可模塑的和模塑的基于纤维素的结构材料以及用于其形成的系统和方法和其用途
可模塑的和模塑的基于纤维素的结构材料以及用于其形成的系统和方法和其用途
1.相关申请的交叉引用
2.本技术要求于2020年4月22日提交的发明名称为“可模塑的结构化的基于植物的材料和其制备、折叠和切割的方法”的美国临时申请no.63/013,955的优先权,该临时申请通过引用整体并入本文。
技术领域
3.本公开一般地涉及加工天然存在的基于纤维素的材料,更具体地,涉及形成和使用纤维植物材料以制造可模塑件和模塑结构材料。
技术实现要素:
4.所公开主题的实施方案提供了一种“自上而下”的方法,该方法可以将木材或其他纤维植物材料(例如,竹子)加工成任意三维(3-d)形状,同时显著提高其机械强度。在一些实施方案中,对天然植物材料进行一种或多种化学处理以从其中去除至少一些木质素(例如,部分地脱木质素),从而软化天然植物材料。对部分地脱木质素的植物材料进行的后续干燥导致植物微结构的导管和纤维收缩。在一些实施方案中,干燥之后在流体(例如,水)中“冲击”材料以选择性地打开导管。该快速的“流体-冲击”过程形成了独特的部分打开、皱缩的单元壁结构,为压缩提供空间以及耐受高应变的能力,使材料易于折叠和模塑。或者,在一些实施方案中,材料仅被部分干燥,使得导管保持基本上打开,从而允许折叠和模塑材料。然后可以通过进一步干燥去除残留的流体(例如,水分含量为15wt%或更少)将使用这些可模塑植物材料可以实现的不同形状和结构设定到位,从而形成刚性3-d模塑的基于植物的结构。
5.在一些实施方案中,本文所述的单元壁工程化过程可以保持植物材料固有的各向异性微结构并且可以增强单元壁内基于纤维素的纤维之间的相互作用。这种相互作用可以进一步增强工程化植物基材料的机械性能。因此,在一些实施方案中,可以将部分地脱木质素的植物基材料模塑成3-d形状并设定为形成结构材料或复合结构材料的一部分。例如,在一些实施方案中,蜂窝芯材可以由薄木片(wood veneers)(例如,通过卷绕(roll-to-roll rotary)切割生产)形成。当将蜂窝芯材与支撑板(例如铝板)组合时,所得结构材料可以表现出约300mpa的拉伸强度,这与铝合金相似,但密度仅为约0.75g/cm3,并且成本更低。根据所公开主题的一个或多个实施方案,其他3-d结构和用途也是可能的。
6.本公开的各种创新中的任意一种都可以组合使用或单独使用。提供了该发明内容从而以简化形式介绍概念的选择,这些概念将在下文的发明详述中进一步描述。该发明内容并非旨在表明所要求保护的主题的关键特征或必要特征,也不旨在用于限制所要求保护的主题的范围。所公开的技术的前述及其他目的、特征和优点将通过以下参照附图进行的详细描述变得更加明显。
附图说明
7.在下文中将参考附图描述实施方案,这些附图并不一定按比例绘制。在适用的情况下,一些要素可能会被简化或以其他方式未作说明,以辅助说明和描述基本特征。在所有附图中,相同的附图标记表示相同的元件。
8.图1是根据所公开主题的一个或多个实施方案的用于形成天然存在的基于纤维素的材料的可模塑件并由其形成模塑的结构材料的方法的简化工艺流程图。
9.图2a示出根据所公开主题的一个或多个实施方案的可用于形成天然存在的基于纤维素的材料的可模塑件的天然木材的径向、纵向和旋转切割件。
10.图2b是示出包括基于纤维素的纵向单元的天然木材的微结构的简化横截面图。
11.图2c是天然木材在与纵向木材生长方向垂直的方向上的横截面的扫描电子显微镜(sem)图像。
12.图2d是示出天然木材中纤维素纤维的分级排列结构(hierarchical aligned structure)的简化示意图。
13.图3a是根据所公开主题的一个或多个实施方案的可用于形成天然存在的基于纤维素的材料的可模塑件的天然竹节段的简化局部剖视图。
14.图3b是天然竹节的横截面的俯视图。
15.图3c是图2b的天然竹节的秆的放大图像。
16.图3d是进一步放大的图像,示出图3c的秆壁的分级微结构。
17.图4a示出根据所公开主题的一个或多个实施方案采用流体冲击处理的可模塑木材件的第一示例性形成中的各个阶段,包括在各个阶段的木材横截面的sem图像和示意图以及在各个阶段形成木材纵向单元壁的纤维素纳米纤维的示意图。
18.图4b示出根据所公开主题的一个或多个实施方案未采用流体冲击处理的可模塑木材件的第二示例性形成中的各个阶段,包括在各个阶段的木材横截面的sem图像和示意图以及在各个阶段形成木材纵向单元壁的纤维素纳米纤维的示意图。
19.图5a是根据所公开主题的一个或多个实施方案具有示例性折叠或弯曲轴的天然存在的基于纤维素的材料的可模塑件的透视图。
20.图5b是具有示例性折叠或弯曲位置的图5a的可模塑件的侧视图。
21.图5c示出图5b的可模塑件的示例性折叠。
22.图6a-6l示出根据所公开主题的一个或多个实施方案的天然存在的基于纤维素的材料的可模塑件的示例性折叠构型。
23.图7a-7b示出根据所公开主题的一个或多个实施方案的天然存在的基于纤维素的材料的可模塑件的示例性弯曲构型。
24.图8示出根据所公开主题的一个或多个实施方案用于天然存在的基于纤维素的材料的可模塑件的示例性重复、波状构型。
25.图9示出根据所公开主题的一个或多个实施方案使用模具将天然存在的基于纤维素的材料的可模塑件形成为具有图8的波状构型的示例性制造设置。
26.图10a是根据所公开主题的一个或多个实施方案采用流体冲击处理用于将天然木材的可模塑件连续地形成为具有图8的波状构型的示例性制造设置的简化侧视图。
27.图10b是根据所公开主题的一个或多个实施方案在未采用流体冲击处理的情况下
用于将天然木材的可模塑件连续地形成为具有图8的波状构型的另一个示例性制造设置的简化侧视图。
28.图11a是根据所公开主题的一个或多个实施方案由具有图8的波状构型的规则排列的模塑件形成的示例性多层结构的侧视图。
29.图11b是根据所公开主题的一个或多个实施方案由具有图8的波状构型的对称排列的模塑件形成的示例性多层结构的侧视图。
30.图12a是图8的波状构型的俯视图,示出根据所公开主题的一个或多个实施方案用于形成结构段的示例性剖切面。
31.图12b是示出根据所公开主题的一个或多个实施方案波状构型的模塑结构段的示例性组装以形成具有蜂窝构型的结构材料的侧视图。
32.图12c是示出根据所公开主题的一个或多个实施方案蜂窝结构材料与支撑板对的示例性组装以形成复合结构的透视图。
33.图12d是根据所公开主题的一个或多个实施方案由图12c的组装形成的复合结构的简化侧视图。
34.图13a是模塑木材(3-d模塑木材)件与天然木材种类和聚合物相比的刚度与密度的关系图。
35.图13b是具有由模塑木材(3-d模塑木材)件形成的蜂窝构型的复合结构相比于具有由铝(al-5052)形成的蜂窝构型的复合结构的比抗压强度图。
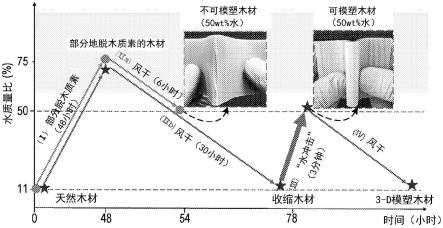
36.图14a是示出在不可模塑木材、可模塑木材和3-d模塑木材的制造中水分含量的时间线的图表。
37.图14b-14c分别是干态下的皱缩木材和湿态下的可模塑木材的图像。
38.图15a示出用于在压缩木材中形成孔导致孔边缘处的木纤维断裂的对比工艺流程。
39.图15b示出用于在可模塑木材中形成孔以避免在孔边缘处木纤维断裂的示例性工艺流程。
40.发明详述
41.一般注意事项
42.出于描述的目的,本文描述了本公开实施方案的某些方面、优点和新颖特征。所公开的方法和系统不应被解释为以任何方式进行限制。相反,本公开涉及各个所公开实施方案的全部新颖且非显而易见的特征和方面,这些特征和方面单独地以及以彼此的各种组合和子组合。方法和系统不限于任何特定方面或特征或其组合,所公开的实施方案也不要求存在任何一个或多个特定优点或解决的问题。来自任何实施方案或实施例的技术可以与其他实施方案或实施例中的任意一个或多个中描述的技术组合。鉴于可以应用所公开技术的原理的许多可能的实施方案,应当认识到所示实施方案仅是示例性的并且不应当被视为限制所公开技术的范围。
43.尽管为了方便呈现以特定的先后顺序描述了一些公开方法的操作,但应当理解,这种描述方式涵盖重新排列,除非下文阐述的特定语言要求特定的顺序。例如,顺序描述的操作在一些情况下可以重新排列或同时进行。此外,为了简单起见,附图可能未示出所公开方法可以与其他方法结合使用的各种方式。此外,该描述有时使用诸如“提供”或“实现”之
papyrus))、黑三棱属芦苇(sparganium species)、香蒲(reed-mace)(typha species)、海角茅草(elegia tectorum)和茅草(thamnochortus insignis))、或草(例如,选自poales目或禾本科的种属)。替代地或另外地,在一些实施方案中,天然存在的基于纤维素的材料可以是任何类型的纤维状植物,其由木质素、半纤维素和纤维素构成并且具有微结构,该微结构的由单元形成的一些腔的直径大于其他的直径。
52.纵向生长方向:植物从其根部或从其树干生长所沿着的方向,其中纤维素纳米纤维形成的植物单元壁通常与纵向生长方向对齐。在一些情况下,纵向生长方向通常可以是垂直的或对应于其水蒸腾流的方向。这与径向生长方向相反,径向生长方向从植物的中心部分向外延伸并且可以大体上是水平的。
53.脱木质素:从天然存在的基于纤维素的材料中去除一些(例如,至少0.1%)或但不是全部(例如,小于99%)天然存在的木质素。可以使用本领域已知的技术评估脱木质素之前和之后基于纤维素的材料内的木质素含量,例如,实验室分析程序(lap)tp-510-42618,“determination of structural carbohydrates and lignin in biomass”,版本08-03-2012,由美国国家可再生能源实验室(nrel)发布,和astme1758-01(2020),“standard test method for determination of carbohydrates in biomass by high performance liquid chromatography”,由astm international发布,两者均通过引用并入本文。
54.水分含量:保留在植物材料微结构内的流体(通常是水)的量。在一些实施方案中,可以通过烘干测试来确定水分含量(mc),例如通过使用以下等式计算通过烘干(例如,在103℃下6小时)植物材料实现的重量变化:mc(%)=(干燥前的重量-干燥后的重量)/(干燥后的重量)
×
100。可替代地或另外地,可以使用本领域中已知的技术来评估水分含量,例如,电子水分计或astm d4442-20(2020)中公开的其他技术,“standard test methods for direct moisture content measurement of wood and wood-based materials,由astm international发布,该标准通过引用并入本文。
55.单片:单个连续件,与通过连接或组合多个子件(例如,层压板)形成的单件形成对比。
56.无疲劳:能够反复折叠或弯曲致动而没有材料疲劳的迹象,诸如塑性变形、缺口或折痕形成、断裂、磨损等。
