还包括准备与所述工序a中使用的聚芳硫醚树脂相同或不同的新的聚芳硫醚树脂的工序d,
22.在所述工序c中,对含有通过所述工序b所获得的母料和所述工序d中准备的聚芳硫醚树脂的原料进行熔融混炼,以使得相对于全部聚芳硫醚树脂100质量份的、所述烷氧基硅烷化合物与所述烷氧基硅烷化合物的缩合物的总量为0.2质量份以上3.0质量份以下。
23.(3)根据所述(1)或(2)所述的聚芳硫醚树脂组合物的制造方法,
24.所述烷氧基硅烷化合物包含选自由环氧烷氧基硅烷、氨基烷氧基硅烷、乙烯烷氧基硅烷以及巯基烷氧基硅烷组成的组中的至少1种。
25.(4)根据所述(1)~(3)中任一项所述的聚芳硫醚树脂组合物的制造方法,
26.所述烷氧基硅烷化合物包含选自由γ-氨基丙基三乙氧基硅烷、γ-氨基丙基甲基二甲氧基硅烷、γ-氨基丙基甲基二乙氧基硅烷、n-(β-氨基乙基)-γ-氨基丙基三甲氧基硅烷、n-苯基-γ-氨基丙基三甲氧基硅烷、γ-二烯丙基氨基丙基三甲氧基硅烷、γ-二烯丙基氨基丙基三乙氧基硅烷组成的组中的至少1种。
27.(5)根据所述(1)~(4)中任一项所述的聚芳硫醚树脂组合物的制造方法,
28.所述聚芳硫醚树脂组合物的脱模阻抗为410n以下。
29.(6)根据所述(1)~(5)中任一项所述的聚芳硫醚树脂组合物的制造方法,
30.在温度310℃及剪切速率1000sec-1
下测定出的前述聚芳硫醚树脂组合物的熔融粘度为470pa
·
s以下。
31.(7)根据所述(1)~(6)中任一项所述的聚芳硫醚树脂组合物的制造方法,
32.还混合无机填充剂,该无机填充剂相对于所述聚芳硫醚树脂组合物中所含有的聚芳硫醚树脂100质量份,为10质量份以上190质量份以下。
33.发明效果
34.本发明的实施方式能够提供一种即使并用高熔融粘度的聚芳硫醚树脂和烷氧基硅烷化合物,仍抑制脱模不良且具有良好的流动性的聚芳硫醚树脂组合物的制造方法。
附图说明
35.图1为说明双圆筒状成型品的图,其中,(a)为俯视图、(b)为仰视图、(c)为立体图
以及(d)为尺寸图。
具体实施方式
36.以下对本实施方式进行详细地说明,但本实施方式并不受到以下实施方式任何限制,可在本实施方式的目的的范围内加入适当变更来实施。
37.在本说明书等中,母料是指,不加热/熔融混炼、造粒而仅通过简单地搅拌原料而得到的混合物。
38.<聚芳硫醚树脂组合物的制造方法>
39.本实施方式的聚芳硫醚树脂组合物的制造方法包括:相对于在温度310℃及剪切速率1200sec-1
下测定出的熔融粘度为80pa
·
s以上250pa
·
s以下的聚芳硫醚树脂100质量份,混合0.2质量份以上50质量份以下的烷氧基硅烷化合物来制备母料的工序a。此外,还包括使母料中的烷氧基硅烷化合物的一部分缩合,使烷氧基硅烷化合物的缩合物的比率为烷氧基硅烷化合物的10质量%以上60质量%以下的工序b。而且,还包括对含有通过工序b所获得的母料、即烷氧基硅烷化合物的缩合物的比率在前述范围内的母料和其他成分的原料进行熔融混炼的工序c。
40.当在pas树脂中混合烷氧基硅烷化合物来制备母料时存在水(pas树脂中的水分、空气中的水分)的话,烷氧基硅烷化合物水解,烷氧基硅烷化合物缩合化。生成缩合物意味着烷氧基硅烷化合物减少,从而缩合物越增加,由烷氧基硅烷化合物达成的熔融粘度增大的效果越降低,流动性越提高。此外,一直以来,烷氧基硅烷化合物的缩合物的存在会对机械特性造成影响,因此一般以不会让缩合反应发生的方式来应对。
41.另一方面,本发明人进行了深入的研究,结果发现:pas树脂的熔融粘度为80pa
·
s以上250pa