57.成型:将材料件弯曲、折叠、推动、压制或以其他方式非破坏性地形成(例如,不去除基于纤维素的材料)为期望的构型。
58.三维(3-d)构型:与基本平坦的平面构型(其中纤维素纳米纤维沿共同方向基本上对齐)相比,3-d构型是这样的构型:其中单个单片件已成型为使得其至少一个外表面具有不共面的部分,使得一部分中的纤维素纳米纤维不再与另一部分中的纤维素纳米纤维对齐,使得该件不具有总体平行六面体形状,或上述的任意组合。
59.引言
60.在一些实施方案中,可以对天然存在的基于纤维素的材料的微结构进行改性以提供更具柔韧性质的材料。改性可包括通过一种或多种化学处理(例如,部分地脱木质素)从天然材料中去除一些但并非全部木质素。在一些实施方案中,改性基本上保留了天然材料的微结构中的基于纤维素的纵向单元;然而,可以去除足够的木质素,导致在一些相邻的单元之间形成间隙。当在化学处理后部分地脱木质素的材料随后被干燥时,微结构中的单元
的腔可收缩或皱缩。在一些实施方案中,部分地脱木质素的材料可以被完全干燥(例如,具有≤15wt%的水分含量),这导致腔基本上塌陷。干燥后,可以通过短时间(例如,少于5分钟)部分或全部浸入流体中使部分地脱木质素的材料再水合。这种“流体冲击”可能会导致一些腔重新打开,而其他腔可能仍然基本上塌陷。与天然材料相比,再水合的材料可以更具柔性。或者,在一些实施方案中,部分地脱木质素的材料可以被部分干燥(例如,具有≥35wt%的水分含量),使得至少一些腔塌陷或收缩。与天然材料相比,部分干燥的材料也可以更具柔性。
61.在一些实施方案中,更具柔性或可模塑的基于纤维素的材料可以采用压缩模具或任何其他技术任意成型,例如通过折叠、弯曲。在一些实施方案中,可模塑的基于纤维素的材料最初可以作为薄的扁平件提供,例如,具有小于或等于10mm的厚度。然后,可模塑材料可以围绕任何方向、任何位置和任何角度方向(例如,0到180
°
,包括端值)折叠、弯曲或以其他方式成型,以形成任意复杂的3-d结构。例如,在一些实施方案中,可以切割和/或折叠可模塑的基于纤维素的材料以得到复杂的3-d结构,类似于传统的折纸和/或剪纸那样。
62.只要基于纤维素的材料保留足够的流体含量(例如,水分含量≥35wt%),该材料就可以保持可模塑/具有柔性。通过完全地干燥构造成特定形状的材料(例如,水分含量≤15wt%),可以将材料“设定”为保持该形状,从而形成刚性模塑结构,该结构可以通过任何进一步成型来塑性变形。与原始天然材料相比,所得模塑材料可以表现出增强的机械性能。例如,在一些实施方案中,模塑材料是可用作结构材料或与其他材料集成以形成复合结构材料的刚性、单片件。或者,在一些实施方案中,可模塑材料可以保持在水合状态以保持其柔性,例如,用作柔性基板或其他支撑结构。
63.本文公开的单元壁工程化方法可以从根本上扩展天然植物材料(例如,木材、竹子、草等)作为轻质结构材料的能力,超越传统的平面结构,以实现复杂的3d设计和具有更大多功能性的组件。
64.方法实施例
65.图1示出用于由天然存在的基于纤维素的材料形成可模塑结构及其后续使用的示例性方法100。在一些实施方案中,植物材料是木材、竹子、草或芦苇。然而,在另一些实施方案中,植物材料可以是任何类型的纤维植物,其由木质素、半纤维素和纤维素构成并且具有微结构,该微结构的由单元形成的一些腔的直径大于其他的直径。例如,天然存在的基于纤维素的材料的微结构可以具有第一腔和第二腔,第一腔由第一纵向单元(例如,纤维、微纤维或管胞)的壁形成并且具有第一横截面尺寸,第二腔由第二纵向单元(例如,导管)的壁形成并且具有大于第一横截面尺寸的第二横截面尺寸。
66.方法100可以始于加工框102,其中制备天然的基于纤维素的材料件。例如,加工框102的制备可以包括从母本植物切割、去除或以其他方式分离天然的基于纤维素的材料件。在一些实施方案中,切割可以将基于纤维素的材料形成为基本上平坦的平面结构,其中纤维素纤维的延伸方向平行于该结构的平面。任选地,在一些实施方案中,所述制备可以包括对所述天然的基于纤维素的材料件进行预加工,例如,清洁以去除任何不希望有的材料或污染物,为后续加工做准备,将所述天然的基于纤维素的材料形成为特定的形状为后续加工(例如,切成条状)、基于纤维素的材料的软化或平坦化(例如,使用蒸汽处理)或前述的任意组合做准备。
67.在加工框104,对基于纤维素的材料进行一种或多种化学处理以从其中去除至少一些木质素,例如,通过将天然的基于纤维素的材料(或其一部分)浸入与该处理相关的化学溶液中。在一些实施方案中,可以在真空下进行每个化学处理或仅一些化学处理,从而促使与处理相关的溶液完全渗透天然的基于纤维素的材料的单元壁和腔。或者,在一些实施方案中,一种或多种化学处理可在环境压力条件或高压条件(例如,~6-8巴)下进行。在一些实施方案中,每个化学处理或一些化学处理可以在环境温度(例如~23℃)与化学处理相关的溶液沸腾的高温(例如~70-160℃)之间的任何温度下进行。在一些实施方案中,不搅拌溶液以使对天然的基于纤维素的材料的微结构的破坏量最小化。
68.在一些实施方案中,浸入时间可以在0.1小时至96小时之间的任何范围内,例如4小时至12小时,包括端值。浸入溶液中的时间量可以是待去除的木质素的量、件的尺寸、溶液的温度、处理的压力和/或搅拌的函数。例如,较小的木质素去除量、较小的件尺寸、较高的溶液温度、较高的处理压力和搅拌可能与较短的浸入时间相关,而较大量的木质素去除、较大的件尺寸、较低的溶液温度、较低的处理压力、并且没有搅拌可能与更长的浸入时间相关。
69.在一些实施方案中,化学处理的溶液包括碱性溶液。在一些实施方案中,化学处理的溶液可以包括氢氧化钠(naoh)、氢氧化锂(lioh)、氢氧化钾(koh)、亚硫酸钠(na2so3)、硫化钠(na2s)、nans(其中n为整数)、尿素(ch4n2o)、亚硫酸氢钠(nahso3)、二氧化硫(so2)、蒽醌(aq)(c
14
h8o2)、甲醇(ch3oh)、乙醇(c2h5oh)、丁醇(c4h9oh)、甲酸(ch2o2)、过氧化氢(h2o2)、乙酸(ch3cooh)、丁酸(c4h8o2)、过氧甲酸(ch2o3)、过氧乙酸(c2h4o3)、氨水(nh3)、甲苯磺酸(p-tsoh)、次氯酸钠(naclo)、亚氯酸钠(naclo2))、二氧化氯(clo2)、氯气(cl2)或以上的任意组合。用于化学处理的示例性化学品组合可以包括但不限于naoh+na2so3、naoh+na2s、naoh+尿素、nahso3+so2+h2o、nahso3+na2so3、naoh+na2so3、naoh+aq、naoh+na2s+aq、nahso3+so2+h2o+aq、naoh+na2so3+aq、nahso3+aq、nahso3+na2so3+aq、na2so3+aq、naoh+na2s+nans(其中n为整数)、na2so3+naoh+ch3oh+aq、c2h5oh+naoh、ch3oh+hcooh、nh3+h2o和naclo2+乙酸。
70.化学处理可以继续(或者可以用随后的溶液重复)直到实现天然的基于纤维素的材料中木质素含量的期望降低。木质素含量可降至0.1%(木质素含量为天然的基于纤维素的材料中初始木质素含量的0.1%)和99%(木质素含量为天然的基于纤维素的材料中初始木质素含量的99%)之间,这取决于期望的应用。例如,在可能希望保留尽可能多的天然的基于纤维素的材料的一些实施方案中,木质素含量的降低可以相对较小,例如,使得与天然的基于纤维素的材料的初始木质素含量相比,木质素含量降低不超过10%。在一些实施方案中,可以去除更大量的木质素,诸如去除初始木质素含量的至少90%(例如,去除90-100%的木质素)。在一些实施方案中,与天然的基于纤维素的材料中的初始木质素含量相比,木质素含量降低了50%或更少。在一些实施方案中,化学处理在降低木质素含量的同时降低了半纤维素含量,例如降低到与木质素含量降低相同或更低的程度。
71.在一些实施方案中,当天然的基于纤维素的材料是硬木时,在加工框104的脱木质素之后木质素含量可以是至少10wt%(例如,在10-15wt%的范围内,包括端值)。在一些实施方案中,当天然的基于纤维素的材料是软木时,在加工块104的脱木质素之后木质素含量可以是至少12.5wt%(例如,12.5-17.5wt%,包括端值)。在一些实施方案中,当天然的基于纤维素的材料是竹子时,在加工块104的脱木质素化之后木质素含量可以是至少13wt%(例
如,13-18wt%,包括端值)。从天然的植物材料中去除木质素可致使单元腔扩大和亲水性增强。
72.在一些实施方案中,加工框104可以在一种或多种化学处理之后进一步包括可选的冲洗步骤,例如,以去除由脱木质素加工所产生的残留化学品或微粒。例如,可以将脱木质素的基于纤维素的材料部分地或完全地浸入一种或多种冲洗溶液中。冲洗溶液可以是溶剂,诸如但不限于去离子(di)水、醇(例如乙醇、甲醇、异丙醇等)或其任意组合。例如,冲洗溶液可以由等体积的水和乙醇形成。在一些实施方案中,可以在不进行搅拌的情况下进行冲洗,例如,以避免破坏微结构。在一些实施方案中,对于每次重复,可以使用新鲜的混合冲洗溶液反复冲洗多次(例如,至少3次)。
73.方法100可以进行到决策框106,在此确定是否执行流体冲击技术。如果确定不执行流体冲击,则方法100可以由决策框106进行到加工框108,在此将部分地脱木质素的基于纤维素的材料部分地干燥。例如,加工框108的部分干燥可以使得基于纤维素的材料具有至少35wt%(例如,≥50wt%)的水分含量。否则,如果确定将执行流体冲击,则方法100可以从决策框106进行到加工框110,其中部分地脱木质素的基于纤维素的材料被完全地干燥。例如,加工框110的完全干燥可以使得基于纤维素的材料具有15wt%或更少(例如,约8-12wt%,包括端值)的水分含量。
74.加工框108或加工框110的干燥可以包括任何传导、对流和/或辐射加热过程,包括但不限于风干过程、真空辅助干燥过程、烘箱干燥过程、冷冻干燥过程、临界点干燥过程、微波干燥过程或以上的任意组合。例如,风干过程可以包括使部分地脱木质素的基于纤维素的材料在静态或移动的空气中自然干燥,该空气可以处于任何温度,诸如室温(例如,23℃)或在升高的温度下(例如,高于23℃)下。例如,真空辅助干燥过程可以包括使部分地脱木质素的基于纤维素的材料例如在真空室或真空烘箱中经受减压,例如小于1巴。例如,烘箱干燥过程可以包括使用烘箱、热板或其他传导、对流或辐射加热设备以在升高的温度(例如,高于23℃),例如,70℃或更高下加热部分地脱木质素的基于纤维素的材料。例如,冷冻干燥过程可以包括将部分地脱木质素的基于纤维素的材料的温度降低至低于其中流体的冰点(例如,低于0℃),然后降低压力以使其中的冷冻流体升华(例如,小于几毫巴)。例如,临界点干燥过程可以包括将部分地脱木质素的基于纤维素的材料浸入流体(例如,液态二氧化碳)中,将竹节的温度和压力增加到超过流体的临界点(例如,对于二氧化碳,7.39mpa,31.1℃),然后逐渐释放压力以去除现存的气态流体。例如,微波干燥过程可以包括使用微波炉或其他微波发生设备,通过将部分地脱木质素的基于纤维素的材料暴露于具有微波范围内的频率(例如,300mhz至300ghz)例如~915mhz或~2.45ghz的频率的电磁辐射在部分地脱木质素的基于纤维素的材料内诱导介电加热。