·
s以下的情况下,烷氧基硅烷化合物的缩合物是使脱模阻抗增大的因素。即,为了提高脱模性,烷氧基硅烷化合物的缩合物越少越好。因此,烷氧基硅烷化合物的缩合物以适当的比率存在时,熔融粘度降低而使流动性提高,并且可抑制脱模阻抗增大。因此,在本实施方式中,通过有意地生成烷氧基硅烷化合物的缩合物、并且对该缩合物的含有比率进行规定,从而实现流动性的提高以及脱模不良的抑制。
42.以下对各工序进行说明。
43.[工序a]
[0044]
在工序a中,相对于在温度310℃及剪切速率1200sec-1下测定出的熔融粘度为80pa
·
s以上250pa
·
s以下的聚芳硫醚树脂100质量份,混合0.2质量份以上50质量份以下的烷氧基硅烷化合物来制备母料。
[0045]
当制备母料时混合的烷氧基硅烷化合物的含量相对于pas树脂100质量份在0.2质量份以上50质量份以下时,容易将母料中相对于烷氧基硅烷化合物的烷氧基硅烷化合物的缩合物的比率调整为规定比率。此外,能够抑制配管的堵塞,从而容易处理。该烷氧基硅烷化合物的含量相对于pas树脂100质量份在0.2质量份以上50质量份以下,优选为0.3质量份以上25质量份以下,更优选为0.5质量份以上15质量份以下,进一步优选为1.0质量份以上10质量份以下。
[0046]
作为制备该母料的方法,例如可列举出干混pas树脂以及烷氧基硅烷化合物的方法等,优选为,使用了滚揉机或者亨舍尔搅拌机等的混合方法。
[0047]
以下对工序a中使用的原料进行说明。
[0048]
[原料]
[0049]
(聚芳硫醚树脂)
[0050]
pas树脂是主要以-(ar-s)-作为结构单元而构成的树脂(ar表示亚芳基)。在本实施方式中,可使用通常已知的分子结构的聚芳硫醚树脂。例如,作为亚芳基,可使用对亚苯基、间亚苯基以及邻亚苯基等亚苯基、p,p
’‑
亚联苯基、p,p
’‑
二亚苯醚基、p,p
’‑
二亚苯羰基、p,p
’‑
二亚苯磺基以及亚萘基等。
[0051]
pas树脂可以是在由-(ar-s)-表示的结构单元之中,除了使用相同结构单元的均聚物以外,还可根据用途而包含不同结构单元的共聚物。
[0052]
作为均聚物,优选为,具有作为亚芳基的对亚苯基的、以对亚苯硫醚基作为结构单元的均聚物。这是因为以对亚苯硫醚基作为结构单元的均聚物具有极高的耐热性,并且在宽泛的温度区域内显示出高强度、高刚性以及高的尺寸稳定性。通过使用这种均聚物能够获得具有非常优异的物理性质的成型品。
[0053]
作为共聚物,可使用含有上述的亚芳基的芳硫醚基之中、不同的2种以上的芳硫醚基的组合。其中,含有对亚苯硫醚基和间亚苯硫醚基的组合,从获得具备耐热性、成型性、机械特性等高的物理性质的成型品这一观点出发,是优选的。
[0054]
更优选为,含有70mol%以上对亚苯硫醚基的聚合物,进一步优选为含有80mol%以上的聚合物。另外,具有亚苯硫醚基的pas树脂为聚苯硫醚树脂(pps树脂)。
[0055]
通常,pps树脂根据其制造方法,已知有实质上呈线状不具有支链、交联结构的分子结构的pps树脂和具有支链、交联的结构的pps树脂,但是作为pas树脂,可使用任何类型。
[0056]
从韧性以及流动性的观点出发,在温度310℃以及剪切速率1200sec-1
的条件下,pas树脂的熔融粘度为80pa
·
s以上250pa
·
s以下。优选为85pa
·
s以上230pa
·
s以下,更优选为90pa
·
s以上220pa
·
s以下,进一步优选为95pa
·
s以上200pa
·
s以下。
[0057]
另外,在本实施方式中实现了解决如下课题,即,使用熔融粘度为80pa
·
s以上250pa
·
s以下的pas树脂和烷氧基硅烷化合物的情况下可能发生的、引起脱模不良以及流动性的降低这一课题。因此,本实施方式不包括熔融粘度小于80pa
·
s的pas树脂。
[0058]
(烷氧基硅烷化合物)
[0059]
作为烷氧基硅烷化合物,并未特别地限定,例如,可列举出环氧烷氧基硅烷、氨基烷氧基硅烷、乙烯烷氧基硅烷、巯基烷氧基硅烷等,可使用它们的1种或者2种以上。另外,烷氧基基的碳数优选为1~10,尤其优选为1~4。
[0060]
作为环氧烷氧基硅烷的示例,可列举出γ-环氧丙氧基丙基三甲氧基硅烷、β-(3,4-环氧环己基)乙基三甲氧基硅烷、γ-环氧丙氧基丙基三乙氧基硅烷等。
[0061]
作为氨基烷氧基硅烷的示例,可列举出γ-氨基丙基三甲氧基硅烷、γ-氨基丙基三乙氧基硅烷、γ-氨基丙基甲基二甲氧基硅烷、γ-氨基丙基甲基二乙氧基硅烷、n-(β-氨基乙基)-γ-氨基丙基三甲氧基硅烷、n-苯基-γ-氨基丙基三甲氧基硅烷、γ-二烯丙基氨基丙基三甲氧基硅烷、γ-二烯丙基氨基丙基三乙氧基硅烷等。
[0062]
作为乙烯基烷氧基硅烷的示例,可列举出乙烯基三甲氧基硅烷、乙烯基三乙氧基硅烷、乙烯基三(β-甲氧基乙氧基)硅烷等。
[0063]
作为巯基烷氧基硅烷的示例,可列举出γ-巯基丙基三甲氧基硅烷、γ-巯基丙基
三乙氧基硅烷等。
[0064]
其中,优选为环氧烷氧基硅烷和氨基烷氧基硅烷,尤其优选为γ-氨基丙基三乙氧基硅烷。
[0065]
[工序b]
[0066]
在工序b中,使母料中的烷氧基硅烷化合物的一部分缩合,使烷氧基硅烷化合物的缩合物的比率为烷氧基硅烷化合物的10质量%以上60质量%以下。
[0067]
从获得pas树脂组合物的优异的流动性以及脱模性的观点出发,母料中的烷氧基硅烷化合物之中缩合物的比率为10质量%以上60质量%以下。该缩合物的比率优选为15质量%以上55质量%以下,更优选为20质量%以上50质量%以下。
[0068]
烷氧基硅烷化合物的缩合物的量取决于水解的烷氧基硅烷化合物的量。作为调整烷氧基硅烷化合物的缩合物的量的方法,可列举出(1)调整保管烷氧基硅烷化合物、母料的环境的湿度、系统的水蒸气透过率,(2)调整烷氧基硅烷化合物、母料的保管时间,(3)调整工序a之中的母料中的pas树脂与烷氧基硅烷化合物的混合比率等等。作为具体示例,例如,将工序a中的母料相对于pas树脂100质量份用2质量份烷氧基硅烷化合物来进行调整,在温度40℃、湿度80%rh下保管20分钟时缩合物的量成为24质量%,将工序a中的母料相对于pas树脂100质量份用25质量份烷氧基硅烷化合物来进行调整,在温度23℃、湿度40%rh下保管10分钟时缩合物的量成为1质量%。烷氧基硅烷化合物的缩合物的量为10质量%以上60质量%以下时,能够获得具有优异的流动性以及脱模性的pas树脂组合物。
[0069]
此外,通过上述(1)~(3)的方法等,生成烷氧基硅烷化合物的缩合物之后,新添加烷氧基硅烷化合物来降低缩合物的量比,也能够调整烷氧基硅烷化合物的缩合物的量。例如,即使缩合物的比率超过60质量%,也能够通过进一步添加烷氧基硅烷化合物,将缩合物的比率最终调整为大于5质量%且60质量%以下。
[0070]
另外,在作为最终的生成物的pas树脂组合物中无法区分与pas树脂反应而缩合成的烷氧基硅烷化合物的缩合物和与水反应而缩合成的烷氧基硅烷化合物的缩合物。因此,需要调整在母料状态下与水反应而缩合成的烷氧基硅烷化合物的缩合物的量。
[0071]
在此对母料中的烷氧基硅烷化合物的缩合物比的计算方法的一个示例进行说明。