75.在一些实施方案中,加工框110的完全干燥导致脱木质素的基于纤维素的材料收缩,这进而导致单元壁显著屈曲。在一些实施方案中,由纵向单元形成的腔可以塌陷(例如,完全地塌陷使得通道壁的相对的表面相接触,或至少显著变窄)。在加工框110的干燥之后,方法100可以进行至加工框112,其中采用流体冲击技术将干燥的基于纤维素的材料再水合。例如,可以将干燥的基于纤维素的材料短时间(例如,几分钟,诸如3分钟或更短时间,例如大约几秒钟)部分地或完全地浸入流体(例如,水、醇或其任意组合)中,使得再水合材料具有至少35wt%(例如,约50wt%)的水分含量。根据一个或多个实施方案,除了浸入流体中
之外的再水合方法也是可能的。例如,可以通过暴露于潮湿环境来实现再水合。
76.在一些实施方案中,再水合有效地使单元壁重新膨胀并使较大的腔(例如,由第二纵向单元形成的第二腔)重新打开,而较小的腔(例如,由第一纵向单元形成的第一腔)保持基本上塌陷。流体冲击引起的膨胀会在单元壁结构中产生褶皱,这可以使基于纤维素的材料适应剧烈的拉伸和压缩而不会损坏。
77.对于在加工框108或加工框112之后具有至少35wt%的水分含量的基于纤维素的材料,方法100可以进行到决策框114,其中确定是否需要预成型改变。如果需要这样的改变,方法100可以进行到加工框116,其中使用非机械加工技术(例如,不去除大量材料来形成改变)来形成孔、开口、凹部或其他表面改变。可以在部分地脱木质素的基于纤维素的材料的水分含量为至少35wt%并因此处于基本上柔性/可模塑状态时进行改变。结果,纤维素纤维可以保持足够的运动性以便在孔、开口或凹部的形成周围弯曲而不会断裂。
78.在加工框116的改变之后,或者如果在决策框114处不需要改变,方法100可以进行到加工框118,其中基于纤维素的材料被成型为具有期望的构型,诸如3-d构型。加工框118的成型可以包括弯曲、折叠、推动、压制、模塑(例如,使用模具)或以其他方式非破坏性地形成(例如,不去除材料)部分地脱木质素的基于纤维素的材料以具有期望的构型。在成型期间,部分地脱木质素的基于纤维素的材料的水分含量为至少35wt%,因此处于基本上柔性/可模塑的状态。结果,部分地脱木质素的基于纤维素的材料很容易采用成型构型,并且可以恢复其初始未成型构型而不会损坏。
79.方法100可以进行到决策框120,其中确定部分地脱木质素的基于纤维素的材料是否应设定为成型构型,或者部分地脱木质素的基于纤维素的材料是否应当改为保持处于柔性/可模塑状态。如果希望将基于纤维素的材料保持为可模塑材料,则方法100可以进行到加工框122,其中将其水分含量保持在35wt%或高于35wt%。否则,如果希望将基于纤维素的材料设定为成型构型,则方法100可以进行到加工框124,在此将基于纤维素的材料完全干燥,同时保持成型构型,使得其水分含量降低到15wt%或低于15wt%。加工框124的干燥可以以与上文关于加工框110描述的方式相似的方式进行。替选地或另外地,在一些实施方案中,干燥可以是成型的伴随步骤,例如,通过使用热压同时成型和干燥可模塑的基于纤维素的材料。在这样的实施方案中,成型可以有效地在完全干燥之前进一步致密化基于纤维素的材料,该致密化可以进一步改进模塑材料的机械性能。一旦完全干燥,则部分地脱木质素的基于纤维素的材料是刚性的并且不能在没有塑性变形的情况下进行进一步的形状操作,从而形成模塑结构。
80.在一些实施方案中,方法100可以从加工框122或加工框124进行到加工框126,其中应用可选的外部改变。例如,可以密封基于纤维素的材料以防止水分进入或水分离开,从而保持材料期望的可模塑(例如,柔性)或模塑(例如,刚性)状态。在一些实施方案中,密封是通过将基于纤维素的材料置于密封或受控环境中。替代地或另外地,密封可以通过提供在基于纤维素的材料的暴露表面上的保护层或涂层来实现。例如,保护层或涂层可以是聚氨酯涂层、漆、硅烷疏水涂层或任何其他有效防止或至少限制水分运动进出基于纤维素的材料的涂层。替代地或另外,外部改变可以包括破坏性改变,例如,机加工或切割以准备基于纤维素的材料以供后续使用。
81.方法100可以进行到加工框128,其中处于可模塑状态或模塑状态的部分地脱木质
素的基于纤维素的材料可以用于特定应用或适用于特定应用。在一些实施方案中,模塑的部分地脱木质素的基于纤维素的材料可以用作结构材料,例如,与非植物材料(例如,金属、金属合金、塑料、陶瓷、复合材料等)组装在一起以形成异质复合结构。或者,在一些实施方案中,可模塑的部分地脱木质素的基于纤维素的材料可以用作柔性基材或结构,例如,用作机器人致动的支架或电子设备的基材。
82.尽管方法100的一些框102-128已被描述为执行一次,但在一些实施方案中,在进行到下一个决策框或加工框之前可以采用多次重复特定加工框。此外,虽然方法100的框100-128已经被单独地说明和描述,但是在一些实施方案中,加工框可以组合并且一起(同时或顺序地)执行。例如,如上所述,加工框124的干燥和加工框118的成型可以同时发生。此外,虽然图1示出框102-128的特定顺序,但所公开主题的实施方案不限于此。实际上,在某些实施方案中,这些框可以以与所示出的顺序不同的顺序发生或与其他框同时发生。例如,加工框116的改变可以发生在加工框118的成型之后,而部分地脱木质素的基于纤维素的材料保持可模塑。
83.木材实施方式
84.天然木材具有独特的三维多孔结构,具有由纵向单元形成的多个通道或腔,包括沿木材生长方向210延伸的导管214(例如,在垂直于其长度的平面中具有最大横截面尺寸或直径,包括端值在内的40-80μm)和纤维216(例如,在垂直于其长度的平面内具有最大横截面尺寸或直径,包括端值在内的10-30μm),如图2b-2c中硬木的示例性部分212所示。天然木材中的单元壁主要由纤维素(40wt%~50wt%)、半纤维素(20wt%~30wt%)和木质素(20wt%~35wt%)构成,上述三种组分彼此之间相互交织形成坚固并且具有刚性的壁结构。天然存在的纤维素表现出分层结构。例如,如图2d所示,天然木材单元218具有围绕腔216并基本上平行于腔216延伸的多根纤维素纤维220。纤维素纤维220可以以提供相对较高的表面积的聚集的三维网络(例如,作为束)的形式分离成组成的高纵横比微纤丝222。纤维素微纤丝222可以进一步细分为基础纳米纤丝224,其由12至36个线性聚合物分子链226构成。每个聚合物分子链226由通过强共价键连接的数千个重复葡萄糖单元形成,这些葡萄糖单元以高度-有序的晶体结构排列。聚合物分子链226通过相邻分子链的官能团之间的分子内氢键合以致密排列的方式保持在一起,从而形成基础纳米纤丝224。
85.可以沿相对于其纵向生长方向210的任何方向切割天然木材件。由于纤维素纤维218与生长方向自然对齐,切割方向将决定最终结构中单元腔的取向,该取向可影响最终可模塑的或模塑的木材结构的机械性能。例如,在一些实施方案中,天然木材件可以从树200的树干202沿垂直或纵向方向(例如,平行于纵向木材生长方向210)切割,使得纵向单元的腔基本上平行于纵向切割的木材件的主面206(例如,最大表面积)取向。或者,在一些实施方案中,可以沿水平或径向方向(例如,垂直于纵向木材生长方向210)切割天然木材件,使得纵向单元的腔基本上垂直于水平切割的木材件的主面204定向。或者,在一些实施方案中,可以沿旋转方向(例如,垂直于纵向木材生长方向210和沿树干202的圆周方向)切割天然木材件,使得纵向单元的腔基本上平行于旋转切割的木材件的主面208定向。在一些实施方案中,天然木材件可以在纵向、径向和旋转切割之间的任意其他取向上切割。对于任意切割方向,天然木材件的厚度可以沿垂直于主面的方向测量,并且可以为10mm或更小。
86.参考图4a,示出使用流体冲击处理形成可模塑木材件的各个阶段。如上所述,天然
木材402具有导管404和由纤维素、半纤维素和木质素构成的纤维单元408。特别地,这些单元的壁,形成沿木材402的纵向生长方向延伸的各自的腔406和腔410,呈现出复合结构416,其中纤维素原纤维412通过半纤维素和木质素粘合剂基质414粘合在一起,其坚固并且具有刚性。为了获得可折叠的结构,通过一种或多种化学处理对来自初始阶段400的天然木材402进行脱木质素加工418。通过化学处理进行的木质素去除效率可以是木材尺寸、化学处理时间、温度和化学处理条件(例如,在真空或压力下)和/或化学试剂的选择等因素的产物。例如,可以将天然木材402部分地或完全地浸入naoh和na2so3的沸腾溶液中6小时,然后是一种或多种冲洗或洗涤溶液,以将木材中的木质素含量降低~55%,半纤维素含量降低约67%。例如,当天然木材是硬木时,阶段400的木材件402可以具有45.1wt%的纤维素、18.7wt%的半纤维素和21.3wt%的木质素的组成。在脱木质素418之后,阶段420的脱木质素木材件422可以具有40.1wt%的纤维素、6.1wt%的半纤维素和9.5wt%的木质素的组成。
87.由于单元壁436吸收水438,疏水性木质素组分的部分去除(残留的木质素434在微纤维412之间缠绕)导致软化和木材尺寸的温和膨胀,其特征在于更高比例的亲水性纤维素。脱木质素的木材422因而表现出腔426和腔430的增大的横截面尺寸,而导管424和纤维428的壁由于木质素和半纤维素的部分去除而变薄。此外,部分地脱木质素导致单元壁之间的分离432,这也有助于木材的体积膨胀。例如,部分地脱木质素的木材422的水分含量可以是~75wt%,并且脱木质素的木材422的体积可以比初始天然木材402的体积大14-20%。
88.在脱木质素418之后,可以对部分地脱木质素的木材422进行干燥439直到其中的水分含量小于15wt%(例如,8-12wt%)。例如,由于水从单元壁蒸发,在阶段440得到的干燥木材442可以具有收缩的形状。就微结构而言,干燥后的导管446可以收缩,使得腔444沿木材的横向(t)方向为约1.5μm,沿木材的径向(r)方向为约13.6μm。同时,干燥木材442中的较小尺寸的纤维448可以基本上塌陷,沿t方向的尺寸接近0μm,沿r方向的尺寸为9.6μm。结果,干燥木材的微结构在t方向和r方向上表现出较大的变形空间,例如,使得干燥木材442的体积比阶段420的湿的部分地脱木质素的木材422的体积小59-63%。同时,在单元壁456内,相邻的微纤丝412被水蒸发的毛细作用拉到一起,并且可以在微纤丝412的纤维素之间形成氢键450。
89.在干燥439之后,可以采用流体冲击处理458对干燥的木材442进行再水合,直到其中的水分含量大于35wt%(例如,≥50wt%)。由于水的再吸收,在阶段460得到的可模塑木材462可膨胀。例如,与干燥的木材442相比,可模塑木材462的体积可增加67.6%。而可模塑木材462的体积仍可小于初始天然木材402。就其微结构而言,流体冲击处理导致较大尺寸导管466的腔464膨胀并至少部分打开,尽管与原始导管404相比具有皱缩和更具柔性的构型。在流体冲击处理458期间,导管466的重新打开可以快速发生(例如,以数秒钟的数量级,诸如3秒钟),而在处理时间期间,较小的纤维468的形态保持相对不变(例如,以数分钟的数量级,诸如3分钟)。同时,尽管再水合,较小的纤维468仍然基本上闭合。单元壁微结构的这种选择性打开可以同时提供两种效果:(1)部分地打开的导管在可模塑的木材462内产生空间,该空间可以以“手风琴状”的方式容置压缩和拉伸变形,同时使材料在折叠时承受严重的压缩和拉伸(例如,甚至最高达180