[0072]
母料中至少含有pas树脂、烷氧基硅烷化合物以及烷氧基硅烷化合物水解而生成的烷氧基硅烷化合物的缩合物。
[0073]
另外,烷氧基硅烷化合物在丙酮中可溶,而烷氧基硅烷化合物的缩合物在丙酮中不溶。
[0074]
首先,用精密天秤称量铝杯的质量a(工序1)。
[0075]
接下来,在铝杯放置于精密天秤的状态下归零,然后在铝杯上放置膜滤器,并对膜滤器的质量b进行称量(工序2)。接下来,将秤量后的膜滤器设置于抽吸漏斗上(工序3)。此时,精密天秤上只有铝杯。
[0076]
接下来,铝杯中放入母料,并称量质量c(工序4)。接下来,设置了膜滤器的漏斗中放入秤量过的母料。用丙酮清洗铝杯,清洗液也放入漏斗中(工序5)。
[0077]
接下来,清洗漏斗的周边的同时加入丙酮,用刮铲搅拌3秒钟左右,并进行抽吸过滤。再进行2次如下工序,即,加入丙酮,用刮铲进行搅拌,并进行抽吸过滤的工序(工序6)。
[0078]
接下来,将残留物以及膜滤器放置在铝杯上,用真空干燥机在40℃下干燥2小时,
并对质量d进行称量(工序7)。
[0079]
烷氧基硅烷化合物中的缩合物比由下式表示。
[0080]
缩合物比(质量%)=(母料中所含有的、烷氧基硅烷化合物中的缩合物的质量/母料制备时混合的烷氧基硅烷化合物的质量)
×
100={[{质量d-(质量a+质量b)}-质量c
×
(1-e-f)]/(质量c
×
e)}
×
100
[0081]
在上述式中,e表示母料中的烷氧基硅烷化合物浓度(g/g),f表示溶解于母料中的烷氧基硅烷化合物以外的丙酮的物质浓度(g/g)。
[0082]
通过以上工序,能够算出母料中的烷氧基硅烷化合物的缩合物比。
[0083]
在本实施方式中,使通过工序a制备出的母料中的烷氧基硅烷化合物的一部分在工序b中缩合,而在工序a与工序b之间的时间较长的情况下,优选为,以不会因水分而引起缩合反应的方式在干燥状态下进行保存。
[0084]
或者,在工序a以及工序b结束后,直至工序c为止的时间较长的情况下,优选为,以通过工序b所获得的母料中的缩合物的比率不发生变化的方式在干燥状态下进行保存。
[0085]
当然,即使在母料中的缩合物的比率发生变化的情况下,只要投向挤出机时的母料中的缩合物的量满足规定范围即可。例如,在母料中的缩合物中的缩合物的比率增大的情况下,能够在投入到挤出机时,新添加烷氧基硅烷化合物来降低缩合物的量的比率。
[0086]
[工序c]
[0087]
在工序c中,对含有通过工序b所获得的母料、即烷氧基硅烷化合物的缩合物的比率在前述范围内的母料和其他成分进行熔融混炼。
[0088]
作为其他成分,可列举出另行准备的pas树脂和/或后述的无机填充剂、其他的添加剂等。其中,关于pas树脂,在工序d中进行说明。
[0089]
其他成分也可以在混合pas树脂及母料进行熔融混炼时来添加。此外,也可以采用如下方式,即,该其他的添加剂等以及母料用干混等方法来混合,并将所获得的混合物和pas树脂混合在一起来进行熔融混炼。
[0090]
作为对含有母料和其他成分的原料进行熔融混炼的方法,例如,可以将pas树脂以及母料分别供给至挤出机,也可以将pas树脂、母料、其他的添加剂等干混之后供给至挤出机,还可以采用侧进料的方式来供给一部分的原料。
[0091]
优选为,工序c结束时,在最终所获得的pas树脂组合物中,以烷氧基硅烷化合物和烷氧基硅烷化合物的缩合物的总量相对于pas树脂100质量份为0.2质量份以上3.0质量份以下的方式,在pas树脂中混合母料并进行熔融混炼。
[0092]
在工序c中,采用含有pas树脂的原料作为其他成分的情况下,优选设置以下的工序d。
[0093]
[工序d]
[0094]
在工序d中,准备与工序a中使用的聚芳硫醚树脂相同或不同的新的聚芳硫醚树脂。然后,在工序c中对含有通过工序b所获得的母料和工序d中准备的聚芳硫醚树脂的原料进行熔融混炼,以使得相对于全部聚芳硫醚树脂100质量份的、烷氧基硅烷化合物和烷氧基硅烷化合物的缩合物的总量为0.2质量份以上3.0质量份以下。另外,全部pas树脂是指,在工序a中用于制备母料的pas树脂以及工序d中所使用的新的pas树脂。
[0095]
工序d中准备的新的pas树脂可以与工序a中使用的pas树脂相同,也可以不同。作
为工序d中准备的新的pas树脂与工序a中使用的pas树脂不同的情况,可列举出各pas树脂的熔融粘度不同,各pas树脂的分子结构不同等等。作为分子结构不同的示例,有如下几种:(1)实质上呈线状且不具有支链、交联结构的分子结构、与具有支链、交联的结构不同、(2)均聚物与共聚物不同、(3)结构单元的芳硫醚基不同(例如、对亚苯硫醚基与间亚苯硫醚基不同)、等等。
[0096]
在工序c中,优选为,以最终所获得的pas树脂组合物中的烷氧基硅烷化合物以及烷氧基硅烷化合物的缩合物的总量相对于pas树脂100质量份,成为0.2质量份以上3.0质量份以下的方式进行混合。通过以此方式进行混合,能够均衡地赋予pas树脂组合物的流动性和脱模性。此外,在使用无机填充剂的情况下,与无机填充剂的贴合性提升,易于提高机械物理性质。在最终所获得的pas树脂组合物中,烷氧基硅烷化合物以及烷氧基硅烷化合物的缩合物的总量相对于pas树脂100质量份更优选为0.3质量份以上2.0质量份以下,进一步优选为0.5质量份以上1.5质量份以下。
[0097]
此外,pas树脂组合物的熔融粘度在温度310℃以及剪切速率1000sec-1
的条件下优选为470pa
·
s以下,更优选为465pa
·
s以下。
[0098]
此外,pas树脂组合物的脱模阻抗(双圆筒脱模阻抗)优选为410n以下,更优选为400n以下,进一步优选为350n以下。
[0099]
另外,在本实施方式中,pas树脂组合物的脱模阻抗是指,将图1所示的双圆筒状的成型品从模具中脱模时的阻抗。图1的(a)为双圆筒状的成型品的俯视图,图1的(b)为双圆筒状的成型品的仰视图,图1的(c)为双圆筒状的成型品的立体图,图1的(d)为双圆筒状的成型品的尺寸图,图1的(a)及(d)中的尺寸的单位为“mm”。此外,该双圆筒状的成型品的浇口尺寸为5mm
×
2.5mm。
[0100]
图1所示的双圆筒状的成型品具有将第一圆筒体1设于内侧、且将第二圆筒体2设于外侧的双圆筒状,第一圆筒体1以及第二圆筒体2通过4mm的轴连接。此外,第一圆筒体1的、高度为20mm、外径为18mm、内径为9mm,第二圆筒体2的、高度为40mm、外径为40mm、内径为30mm,第一圆筒体1的侧面部的厚度为4.5mm,第二圆筒体2的底部以及侧面部的厚度为5mm。另外,第二圆筒体2为有底圆筒体,但在第一圆筒体1的部分中呈开口。
[0101]
以下对工序c中作为原料的一部分而使用的其他成分进行说明。
[0102]
(无机填充剂)
[0103]
本实施方式中,从实现提高机械物理性质的观点出发,优选为,在pas树脂组合物中包含无机填充剂。作为无机填充剂可列举出纤维状无机填充剂、板状无机填充剂、粉粒状无机填充剂,可单独使用其中1种,也可并用2种以上。
[0104]