°
也不会断裂);(2)密集堆积的基本上闭合的纤维468可以提供机械支撑以增强强度。在单元壁476内,重新引入水470可以破坏在干态下互连纤维素微纤丝412的氢键450,从而使得微纤丝相对于彼此更容易地移动。
90.水分含量可以大大影响可模塑木材462的模量和应变。例如,对于100%的水分含量,与水分含量仅为10wt%的干燥木材442相比,可模塑木材462可以表现出沿t方向92倍的模量减少和8.8倍的应变增加。脱木质素的木材因而可以仅通过改变水分含量在基本上刚性的状态和柔性/可模塑的状态之间变化。在较高的水分含量(例如,大于25-35wt%)下,模量的转变导致优异的可折叠性。
91.可折叠性不仅仅取决于水分含量。而是,可模塑木材462的可折叠性是由干燥引入的空间收缩和再水合引入的流体润滑所产生的协同效应。因而,对于具有足够水分含量但微结构没有收缩/起皱的湿天然木材402,木材402不能在不断裂的情况下弯曲。类似地,对于微结构收缩/起皱但水分含量不足的干燥木材442,木材442不能在不断裂的情况下弯曲。然而,可模塑木材462结合了微结构的收缩/起皱和足够的水分含量,从而使得木材462容易地折叠而不断裂。
92.在一些实施方案中,可以通过利用部分干燥替换图4a的干燥和流体冲击处理来实现类似的效果。例如,图4b示出使用部分干燥代替流体冲击处理来形成可模塑木材件的各个阶段。天然木材402的脱木质素418可以以与上文关于图4a描述的方式类似的方式发生。然而,不是在阶段420之后完全地干燥部分地脱木质素的木材422,而是对木材422进行部分干燥478,直到其中的水分含量降低但仍大于或等于35wt%(例如,~50wt%)。在阶段480得到的部分干燥的木材482因而获得类似的微结构,其中导管484的腔486保持至少部分地打开,具有起皱的单元壁,并且较小的纤维488基本上塌陷或至少变窄。此外,保留在单元壁496内的水438可以起到提供柔性所需的润滑作用。因而,部分干燥的木材482也可以表现出优异的可折叠性并且被认为是可模塑的木材。
93.由这些单元壁工程化技术产生的可模塑木材462或482可以通过机械弯曲、折叠和扭曲加工成各种形状。一旦实现了期望的构型,则可以干燥可模塑木材462或482以设定或固定其形状,从而形成基本上刚性的最终模塑木材结构(例如,在没有塑性变形或断裂的情况下不能进一步操作)。可模塑木材462、482的出色可折叠性和模塑木材在干燥后的优异稳定性为设计和制造复杂的3-d形状提供了潜力,例如,作为独立的结构材料或作为复合结构材料的一部分。
94.竹子实施方式
95.尽管上文的讨论集中于木材,但也可以对具有形成不同尺寸腔的纵向单元的其他纤维植物材料进行加工以实现相同的效果。例如,可以以与上述针对木材所述相似的方式加工竹子,以得到可以模塑的部分地脱木质素的竹子。
96.图3a示出竹节300在其自然存在状态下的局部剖视图。节段300具有围绕中空内部区域316的秆壁302,中空内部区域316沿秆壁302的长度被由内部节点隔膜310形成的节点308分成内部节点区域312。秆壁302具有嵌入木质素基质中的沿纤维纵向328(例如,竹子生长方向或基本上平行于由竹节段300的中空内部区域316限定的轴线的方向)延伸的纤维。一个或多个分支短管314可以从特定的内部节点区域312延伸并且可以用作新竹节的秆壁可以从其生长的根部(例如,从而为新节段限定不同的纵向方向)。
97.在秆壁302内,竹子呈现出分层的单元结构,具有提供养分输送的多孔单元和提供机械支撑的致密单元。例如,图3b-3d示出竹节段300的横截面图像,具体地,示出构成秆壁302的薄壁细胞322、导管324和纤维束326的微结构。纤维束326高度对齐并且基本上平行于
纵向方向328延伸,而薄壁细胞322可以平行或垂直于纵向方向328。每个导管324限定沿纵向方向328延伸的开放腔。此外,形成纤维束326的基础纤维也可以在其中心具有不规则的小腔。纤维束326、薄壁细胞322和导管324通过由木质素和半纤维素构成的低强度聚合物基质彼此粘附。
98.与木材实施例相似,竹子300的部分脱木质素可导致竹子尺寸因各自的单元壁吸收水分而软化和轻度膨胀。因此可以扩大单元的相应腔。在一些实施方案中,可以将部分地脱木质素的竹子完全干燥(例如,水分含量≤15wt%),使得导管的管腔和基础纤维收缩,之后可以通过流体冲击技术将竹子再水合(例如,水分含量≥35wt%)以选择性地打开导管腔,同时纤维腔保持基本上闭合或至少变窄,从而产生可模塑的竹子。或者,在一些实施方案中,可以使部分地脱木质素的竹子部分地干燥(例如,水分含量≥35wt%)以得到可模塑的竹子。
99.成型实施例
100.参考图5a-5c,可以折叠可模塑的、部分地脱木质素的基于纤维素的材料502以获得期望的3-d构型,之后可以干燥可模塑材料以设定构型,从而形成刚性模塑结构。例如,基于纤维素的材料502的微结构可以包括开口导管506和基本上塌陷的纤维单元508,它们分别沿天然植物的纵向生长方向504延伸。基于纤维素的材料502可以在垂直于纵向生长方向504的方向上具有小于或等于10mm的厚度t。可模塑材料502可以在垂直于厚度方向的平面中围绕任何方向弯曲或折叠。可模塑材料502可以折叠或弯曲跨越180
°
的角520。例如,当可模塑材料502的第一部分524和第二部分526围绕折线522相对于彼此弯曲或折叠时,材料502可以形成内角528(例如,在材料502的第一部分524和第二部分526之间)和外角530(例如,内角528的补角,形成在弯曲或折叠部分的初始位置与弯曲或折叠部分的最终位置之间),如图5c所示。内角528可以是从0
°
(例如,第一部分524和第二部分526接触)到180
°
的任何位置。
101.虽然图5b-5c示出了围绕垂直于纵向生长方向504的折线折叠,但所公开主题的实施方案不限于此。而如图5a所示,材料502可以围绕任何方向折叠或弯曲,诸如垂直于纵向生长方向504的方向512、平行于纵向生长方向504的方向516、以45
°
角相对于纵向生长方向504的方向514或518、或512-518之间的任意方向。此外,只要可模塑的基于纤维素的材料保持足够的水分含量(例如,≥35wt%),它就可以折叠和展开任意次数而不会断裂或变形(例如,无疲劳操作)。
102.在一些实施方案中,可模塑的基于纤维素的材料可以以类似于纸折纸或剪纸的方式折叠一次或多次,以制造3-d结构。例如,图6a-6l示出可用于可模塑的基于纤维素的材料的各种折叠图案,包括二分之一折叠图案602、三分之一折叠图案604、四分之一叠图案606、平行折叠图案608、卷折叠图案610、门折叠图案612、双门折叠图案614、z形折叠图案616、手风琴状折叠图案618、水滴形折叠图案620、土耳其折叠图案622和miura折叠图案624。除了这些之外的其他折叠图案也是可能的。此外,可以通过组合基本折叠图案形成用于可模塑的基于纤维素的材料的更复杂结构。
103.或者,在一些实施方案中,可模塑的基于纤维素的材料可以弯曲(例如,具有曲率半径)以形成3-d结构。例如,图7a示出可模塑的基于纤维素的材料700,其已被弯曲以形成弓形或弯曲部分702,而非离散的折痕或折叠线。图7b示出另一个实施例,其中可模塑的基
于纤维素的材料被缠绕在棒周围并被干燥,从而形成围绕中心轴706呈螺旋式或螺旋形构型的模塑的基于纤维素的材料704。在另一个实施例中,可以通过辊压形成可模塑的基于纤维素的材料然后干燥制成多层圆柱体。其他更复杂的形状可以通过弯曲和折叠的任意组合形成。无论是弯曲的、折叠的、扭曲的、模塑的还是其他形状的,可模塑的基于纤维素的材料都可以通过干燥所需构型的材料而转化为刚性模塑结构。
104.结构材料实施例
105.在一些实施方案中,可模塑的基于纤维素的材料可以被折叠、弯曲或以其他方式成型为适当的3-d构型,然后干燥以设定该构型。这种3-d模塑的基于纤维素的材料可以用作结构材料或复合结构材料的组分。例如,图8示出基于纤维素的材料作为结构材料或其组分的示例性重复、波状构型。波状或波纹结构材料800可以由可模塑的基于纤维素的材料的单一单片件形成。在将可模塑的材料折叠成具有图示的构型后,可以通过增加材料的刚度将可模塑的材料干燥以设定形状。
106.波状结构材料800由顶侧峰区810的重复图案形成,其具有居间的谷区814。尽管在图8中仅示出了两个峰区810和单个谷区814,实施方案可以包括任何数量的峰区和谷区,每个峰区和谷区大约为数十、数百、数千或更多的区域810、814。每个峰区810由上部构件806限定,上部构件806可以是基本上平坦的或平面的,位于倾斜构件804和下斜构件808之间。每个谷区814由下部构件802限定,下部构件802可以是基本上平坦的或平面的,位于下斜构件808和倾斜构件804之间。谷区814可以被认为与相邻的峰区810共有倾斜构件804和下斜构件808。尽管上部构件806和下部构件802已被示为基本上是平坦的或平面的,在不同构件802-808之间具有清晰的轮廓,实际实施方案可以在不同构件或非平面构型之间具有圆形或混合过渡。可以将材料800构造成使得在材料一侧上形成的峰区810在材料的相对侧上形成相应的谷区,反之亦然。
107.可以通过在适当的折痕线处折叠或弯曲可模塑的基于纤维素的材料形成图8所示的波状图案,所述折痕线形成倾斜构件804与其相邻的下部构件802和上部构件806的接合处,以及形成下斜构件808与其相邻的下部构件802和上部构件806的接合处。在一些实施方案中,形成这种接合处的折痕线可以平行于天然植物的纵向生长方向延伸。在这样的构型中,所得到的模塑材料可以布置成沿平行于折痕线的方向支撑负载,例如,直接或间接地施加到构件802-808的暴露边缘。或者,在一些实施方案中,形成这种接合处的折痕线可以垂直于天然植物的纵向生长方向延伸。在这样的构型中,所得模塑材料可以布置成支撑垂直于折痕线的方向上的载荷,例如,直接或间接地施加到下部构件802和/或上部构件806。
108.为了形成具有图8的波状图案的模塑的基于纤维素的材料,可以使用采用压制模具的批量制造设置。例如,图9示出采用批量操作的示例性制造设置。例如,可模塑纤维素材料904可以放置在具有期望的波状图案的模具的上压板902a和下压板902b之间的批量设置900(例如液压机)中。在压制阶段910,上压板和下压板可以结合在一起以将可模塑的基于纤维素的材料904压制在它们之间,从而将材料904折叠或弯曲成具有相应折痕线的期望的波状图案。在一些实施方案中,压制阶段910可以包括在压制时加热材料904,例如通过加热一个或两个压板902a、902b,该加热可以有效地干燥模具内的材料904。在释放阶段920,所得的基于纤维素的材料906可以基本上是刚性的,具有期望的波状构型。或者,在一些实施方案中,压制阶段910可以在不加热的情况下进行,但具有足够的压力和/或持续时间以驱