作为纤维状无机填充剂,可列举出玻璃纤维、碳纤维、氧化锌纤维、氧化钛纤维、硅灰石、硅纤维、硅-铝纤维、氧化锆纤维、氮化硼纤维、氮化硅纤维、硼纤维、钛酸钾纤维、等矿物纤维、不锈钢纤维、铝纤维、钛纤维、铜纤维、黄铜纤维等金属纤维状物质,可使用其中1种或者2种以上。其中,优选为玻璃纤维。
[0105]
作为玻璃纤维的上市产品的示例,可列举出日本电气硝子株式会社制、碎玻璃纤维(ecs03t-790de、平均纤维径:6μm)、owens corning日本(同)制、碎玻璃纤维(cs03de 416a、平均纤维径:6μm)、日本电气硝子株式会社制、碎玻璃纤维(ecs03t-747h、平均纤维径:10.5μm)、日本电气硝子株式会社制、碎玻璃纤维(ecs03t-747、平均纤维径:13μm)、日东
纺绩株式会社制、异形截面碎股线csg 3pa-830(长径28μm、短径7μm)、日东纺绩株式会社制、异形截面碎股线csg 3pl-962(长径20μm、短径10μm)等。
[0106]
纤维状无机填充剂可通过通常已知的环氧系化合物、异氰酸酯系化合物、硅烷系化合物、钛酸酯系化合物、脂肪酸等各种表面处理剂进行表面处理。通过表面处理,能够提高与pas树脂的贴合性。表面处理剂可以在材料制备之前预先应用于纤维状无机填料来施加表面处理或者收敛处理或者也可以在材料制备时同时添加。
[0107]
纤维状无机填料的纤维直径并未特别地限制,作为初始形状(熔融混炼前的形状),例如可为5μm以上30μm以下。在此纤维状无机填料的纤维直径是指纤维状无机填料的纤维截面的长径。
[0108]
作为粉粒状无机填充剂可列举出滑石(粒状)、碳黑、二氧化硅、石英粉末、玻璃珠、玻璃粉、硅酸钙、硅酸铝、硅藻土等硅酸盐、氧化铁、氧化钛、氧化锌、氧化铝(粒状)等金属氧化物、碳酸钙、碳酸镁等金属碳酸塩、硫酸钙、硫酸钡等金属硫酸盐、其他碳化硅、氮化硅、氮化硼、各种金属粉末等,可使用其中1种或者2种以上。其中优选为玻璃珠、碳酸钙。
[0109]
作为碳酸钙的上市产品的示例,可列举出东洋精密化学株式会社制、whiten p-30(平均粒径(50%d):5μm)等。此外,作为玻璃珠的上市品的示例,可列举出potters-ballotini株式会社制、egb731a(平均粒径(50%d):20μm)、potters-ballotini株式会社制、emb-10(平均粒径(50%d):5μm)等。
[0110]
作为粉粒状无机填充剂也可与纤维状无机填充剂同样地进行表面处理。
[0111]
作为板状无机填充剂例如可列举出玻璃片、滑石(板状)、云母、高岭土、黏土、氧化铝(板状)、各种金属箔等,可使用其中1种或者2种以上。其中优选为玻璃片、滑石。
[0112]
作为玻璃片的上市产品的示例,可列举出日本板硝子株式会社制、refg-108(平均粒径(50%d):623μm)、(日本板硝子株式会社制、细鳞片(fine flake)(平均粒径(50%d):169μm)、日本板硝子株式会社制、refg-301(平均粒径(50%d):155μm)、日本板硝子株式会社制、refg-401(平均粒径(50%d):310μm)等。
[0113]
作为滑石的上市产品的示例,可列举出松村产业株式会社制crown talc pp、林化成株式会社制talcum powder pknn等。
[0114]
作为板状无机填料也可与纤维状无机填充剂同样地进行表面处理。
[0115]
在本实施方式中,上述的无机填充剂之中,优选选自由玻璃纤维、玻璃珠、玻璃片、碳酸钙以及滑石组成的组中的1种或者2种以上。此外,从提高机械物理性质的观点出发,无机填充剂相对于pas树脂组合物中所含有的pas树脂100质量份,优选含有10~190质量份,更优选含有20~150质量份,进一步优选含有30~110质量份,尤其优选含有35~90质量份。
[0116]
(其他的添加剂等)
[0117]
在pas树脂组合物中,在不妨碍由本实施方式达成的效果(具体为优异的脱模性)的范围内,为了赋予与其目的相应的所期望的特性,可根据性能要求而含有通常添加到热塑性树脂以及热硬化性树脂中的公知的添加剂。作为添加剂可列举出毛刺抑制剂(但烷氧基硅烷化合物除外)、脱模剂、润滑剂、可塑剂、阻燃剂、染料、颜料等着色剂、结晶化促进剂、结晶成核剂、各种抗氧化剂、热稳定剂、耐候性稳定剂、缓蚀剂等。作为毛刺抑制剂(但烷氧基硅烷除外),例如可列举出如国际公开第2006/068161号、国际公开第2006/068159号等所记载那样的、熔融粘度非常高的支链型聚苯硫醚系树脂等。作为脱模剂,可列举出聚乙烯
蜡、脂肪酸酯、脂肪酸酰胺等。作为结晶成核剂可列举出氮化硼、滑石、高岭土、碳黑、碳纳米管等。作为缓蚀剂可列举出氧化锌、碳酸锌等。上述添加剂的含量可采用整个树脂组合物中5质量%以下。
[0118]
此外,在pas树脂组合物中,除了与其目的对应的上述成分以外,还可以少量辅助性地并用其他的热塑性树脂成分。作为此处所使用的其他的热塑性树脂,只要是在高温中稳定的树脂均可。例如,可列举出聚对苯二甲酸乙二醇酯、聚对苯二甲酸丁二醇酯等的、由芳香族二羧酸和二醇、或者羟基羧酸(oxycarboxylic acid)等构成的芳香族聚酯、聚酰胺、聚碳酸酯、abs树脂(丙烯腈-丁二烯-苯乙烯共聚合合成树脂)、聚苯撑醚、聚烷基丙烯酸酯、聚砜、聚醚砜、聚醚酰亚胺、聚醚甲酮、氟树脂、液晶聚合物、环状烯烃共聚物等。此外,也可将这些热塑性树脂中2种以上混合使用。其他的热塑性树脂成分的含量例如可为整个树脂组合物中20质量%以下。
[0119]
本实施方式中的pas树脂组合物可用于各种用途。作为pas树脂组合物,例如可列举出汽车的各种冷却系统部件、点火关联部件、配电器部件、各种传感器部件、各种作动器部件、节气门部件、电源模块(power module)部件、ecu部件、各种连接器部件等。
[0120]
此外,作为其他的用途例如可用于led、传感器、插座、接线板、印刷基板、电机部件、ecu外壳等电气/电子部件、照明部件、电视部件、电饭煲部件、微波炉部件、熨斗部件、复印关联部件、打印关联部件、传真关联部件、加热器、空调用部件等家庭/办公电器部件。
[0121]
实施例
[0122]
以下示出实施例来对本实施方式进行更具体地说明,但本实施方式的解释并不受到这些实施例限定。
[0123]
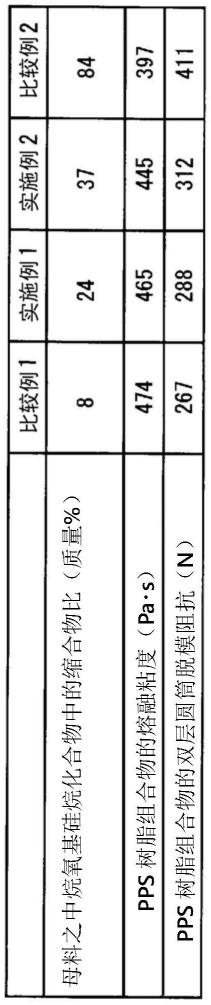
[实施例1]
[0124]
将pps树脂(株式会社kureha制、fortron kps(熔融粘度:130pa
·
s(剪切速率:1200sec-1
、310℃))100质量份和烷氧基硅烷化合物(γ-氨基丙基三乙氧基硅烷(信越化学工业株式会社制“kbe-903p”))9.4质量份混合来制备母料,暴露在温度40℃、湿度80%的环境中10分钟。母料之中的烷氧基硅烷化合物中的缩合物比为24质量%。以下叙述的缩合物的量通过适当变更与上述同样地暴露在温度40℃、湿度80%的环境中的时间来进行制备。
[0125]
接下来,将pps树脂(株式会社kureha制、fortron kps(熔融粘度:130pa
·
s(剪切速率:1200sec-1