除足够的水分,从而使压板902a、902b之间的可模塑材料904转化为刚性模塑结构。或者,在一些实施方案中,可以在不加热的情况下执行压制阶段910,并且在释放阶段920从压板902a、902b释放的材料可以保持可模塑直到它可以随后被干燥。图9中所示的设置可用于形成具有相对于基于纤维素的材料的下方纵向生长方向的任何方向的折叠线的波状图案。
109.或者,为了形成图8的波状图案,可以使用采用辊加工的连续制造设置。例如,可以通过如下所述获得大木板:旋转切割,然后通过第一工位(station)进行连续加工以进行用于部分脱木质素的化学处理,第二工位进行干燥,第三工位进行流体冲击处理,第四工位进行模塑。例如,图10a示出采用连续操作的示例性制造设置1000。天然木材1002可以是原木或圆柱条的形式,其腔沿垂直于页面的方向延伸。例如,可以通过旋转车床1004连续切割天然木材1002以分离天然木材薄的连续层1006用于后续加工。天然木材层1006可被传送到工位(station)1008以用于制造过程中的下一步,例如将木材1006浸入化学溶液1010中,例如,如上文关于方法100的加工框104所述,以从木材中部分地去除木质素。在一些实施方案中,工位1008的尺寸和木材层1006通过工位1008的传送速度可以对应于化学处理的期望浸入时间。因此,从层1006的一部分进入容置工位1008到其离开干燥工位1012的时间将对应于就期望的木质素去除量而言的浸入时间。
110.在脱木质素工位1008之后,可将部分地脱木质素的木材传送到干燥工位1012,该干燥工位可以应用任何类型的对流、传导或辐射加热以将木材的水含量降低到小于或等于15wt%,例如,如上文关于方法100的加工框110所述。例如,干燥工位1012可以使用加热到约80℃温度的空气进行强制风干约2分钟。在干燥工位1012之后,可以将干燥的木材传送到流体冲击工位1014,木材在该工位浸入流体1016(例如,水、醇或其组合)中,例如,如上文关于方法100的加工框112所述。具体而言,流体冲击工位1014可以使穿过其中的木材再水合以具有至少35wt%的水分含量,从而得到离开工位1014的可模塑木材1018。
111.在流体冲击工位1014之后,可以将可模塑木材1018引导至模塑工位1020,其中图案辊1022、1024具有互补形状以在可模塑木材1018上压印期望的波状图案,如在1026所示。然而,图10a中示出的设置只能用于形成平行于木材的下方纵向生长方向延伸的折叠线。在一些实施方案中,上辊1022和下辊1024彼此保持固定距离,该距离小于可模塑木材1018的厚度,从而在形成图案时施加进一步使木材致密的压力。在一些实施方案中,在模塑期间,可以加热辊1022、1024中的一个或两个,以便在模塑期间将木材1018的温度升高到高于室温,例如,以将木材由柔性可模塑状态转变为刚性模塑状态。替代地或另外地,辊1022、1024可以不加热,但是可以提供单独的加热机构,或者可以加热包含或跟随模塑工位1020的环境,以便在模塑工位1020期间或之后干燥可模塑木材1018。
112.图10b示出另一示例性制造设置1050,其采用连续操作来形成具有图8的波状图案的模塑木材。天然木材1052可以是圆木或圆柱棒的形式,其腔沿方向1054延伸。可以利用旋转车床1056连续切割天然木材1052,例如,以分离天然木材的薄的连续薄木片1058,用于后续加工。可以将薄木片1058传送到脱木质素工位1060,在此薄木片1058浸入化学溶液中,例如,如上文关于方法100的加工框104所述,以从木材中部分地去除木质素。在一些实施方案中,工位1060的尺寸和薄木片1058的传送速度可以对应于化学处理的期望浸入时间。在脱木质素工位1060之后,可以将部分地脱木质素的单板1062传送到部分干燥工位1064,其可以应用任何类型的对流、传导或辐射加热以将木材的水含量降低至不低于35wt%,例如,如
上文关于方法100的加工框108所述。例如,干燥工位1064可以使用加热到约80℃温度的空气进行强制风干约2分钟。
113.在干燥工位1064之后,可以将所得的可模塑的木材引导至模塑工位1066,在该模塑工位1066,带图案的辊1068、1070具有互补形状,以在可模塑的木材上压印期望的波状图案,如在1072所示。然而,图10b中示出的设置只能用于形成平行于木材的下方纵向生长方向1054延伸的折叠线。在一些实施方案中,上辊1068和下辊1070彼此保持固定距离,该距离小于可模塑木材的厚度,从而在形成图案时施加进一步使木材致密的压力。在一些实施方案中,在模塑期间,可以加热辊1068、1070中的一个或两个,以便在模塑期间将木材的温度升高到高于室温,例如,以将木材由柔性可模塑状态转变为刚性模塑状态。替代地或另外地,辊1068、1070可以不加热,但是可以提供单独的加热机构,或者可以加热包含或跟随模塑工位1020的环境,以便在模塑工位1020期间或之后干燥可模塑木材1018。
114.应当注意,图9至10b中的任意一幅图的制造设置都可以适用于制造具有不同于图8的波状图案的形状构型的模塑的基于纤维素的材料。然而,图示的波状图案在形成结构材料时可能特别有用。在一些实施方案中,具有波状构型的多个模塑的基于纤维素的材料可以与一个或多个支撑板组装在一起以形成规则排列的多层结构、对称排列的多层结构、蜂窝复合结构或任何其他支撑结构。
115.例如,图11a示出多层结构1100,其采用模塑的基于纤维素的材料的规则排列,例如,第一模塑件1102和第二模塑件1104。第一模塑件1102可以设置在上部支撑板1106和中间支撑板1108之间并且可选地耦合(例如,使用环氧树脂、胶水、或其他粘合剂)至上部支撑板1106和中间支撑板1108,第二模塑件1104可以设置在下部支撑板1110和中间支撑板1118之间并且可选地耦合(例如,使用环氧树脂、胶水或其他粘合剂)至下部支撑板1110和中间支撑板1108。例如,每个支撑板1106-1110可以是具有1mm厚度的金属片材(例如,铝或铝合金),并且每个模塑件1102、1104可以具有2mm的厚度。
116.在规则排列中,成型件1102、1104的波状图案可以相对于厚度方向1120对齐,例如,第一件1102的每个谷1112与第二件1104的对应谷1116对齐,并且第一件1102的每个峰1114与第二件1104的相应峰1118对齐。在一些实施方案中,模塑件1102、1104的基于纤维素的材料布置成使得纵向生长方向平行于波状图案的折叠(例如,垂直于页面平面)。或者,在一些实施方案中,模塑件1102、1104的基于纤维素的材料布置成使得纵向生长方向垂直于波状图案的折叠(例如,平行于页面平面)。
117.图11b示出另一个多层结构1130,其采用模塑的基于纤维素的材料的反射对称排列,例如,第一模塑件1132和第二模塑件1134。第一模塑件1132可以设置在上部支撑板1106和中间支撑板1108之间并且可选地耦合(例如,使用环氧树脂、胶水、或其他粘合剂)至上部支撑板1106和中间支撑板1108,第二模塑件1134可以设置在下部支撑板1110和中间支撑板1108之间并且可选地耦合(例如,使用环氧树脂、胶水或其他粘合剂)至下部支撑板1110和中间支撑板1108。例如,每个支撑板1106-1110可以是具有1mm厚度的金属片材(例如,铝或铝合金),并且每个模塑件1132、1134可以具有2mm的厚度。
118.在反射对称布置中,模塑件1132、1134的波状图案可以相对于中间支撑板1108彼此成镜像,例如,其中第一件1132的每个谷1142与第二件1134的相应峰1146对齐,并且第一件1132的每个峰1144与第二件1134的相应谷1148对齐。在一些实施方案中,模塑件1132、
1134的基于纤维素的材料布置成使得纵向生长方向平行于波状图案的折叠(例如,垂直于页面平面)。或者,在一些实施方案中,模塑件1132、1134的基于纤维素的材料布置成使得纵向生长方向垂直于波状图案的折叠(例如,平行于页面平面)。
119.在图11a-11b中,支撑板布置成平行于基于纤维素的材料的每个峰区的上部构件和每个谷区的下部构件的平面(例如,垂直于页面平面)。然而,在一些实施方案中,支撑板可替代地布置成垂直于基于纤维素的材料的每个峰区的上部构件和每个谷区的下部构件的平面(例如,平行于页面的平面)。此外,在图11a-11b中,支撑板沿厚度方向设置在相邻的模塑的基于纤维素的件之间。然而,在一些实施方案中,相邻的模塑的基于纤维素的材料可以直接彼此耦合,而无需中间板或构件。
120.例如,图12a-12d示出一种构型,其中相邻的模塑的基于纤维素的材料彼此直接耦合以形成蜂窝(例如,六边形图案)芯1210,并且其中支撑板1232、1234垂直于基于纤维素的材料1200的每个峰区1214的上部构件和每个谷区1212的下部构件的平面布置。例如,可以使用图10b的连续设置来构造每个模塑的基于纤维素的材料1200。由于通过该连续设置产生的模塑材料的尺寸可大于结构复合材料的期望厚度,因此可以在一个或多个切割平面1202、1204将模塑材料1200切割成单独的件。使用图10b的连续设置,纵向生长方向(以及材料中纵向单元的延伸方向)将平行于折痕线,例如,沿着图12a中的方向1206。或者,在一些实施方案中,可以将基于纤维素的材料制造为纵向生长方向垂直于折痕线,例如,沿着图12a中的方向1208,例如,使用图9的批量加工设置。
121.可以通过将多个模塑的基于纤维素的材料1200以反射对称布置彼此相邻来形成用于复合结构1230的蜂窝芯1210,如图12b所示。谷1212和峰1214的相对表面1222、1224上的环氧树脂粘合剂可以将相邻材料1200耦合在一起。一旦蜂窝芯1210被组装好,它就可以被布置在顶部支撑板1232和底部支撑板1234之间,如图12c-12d所示。蜂窝芯1210和支撑板1232、1234的相对表面之间的环氧树脂粘合剂可以将支撑板1232、1234耦合到芯1210。得到的复合结构1230可以具有沿方向1206施加在支撑板1232-1234之间的载荷以平行于形成芯1210的每个模塑的基于纤维素的材料1200内的纤维素纤维的延伸方向。
122.在一些实施方案中,支撑板1232-1234中的一个或两个可以由非基于纤维素的材料形成,诸如金属、金属合金、陶瓷、玻璃、复合材料、聚合物等。例如,每个支撑板1232-1234可以是具有1mm厚度的金属板(例如,铝或铝合金),并且蜂窝芯1210可以具有2mm的厚度。或者,在一些实施方案中,支撑板1232-1234中的一个或两个可以由基于纤维素的材料形成,该材料可以与形成蜂窝芯的模塑材料的材料相同或不同。虽然图12a-12c示出由组装的成型材料的波状图案形成的六边形形状,但是所公开主题的实施方案不限于此。而蜂窝芯内的重复形状可以是通过适当调整波状图案的任何几何形状,例如三角形、矩形、菱形、椭圆形或任何其他形状。
123.制造实施例和实验结果
124.实施例1——橡木
125.在第一个实施例中,使用橡木作为原材料。在部分地脱木质素、干燥和流体冲击之后,将可模塑的橡木成型为具有弯曲的几何形状,随后干燥形成刚性模塑结构。弯曲的木材具有高机械强度、低曲率以及低密度。特别是,得到的弯曲的木材表现出345mpa的增强拉伸强度,是通过流预处理弯曲的传统木材的3倍。同时,弯曲的木材的比强度从135增加到
318mpa
·
cm3/g。
126.实施例2——椴木
127.在第二个实施例中,使用椴木来制造3d模塑木材。首先,用2.5m naoh和0.4m na2so3的沸腾水溶液处理天然木板(椴木,典型样品尺寸:3.18mm
×
30cm
×
20cm)2天,然后在水中浸泡数次以去除化学品。接下来,将部分地脱木质素的木材在室温下风干30小时以形成干燥的木材中间体,然后将其浸入水中3分钟(即“流体冲击”过程)以形成可模塑材料。最后,通过将可模塑木材成型为期望的结构并通过在室温下风干30小时来去除材料中的水分,从而获得3d模塑木材。
128.3d模塑木材在轻质结构应用中表现出改进的机械性能,包括沿木材纤维方向约300mpa的拉伸强度和60mpa的抗压强度,分别是初始天然木材的6倍和2倍。3d模塑木材的机械性能得到改善是由于其更致密的结构,其特征在于在微观尺度上高度堆积交织的单元壁,在纳米尺度上单元壁内的纤维素纳米纤维排列良好。此外,3d模塑木材的强度和比刚度甚至高于al-5052。鉴于其重量轻,0.75g/cm3的低密度,3d模塑木材具有386.8mpa/(g/cm3)的高比拉伸强度,是al-5052(84.4mpa/(g/cm3))的约5倍。此外,如图13a中材料刚度相对于密度的ashby曲线所示,3d模塑木材的比刚度超过了一系列硬木、软木和聚合物,这表明其作为结构材料的潜力。
129.实施例3——复合结构
130.3d模塑木材的低密度、高机械强度和优异成型性为设计和制造大型、轻质、承重设计提供了广泛的多功能性,诸如蜂窝结构,这些结构通常由聚合物或金属(诸如铝-5052合金)制成。3d模塑木材蜂窝结构沿木材纤维方向模塑。如图13b所示,3d模塑木材蜂窝单元显示出与al-5052蜂窝单元(46.8mpa/(g/cm3))相当的比抗压强度(51.6mpa/(g/cm3))。
131.为了评估组装的3d模塑木材蜂窝芯的压缩和弯曲性能,将芯夹在两块铝板之间以形成复合结构。该复合结构示出9.1mp的抗压强度、91.0mpa/(g/cm3)的比抗压强度(基于0.1g/cm3的密度),其高于al-5052蜂窝结构。为了进一步展示这种材料的能力,使用复合结构来支撑1588公斤汽车的重量,这相当于3d模塑木材蜂窝芯本身重量的1526倍。为了展示可扩展性,制作了一个3d模塑木材蜂窝芯的实例,其尺寸为80cm
×
6cm
×
1.5cm。
132.将模塑的和可模塑的木材与其他结构材料进行比较,模塑的/可模塑的木材可以表现出优异的机械性能。在承载能力方面,模塑的木材和铝合金蜂窝单元(例如,高1.5cm、宽2cm、长4.4cm;重量分别为1.3g和3.1g;密度分别为0.10g/cm3和0.23g/cm3)可以支持100-200磅,而无结构变形或破坏。然而,纸蜂窝单元容易被这种重量破坏。此外,模塑的木材蜂窝单元表现出最高的比抗压强度(51.6mpa/(g/cm3)),远高于纸蜂窝单元(2.1mpa/(g/cm3)),高于al-5052蜂窝单元(46.8mpa/(g/cm3))。就可折叠性而言,纸、al-5052和可模塑木材在撕裂或断裂前的折叠展开循环分别为10次、3次和100次以上,这证实了可模塑木材材料的优越柔韧性。
133.实施例4——单元壁结构
134.图14a是显示从天然木材到3d模塑木材的制造过程的示意图。为了制造3d模塑木材,首先将天然木材脱木质素以部分去除木材单元壁的脆性木质素组分,然后在30小时内完全风干。干燥导致单元壁收缩,关闭大通道和小通道(例如,分别为导管和纤维)以获得收缩的木材中间体,如图14b所示。然后通过将木材在水中短暂浸泡(例如3分钟)来“冲击”收
缩的木材以获得可模塑木材。可模塑木材具有独特的单元壁结构,其中导管和纤维在膨胀时变得“皱缩”,如图14c所示。可模塑木材可以折叠并模塑成任意形状,然后可以通过最后一次干燥材料来锁定到位,从而获得3d模塑木材制品。
135.作为对照,使用相同的程序对天然木材进行部分地脱木质素,但随后将对照材料风干6小时,不进行任何水冲击处理,以达到50wt%的水分含量,与可模塑木材的水含量相同。所得对照不具有皱缩的单元壁结构,而是表现出与天然木材相似的开孔微结构,但由于木质素的部分去除而具有更薄和更分离的单元壁。尽管与可模塑木材具有相同的水分含量,但对照(称为不可模塑木材)缺乏柔性,而是由于缺乏皱缩的单元壁结构而在弯曲时断裂。此外,对照实验表明,干燥的天然木材(无空间收缩和水润滑)、湿天然木材(无空间收缩)、湿脱木质素木材(无空间收缩)和收缩木材(无水润滑)由于没有空间收缩和/或水润滑而全部具有较差的可折叠性。
136.进行模拟以进一步研究皱缩的单元壁结构如何在折叠过程中释放机械应力以防止材料破裂。纤维尺度力学模型显示,即使可模塑木材承受60%的标称应变变形(拉伸或压缩),可模塑木材的所有单元壁的应变水平也极低(最大主拉伸应变为0.47%,压缩应变为2.66%)。相比之下,不可模塑木材单元壁的最大主拉伸应变在12.5%的总伸长率下高达2.3%,明显高于可模塑木材。尽管两种材料都经历了脱木质素过程,但纤维和导管是打开的,仅在可模塑木材中松散接触,而单元结构更加封闭,并且由于干燥/水冲击过程而在可模塑木材的皱缩单元壁中接触更多。因此,可模塑木材在单元壁之间具有足够的氢键合以抵抗折叠过程中的分层,而不可模塑木材则容易断裂。
137.实施例5——孔的形成
138.将椴木切成块1500,每块的尺寸为5cm长
×
5cm宽
×
5mm厚。对每个木块1500进行化学处理1502,特别是在naoh(2.5moll-1
)和na2sq3(0.4moll-1
)的溶液中浸泡12小时,以从其中部分去除木质素和半纤维素。在图15a的比较例1520中,然后对部分地脱木质素的木块进行热压1504,随后推动或插入1506 2mm钉子1508(例如,或另一尖尖细长构件,诸如针)穿过脱木质素块以形成孔1510。然而,在所得结构1512中,块内的纤维素纤维1522可在钉孔1510的边缘1514处断裂。
139.相比之下,在图15b的实施例1540中,部分地脱木质素的块保持为可模塑形式(例如,通过干燥然后通过流体冲击再水合;通过部分但不完全干燥;或者通过在钉子插入1546之前不干燥块。2mm钉子1546因而可以插入湿态的木材中,使得纤维素纤维1556表现出足够的运动性以围绕孔1550的边缘偏转而不会断裂。然后通过热压块24小时来固定钉孔1550的直径。对于所得结构1552,木材的厚度减少到天然木块1500的1/5,并且致密木材可以表现出与在1504之后,在任何保持结构之前的致密木材相似的机械性能。然而,所得结构1552还可以避免孔1550边缘处的纤维素纤维断裂。
140.公开技术的其他实施例
141.鉴于所公开主题的上述实施方式,本技术公开了以下列举的条款中的附加实施例。应当注意,单独的条款的一个特征,或组合的条款的多于一个特征,以及可选地,与一个或多个其他条款的一个或多个特征的组合也是落入本技术公开内容的进一步的实施例。
142.第1条.方法,包括:
143.(a)通过对天然木材件进行一种或多种化学处理以从其中去除至少一些木质素同
时保留所述天然木材件的微结构来生产部分地脱木质素的木材件,所述微结构包括基于纤维素的纵向单元,其沿着与所述天然木材的纵向生长方向基本上平行的延伸方向延伸;
144.(b)干燥所述部分地脱木质素的木材件以从其中去除水分,使得所述基于纤维素的纵向单元中的至少一些的腔塌陷并且使得经干燥的件具有小于或等于15wt%的水分含量;
145.(c)对部分地脱木质素的木材的经干燥的件进行流体冲击处理以得到再水合的部分地脱木质素的木材件,所述流体冲击处理包括将经干燥的件暴露于水分,再水合的件具有至少35wt%的水分含量;和
146.(d)将再水合的部分地脱木质素的木材件从基本上平坦的平面构型形成为非平面三维构型,
147.其中横截面尺寸小于第一尺寸的部分地脱木质素的木材的再水合件中的第一基于纤维素的纵向单元的腔基本上塌陷,并且横截面尺寸大于第一尺寸的部分地脱木质素的木材的再水合件中的第二基于纤维素的纵向单元的腔至少部分地打开。
148.第2条.如本文中任意条款或实施例,特别是第1条所述的方法,其中所述天然木材件沿垂直于延伸方向的方向的厚度为10mm或更小(例如,≤4mm)。
149.第3条.如本文中任意条款或实施例,特别是第1至2条中任一条款所述的方法,其中在(d)期间再水合件的水分含量为至少50wt%。
150.第4条.方法,包括:
151.(a)通过对天然木材件进行一种或多种化学处理以从其中去除至少一些木质素同时保留所述天然木材件的微结构来生产部分地脱木质素的木材件,所述微结构包括基于纤维素的纵向单元,其沿着与所述天然木材的纵向生长方向基本上平行的延伸方向延伸;
152.(b)部分地干燥所述部分地脱木质素的木材件以从其中去除一些水分,经部分干燥的部分地脱木质素的木材件具有至少35wt%的水分含量;和
153.(c)将经部分干燥的部分地脱木质素的木材件由基本上平坦的平面构型形成为非平面三维构型,
154.其中横截面尺寸小于第一尺寸的经部分干燥的部分地脱木质素的木材件中的第一基于纤维素的纵向单元的腔基本上塌陷,并且横截面尺寸大于第一尺寸的经部分干燥的部分地脱木质素的木材件中的第二基于纤维素的纵向单元的腔至少部分地打开。
155.第5条.如本文中任意条款或实施例,特别是第1至4条中任一条款所述的方法,其中所述天然木材件沿垂直于延伸方向的方向的厚度为0.1mm至10mm,包括端值(例如,≥0.5mm和≤10mm)。
156.第6条.如本文中任意条款或实施例,特别是第1至5条中任一条款所述的方法,其中形成为非平面三维构型包括折叠所述件、弯曲所述件或其任意组合。
157.第7条.如本文中任意条款或实施例,特别是第1至6条中任一条款所述的方法,进一步包括,在形成为非平面三维构型之后:
158.(e)干燥所述件以去除其中的水分,以设定所述件的形状并形成具有非平面三维构型的部分地脱木质素的木材的刚性单片件,
159.其中,所述刚性单片件具有小于或等于15wt%的水分含量。
160.第8条.如本文中任意条款或实施例,特别是第7条所述的方法,进一步包括,在(e)
之前:
161.形成至少一个孔或开口,所述孔或开口延伸穿过具有至少35wt%的水分含量的部分地脱木质素的木材件的厚度,
162.其中所述形成包括非机加工技术。
163.第9条.如本文中任意条款或实施例,特别是第1至8条中任一条款所述的方法,进一步包括,在(a)之后和(b)之前:
164.形成至少一个孔或开口,所述孔或开口延伸穿过所述部分地脱木质素的木材件的厚度,
165.其中所述形成包括非机加工技术。
166.第10条.如本文中任意条款或实施例,特别是第9条所述的方法,其中所述形成至少一个孔或开口包括将针、钉子或其他尖头细长构件推入或插入到所述件中。
167.第11条.如本文中任意条款或实施例,特别是第7至10条中任一条款所述的方法,其中(e)的干燥包括暴露于空气或气流,暴露于停滞体积的空气或气体、暴露于真空、暴露于室温、加热至高于室温的温度,或其任意组合。
168.第12条.如本文中任意条款或实施例,特别是第7至11条中任一条款所述的方法,进一步包括:
169.在所述刚性单片件上形成保护层或涂层,所述保护层或涂层被构造成防止所述刚性单片件再水合。