、310℃))100质量份、经上述调整过的母料10.7质量份、玻璃纤维(日本电气硝子株式会社制、碎股线ecs 03t-717、直径13μm、长度3mm)74质量份(玻璃纤维自挤出机的侧进料部另行添加)投入到气缸温度320℃的双轴挤出机中进行熔融混炼,从而得到树脂组合物。
[0126]
(pps树脂的熔融粘度的测定)
[0127]
上述pps树脂的熔融粘度以如下方式测定。
[0128]
使用株式会社东洋精机制作所制毛细管流变仪(capillograph),并使用作为毛细管的的平模,来测定在料桶温度310℃、剪切速率1200sec-1
下的熔融粘度。
[0129]
[实施例2、比较例1~2]
[0130]
除了母料之中烷氧基硅烷化合物中的缩合物比为表1所示的比率以外,采用与实施例1同样的条件来获得各树脂组合物。
[0131]
(树脂组合物的熔融粘度的测定)
[0132]
在所获得的各树脂组合物中,使用株式会社东洋精机制作所制毛细管流变仪,并使用作为毛细管的的平模,来测定料桶温度310℃、剪切速率1000sec-1
下的熔融粘度。
[0133]
[评价]
[0134]
使用注射成型机,在下述条件下将图1所示的圆筒形成型品成型,并测定将成型片从模具中挤出时的力,将测定值作为脱模阻抗值。
[0135]
压力传感器:日本奇石乐株式会社制“间接式模型内传感器”(型式:9221a)
[0136]
注射成型机:东芝机械株式会社制“ec60ni1.5a”[0137]
气缸温度:320℃
[0138]
注射时间:12秒
[0139]
冷却时间:45秒
[0140]
模具温度:150℃
[0141]
将各树脂组合物的评价结果示于表1。
[0142]
[表1]
[0143][0144]
根据表1可知,随着母料之中的烷氧基硅烷化合物中的缩合物的量增加,pps树脂组合物的熔融粘度减少,流动性提高。此外还可知,随着母料之中的烷氧基硅烷化合物中的缩合物的量增加,pps树脂组合物的脱模阻抗增加。因此,缩合物的量在10质量%以上60质量%以下的范围中,能够获得具有优异的流动性以及脱模性的pps树脂组合物。
[0145]
[实施例3~4]
[0146]
在各实施例中,除了将pps树脂变更为株式会社kureha制、fortron kps(熔融粘度:100pa
·
s(剪切速率:1200sec-1
、310℃))以及母料之中的烷氧基硅烷化合物中的缩合物比为表2所示的比率以外,在与实施例1同样的条件下得到各树脂组合物。此外,进行与实施例1同样的评价。将评价结果示于表2。
[0147]
[表2]
[0148][0149]
根据表2可知,在使用100pa
·
s的熔融粘度的pps树脂的情况下,仍显示出与使用熔融粘度为130pa
·
s的pps树脂的情况相同的倾向。因此,缩合物的量在10质量%以上60质量%以下的范围中,能够得到具有优异的流动性以及脱模性的pps树脂组合物。
[0150]
[比较例3]
[0151]
在各比较例中,除了将pps树脂变更为株式会社kureha制、fortron kps(熔融粘度:60pa
·
s(剪切速率:1200sec-1
、310℃))以及母料之中的烷氧基硅烷化合物中的缩合物比设为表3所示的比率以外,在与实施例1同样的条件下得到各树脂组合物。此外,进行与实施例1同样的评价。将评价结果示于表3中。
[0152]
[表3]
[0153][0154]
根据表3可知,即便在使用60pa
·
s这一低熔融粘度的pps树脂的情况下,烷氧基硅烷化合物的缩合物在规定范围内,仍发现了脱模不良。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1