170.第13条.如本文中任意条款或实施例,特别是第7至12条中任一条款所述的方法,进一步包括:
171.将部分地脱木质素的木材的刚性单片件与部分地脱木质素的木材的一个或多个其它刚性单片件组装在一起;
172.将部分地脱木质素的木材的刚性单片件与一个或多个其它木材件组装在一起;
173.将部分地脱木质素的木材的刚性单片件与一个或多个其它非木质材料(例如聚合物、金属、金属合金、水泥、玻璃、陶瓷等)件组装在一起以形成复合结构;或者
174.以上的任意组合。
175.第14条.如本文中任意条款或实施例,特别是第1至13条中任一条款所述的方法,其中(c)的暴露于水分包括部分地或完全地浸入流体中、暴露于加湿环境中的流体蒸汽,或其任意组合。
176.第15条.如本文中任意条款或实施例,特别是第4至14条中任一条款所述的方法,其中在(c)期间部分地干燥的件的水分含量为至少50wt%。
177.第16条.如本文中任意条款或实施例,特别是第1至15条中任一条款所述的方法,其中所述天然木材包括硬木,所述第一基于纤维素的纵向单元包括所述硬木的纤维或管胞,并且所述第二基于纤维素的纵向单元包括所述硬木的导管。
178.第17条.如本文中任意条款或实施例,特别是第1至15条中任一条款所述的方法,其中所述天然木材包括软木,并且所述第一基于纤维素的纵向单元和所述第二基于纤维素的纵向单元包括管胞。
179.第18条.如本文中任意条款或实施例,特别是第1至17条中任一条款所述的方法,其中对于所述第二基于纤维素的纵向单元的每个腔,在(b)的干燥之后其横截面尺寸小于
(a)之前天然木材中的其横截面尺寸。
180.第19条.如本文中任意条款或实施例,特别是第1至18条中任一条款所述的方法,其中:
181.(a)的进行一种或多种化学处理使得从天然木材中去除包括端值在内的0.1%至99%的木质素以产生部分地脱木质素的木材件;
182.(a)的进行一种或多种化学处理使得从天然木材中去除包括端值在内的0.1%至99%的半纤维素以产生部分地脱木质素的木材件;或者
183.以上的任意组合。
184.第20条.如本文中任意条款或实施例,特别是第1至19条中任一条款所述的方法,其中:
185.(a)的进行一种或多种化学处理使得从天然木材中去除50%或更少的木质素以产生部分地脱木质素的木材件;
186.(a)的进行一种或多种化学处理使得从天然木材中去除50%或更少的半纤维素以产生部分地脱木质素的木材件;或者
187.以上的任意组合。
188.第21条.如本文中任意条款或实施例,特别是第1至20条中任一条款所述的方法,其中:
189.(a)的进行一种或多种化学处理使得天然木材中的木质素含量降低不超过10%以产生部分地脱木质素的木材件;
190.(a)的进行一种或多种化学处理使得天然木材中的半纤维素含量降低不超过10%以产生部分地脱木质素的木材件;或者
191.以上的任意组合。
192.第22条.如本文中任意条款或实施例,特别是第1至21条中任一条款所述的方法,其中:
193.所述天然木材为硬木,(a)之后部分地脱木质素的木材件中木质素的量为至少10wt%;或者
194.所述天然木材为软木,(a)之后部分地脱木质素的木材件中木质素的量为至少12.5wt%。
195.第23条.如本文中任意条款或实施例,特别是第1至22条中任一条款所述的方法,其中所述一种或多种化学处理中的至少一种包括部分地或完全地浸入一种或多种化学溶液中。
196.第24条.如本文中任意条款或实施例,特别是第23条所述的方法,其中所述一种或多种化学溶液包括碱性溶液。
197.第25条.如本文中任意条款或实施例,特别是第23至24条中任一条款所述的方法,其中所述一种或多种化学溶液包括氢氧化钠(naoh)、氢氧化锂(lioh)、氢氧化钾(koh)、亚硫酸钠(na2so3)、硫酸钠(na2so4)、硫化钠(na2s)、nans,其中n为整数、尿素(ch4n2o)、亚硫酸氢钠(nahso3)、二氧化硫(so2)、蒽醌(c
14
h8o2)、甲醇(ch3oh)、乙醇(c2h5oh)、丁醇(c4h9oh)、甲酸(ch2o2)、过氧化氢(h2o2)、乙酸(ch3cooh)、丁酸(c4h8o2)、过氧甲酸(ch2o3)、过氧乙酸(c2h4o3)、氨水(nh3)、甲苯磺酸(p-tsoh)、次氯酸钠(naclo)、亚氯酸钠(naclo2)、二氧化氯
(clo2)、氯气(cl2)、或上述的任意组合。
198.第26条.如本文中任意条款或实施例,特别是第23至25条中任一条款所述的方法,其中所述一种或多种化学溶液包括naoh和na2so3的沸腾溶液。
199.第27条.如本文中任意条款或实施例,特别是第1至26条中任一条款所述的方法,进一步包括:在(a)之前,使用辊切技术切割天然木材的基本上圆柱形部分以形成作为薄木片的天然木材件。
200.第28条.通过本文中任意条款或实施例,特别是第1至27条中任一条款所述的方法形成的可模塑木材结构。
201.第29条.通过本文中任意条款或实施例,特别是第1至27条中任一条款所述的方法形成的刚性模塑木材结构。
202.第30条.结构材料,包括:
203.至少两个部分地脱木质素的木材的干燥单片件,每个干燥单片件被形成为具有通过在其中多次折叠或弯曲形成的重复波状构型,所述波状构型具有含至少一个峰和至少一个谷的重复图案,每个干燥单片件具有小于或等于15wt%的水分含量;和
204.第一支撑板和第二支撑板,其连接至至少两个干燥单片件。
205.第31条.如本文中任意条款或实施例,特别是第30条所述的结构材料,其中所述波状构型中的折叠或弯曲围绕平行于第一方向的相应轴线,并且所述支撑板相对于第一方向设置在所述干燥单片件的相对侧上以将单片件夹在其间,并且所述结构材料具有蜂窝构型。
206.第32条.如本文中任意条款或实施例,特别是第30至31条中任一条款所述的结构材料,其中所述至少两个干燥单片件中相邻单片件的相对表面联接在一起。
207.第33条.如本文中任意条款或实施例,特别是第30至32条中任一条款所述的结构材料,其中每个干燥单片件具有小于1.5g/cm3(例如,≤1g/cm3)的密度、至少为140mpa(例如,≥200mpa)的拉伸强度、至少为40mpa的抗压强度、至少115mpa/(g/cm3)的比拉伸强度(例如,≥300mpa/(g/cm3)),或以上的任意组合。
208.第34条.如本文中任意条款或实施例,特别是第30至33条中任一条款所述的结构材料,其中所述结构材料具有至少3mpa(例如,≥5mpa)的抗压强度、至少为30mpa/(g/cm3)(例如,≥50mpa/(g/cm3))的比抗压强度,或以上的任意组合。
209.第35条.如本文中任意条款或实施例,特别是第30至34条中任一条款所述的结构材料,其中每个干燥单片件具有多个峰和谷。
210.第36条.如本文中任意条款或实施例,特别是第30至35条中任一条款所述的结构材料,其中每个干燥单片件与第一支撑板和第二支撑板两者相接触。
211.第37条.如本文中任意条款或实施例,特别是第30至36条中任一条款所述的结构材料,其中支撑板中的一个或两个包括另一部分地脱木质素的天然木材的干燥件,其具有基本上平坦的平面构型。
212.第38条.如本文中任意条款或实施例,特别是第30至37条中任一条款所述的结构材料,其中所述第一支撑板和所述第二支撑板中的一个或两者由一种或多种非木质材料(例如,聚合物、金属、金属合金、水泥、玻璃、陶瓷、复合材料或其任意任何组合)形成。
213.第39条.如本文中任意条款或实施例,特别是第30至38条中任一条款所述的结构
材料,其中所述结构材料被密封以防止水分渗入所述至少两个干燥单片件。
214.第40条.如本文中任意条款或实施例,特别是第30至39条中任一条款所述的结构材料,进一步包括:
215.在所述至少两个干燥单片件的外表面上形成的保护层或涂层,
216.其中,所述至少两个干燥单片件被所述保护层或涂层密封以防止水分渗入。
217.第41条.如本文中任意条款或实施例,特别是第30至40条中任一条款所述的结构材料,进一步包括:
218.第三支撑板,
219.其中,所述波状构型中的折叠或弯曲围绕平行于第一方向的相应轴线,
220.所述第一支撑板和所述第二支撑板相对于基本上垂直于第一方向的第二方向设置在第一个干燥单片件的相对侧,并且
221.所述第二支撑板和所述第三支撑板相对于第二方向设置在第二个干燥单片件的相对侧。
222.第42条.如本文中任意条款或实施例,特别是第30至41条中任一条款所述的结构材料,其中第一个干燥单片件的波状构型的峰部在侧视图中与第二个干燥单片件的波状构型的相对应的峰部基本上对齐。
223.第43条.如本文中任意条款或实施例,特别是第30至41条中任一条款所述的结构材料,其中第一个干燥单片件的波状构型的峰部在侧视图中与第二个干燥单片件的波状构型的相对应谷部基本上对齐。
224.第44条.如本文中任意条款或实施例,特别是第30至43条中任一条款所述的结构材料,其中部分地脱木质素木材的每个干燥单片件的微结构具有基本上塌陷的木材的基于纤维素的纵向单元,每个纵向单元沿着与天然木材的纵向生长方向基本上平行的延伸方向延伸。
225.第45条.如本文中任意条款或实施例,特别是第30至44条中任一条款所述的结构材料,其中在部分地脱木质素的木材的每个单片件中形成塌陷的纵向单元的壁的纤维素纳米纤维基本上平行于延伸方向延伸。
226.第46条.如本文中任意条款或实施例,特别是第30至45条中任一条款所述的结构材料,其中用于所述至少两个干燥单片件的木材包括硬木或软木。
227.第47条.如本文中任意条款或实施例,特别是第30至46条中任一条款所述的结构材料,其中:
228.部分地脱木质素的木材的至少两个干燥单片件中的每一个通过将相应天然木材件中的木质素含量降低包括端值在内的0.1%至99%来生产;
229.部分地脱木质素的木材的至少两个干燥单片件中的每一个通过将相应天然木材件中的半纤维素含量降低包括端值在内的0.1%至99%来生产;或者
230.以上的任意组合。
231.第48条.如本文中任意条款或实施例,特别是第30至47条中任一条款所述的结构材料,其中:
232.部分地脱木质素的木材的至少两个干燥单片件中的每一个通过将相应天然木材件中的木质素含量降低50%或更少来生产;
233.部分地脱木质素的木材的至少两个干燥单片件中的每一个通过将相应天然木材件中的半纤维素含量降低50%或更少来生产;或者
234.以上的任意组合。
235.第49条.如本文中任意条款或实施例,特别是第30至48条中任一条款所述的结构材料,其中:
236.部分地脱木质素的木材的至少两个干燥单片件中的每一个通过将相应天然木材件中的木质素含量降低不超过10%来生产;
237.部分地脱木质素的木材的至少两个干燥单片件中的每一个通过将相应天然木材件中的半纤维素含量降低不超过10%来生产;或者
238.以上的任意组合。
239.第50条.如本文中任意条款或实施例,特别是第30至49条中任一条款所述的结构材料,其中在部分地脱木质素木材的每个干燥单片件中木质素的量为至少10wt%。
240.第51条.可模塑木材结构,包括:
241.部分地脱木质素的天然木材的单片件,其水分含量为至少35wt%,
242.其中所述单片件具有微结构,其中横截面尺寸小于第一尺寸的天然木材的第一基于纤维素的纵向单元的腔基本上塌陷,并且横截面尺寸大于第一尺寸的天然木材的第二基于纤维素的纵向单元的腔至少部分地打开,并且
243.所述基于纤维素的纵向单元沿着与天然木材的纵向生长方向基本上平行的延伸方向延伸。
244.第52条.如本文中任意条款或实施例,特别是第51条所述的木材结构,其中所述水分含量为至少50wt%。
245.第53条.如本文中任意条款或实施例,特别是第51至52条中任一条款所述的木材结构,其中对于所述第二基于纤维素的纵向单元的每个腔,所述单片件中其横截面尺寸小于部分地脱木质素之前天然木材中其横截面尺寸。
246.第54条.如本文中任意条款或实施例,特别是第51至53条中任一条款所述的木材结构,其中所述单片件构造成通过其在包括端值在内的0
°
至180
°
的角度范围内的弯曲或折叠而弹性变形。
247.第55条.如本文中任意条款或实施例,特别是第51至54条中任一条款所述的木材结构,其中所述单片件能够在至少100个折叠循环中无疲劳地弹性变形。
248.第56条.模塑木材结构,包括:
249.如本文中任意条款或实施例,特别是第51至55条中任一条款的可模塑木材结构,形成为非平面三维构型并随后干燥以去除其中的水分,从而具有小于或等于15wt%的水分含量。
250.第57条.如本文中任意条款或实施例,特别是第56条所述的木材结构,其中所述非平面三维构型包括用于单片件的折纸折叠几何形状或剪纸折叠几何形状。
251.第58条.模塑木材结构,包括:
252.形成为非平面三维构型的部分地脱木质素的天然木材的干燥单片件,所述干燥单片件具有小于或等于15wt%的水分含量,
253.其中干燥的单片件的微结构具有木材的基于纤维素的纵向单元的基本上塌陷的
腔,每个纵向单元沿着基本上平行于天然木材的纵向生长方向的延伸方向延伸。
254.第59条.如本文中任意条款或实施例,特别是第56至58条中任一条款所述的木材结构,其中所述非平面三维几何形状包括所述单片件的至少两个弯曲或折叠。
255.第60条.如本文中任意条款或实施例,特别是第59条所述的木材结构,其中所述单片件在所述至少两个弯曲或折叠处的厚度与所述单片件的未弯曲或未折叠部分基本上相同。
256.第61条.如本文中任意条款或实施例,特别是第59至60条中任一条款所述的木材结构,其中弯曲或折叠中的至少一个围绕基本上平行于延伸方向的轴线。
257.第62条.如本文中任意条款或实施例,特别是第59至61条中任一条款所述的木材结构,其中弯曲或折叠中的至少一个形成小于180
°
的内角
258.第63条.如本文中任意条款或实施例,特别是第59至62条中任一条款所述的木材结构,其中弯曲或折叠中的至少一个形成小于或等于135
°
的内角。
259.第64条.如本文中任意条款或实施例,特别是第59至63条中任一条款所述的木材结构,其中:
260.弯曲或折叠中的至少一个围绕与延伸方向交叉的轴线;
261.弯曲或折叠中的至少一个围绕平行于延伸方向的轴线;或者
262.以上的任意组合。
263.第65条.如本文中任意条款或实施例,特别是第56至64条中任一条款所述的木材结构,其中所述干燥单片件被构造成通过其折叠或弯曲而塑性变形。
264.第66条.如本文中任意条款或实施例,特别是第51至65条中任一条款所述的木材结构,进一步包括在所述干燥单片件的外表面上的保护层或涂层,所述保护层或涂层防止水分渗入所述单片件。
265.第67条.如本文中任意条款或实施例,特别是第51至66条中任一条款所述的木材结构,其中所述天然木材包括硬木或软木。
266.第68条.如本文中任意条款或实施例,特别是第51至67条中任一条款所述的木材结构,其中所述天然木材包括硬木,所述第一基于纤维素的纵向单元包括所述硬木的纤维或管胞,并且所述第二基于纤维素的纵向单元包括硬木的导管。
267.第69条.如本文中任意条款或实施例,特别是第51至67条中任一条款所述的木材结构,其中所述天然木材包括软木,并且所述第一基于纤维素的纵向单元和第二基于纤维素的纵向单元包括管胞。
268.第70条.如本文中任意条款或实施例,特别是第51至69条中任一条款所述的木材结构,其中:
269.所述单片件是通过将天然木材中的木质素含量降低0.1%至99%来生产的;
270.所述单片件是通过将天然木材中的木质素含量降低0.1%至99%来生产的;或者
271.以上的任意组合。
272.第71条.如本文中任意条款或实施例,特别是第51至70条中任一条款所述的木材结构,其中:
273.所述单片件是通过将天然木材中的木质素含量降低50%或更少来生产的;
274.所述单片件是通过将天然木材中的木质素含量降低50%或更少来生产的;或者
275.以上的任意组合。
276.第72条.如本文中任意条款或实施例,特别是第51至71条中任一条款所述的木材结构,其中:
277.所述单片件是通过将天然木材中的木质素含量降低不超过10%来生产的;
278.所述单片件是通过将天然木材中的木质素含量降低不超过10%来生产的;或者
279.以上的任意组合。
280.第73条.如本文中任意条款或实施例,特别是第51至72条中任一条款所述的木材结构,其中所述单片件中木质素的量为至少10wt%。
281.第74条.如本文中任意条款或实施例,特别是第51至73条中任一条款所述的木材结构,其中:
282.所述单片件的厚度为至少0.1mm(例如,≥0.5mm),
283.所述单片件的厚度为10mm或更小,或者
284.所述单片件的厚度为0.1mm至10mm,包括端值(例如,≥0.5mm和≤10mm)。
285.第75条.如本文中任意条款或实施例,特别是第74条所述的木材结构,其中所述单片件的厚度沿着基本上垂直于延伸方向的方向。
286.第76条.如本文中任意条款或实施例,特别是第74至75条中任一条款所述的木材结构,其中所述单片件在垂直于所述厚度方向的平面中具有第一尺寸和第二尺寸,所述第一尺寸和所述第二尺寸彼此正交,并且所述第一尺寸和所述第二尺寸中的至少一个是厚度的至少十倍。
287.第77条.如本文中任意条款或实施例,特别是第51至76条中任一条款所述的木材结构,其中形成所述单片件中的纵向单元的壁的纤维素纳米纤维基本上平行于所述延伸方向延伸。
288.第78条.方法,包括:
289.(a)通过对天然存在的基于纤维素的材料件进行一种或多种化学处理以从其中去除至少一些木质素同时保留所述天然存在的基于纤维素的材料件的微结构来生产部分地脱木质素的基于纤维素的材料件,所述微结构包括基于纤维素的纵向单元,其沿着与所述天然存在的基于纤维素的材料的纵向生长方向基本上平行的延伸方向延伸;
290.(b)干燥部分地脱木质素的基于纤维素的材料件以从其中去除水分,使得基于纤维素的纵向单元中的至少一些的腔塌陷,并且使得经干燥件具有小于或等于15wt%的水分含量;
291.(c)对经干燥的部分地脱木质素的基于纤维素的材料件进行流体冲击处理以得到部分地脱木质素的基于纤维素的材料的再水合件,所述流体冲击处理包括将经干燥的件暴露于水分,再水合件具有至少35wt%的水分含量;和
292.(d)将部分地脱木质素的基于纤维素的材料的再水合件由基本上平坦的平面构型形成为非平面三维构型,
293.其中横截面尺寸小于第一尺寸的部分地脱木质素的基于纤维素的材料的再水合件中的第一基于纤维素的纵向单元的腔基本上塌陷,并且横截面尺寸大于第一尺寸的部分地脱木质素的基于纤维素的材料的再水合件中的第二基于纤维素的纵向单元的腔至少部分地打开。
294.第79条.如本文中任意条款或实施例,特别是第78条所述的方法,其中在(d)期间再水合件的水分含量为至少50wt%。
295.第80条.一种方法,包括:
296.(a)通过对天然存在的基于纤维素的材料件进行一种或多种化学处理以从其中去除至少一些木质素同时保留所述天然存在的基于纤维素的材料件的微结构来生产部分地脱木质素的基于纤维素的材料件,所述微结构包括基于纤维素的纵向单元,其沿着与所述天然存在的基于纤维素的材料的纵向生长方向基本上平行的延伸方向延伸;
297.(b)部分地干燥部分地脱木质素的基于纤维素的材料件以从其中去除一些水分,经部分干燥的部分地脱木质素的基于纤维素的材料件具有至少35wt%的水分含量;
298.(c)将经部分干燥的部分地脱木质素的基于纤维素的材料件由基本上平坦的平面构型形成为非平面三维构型,
299.其中横截面尺寸小于第一尺寸的经部分干燥的部分地脱木质素的基于纤维素的材料件中的第一基于纤维素的纵向单元的腔基本上塌陷,并且横截面尺寸大于第一尺寸的经部分干燥的部分地脱木质素的基于纤维素的材料件中的第二基于纤维素的纵向单元的腔至少部分地打开。
300.第81条.如本文中任意条款或实施例,特别是第78至80条中任一条款所述的方法,进一步包括,在形成为非平面三维构型之后:
301.(e)干燥所述件以去除其中的水分,从而设定所述件的形状并形成所述非平面三维构型的部分地脱木质素的基于纤维素的材料件的刚性单片件,
302.其中,所述刚性单片件具有小于或等于15wt%的水分含量。
303.第82条.如本文中任意条款或实施例,特别是第78至81条中任一条款所述的方法,其中所述天然存在的基于纤维素的材料是纤维植物。
304.第83条.如本文中任意条款或实施例,特别是第82条所述的方法,其中所述纤维植物是硬木、软木、竹子、草或芦苇。
305.第84条.如本文中任意条款或实施例,特别是第78至83条中任一条款所述的方法,其中:
306.(a)的进行一种或多种化学处理使得天然存在的基于纤维素的材料中的木质素含量减少0.1%至99%,包括端值,以生产部分地脱木质素的基于纤维素的材料件;
307.(a)的进行一种或多种化学处理使得天然存在的基于纤维素的材料中的半纤维素含量减少0.1%至99%,包括端值,以生产部分地脱木质素的基于纤维素的材料件;或者
308.以上的任意组合
309.第85条.如本文中任意条款或实施例,特别是第78至84条中任一条款所述的方法,其中:
310.(a)的进行一种或多种化学处理使得天然存在的基于纤维素的材料中的木质素含量减少50%或更低,以生产部分地脱木质素的基于纤维素的材料件;
311.(a)的进行一种或多种化学处理使得天然存在的基于纤维素的材料中的半纤维素含量减少50%或更低,以生产部分地脱木质素的基于纤维素的材料件;或者
312.以上的任意组合。
313.第86条.如本文中任意条款或实施例,特别是第78至85条中任一条款所述的方法,
其中:
314.进行(a)的一种或多种化学处理使得天然存在的基于纤维素的材料中的木质素含量减少不超过10%,以生产部分地脱木质素的基于纤维素的材料件;
315.进行(a)的一种或多种化学处理使得天然存在的基于纤维素的材料中的半纤维素含量减少不超过10%,以生产部分地脱木质素的基于纤维素的材料件;或者
316.以上的任意组合。
317.第87条.如本文中任意条款或实施例,特别是第78至86条中任一条款所述的方法,其中:
318.所述天然存在的基于纤维素的材料为硬木,(a)之后部分地脱木质素的木材件中木质素的量为至少10wt%;
319.所述天然存在的基于纤维素的材料为软木,(a)之后部分地脱木质素的木材件中木质素的量为至少12.5wt%;或者
320.所述天然存在的基于纤维素的材料为竹子,(a)之后部分地脱木质素的竹子件中木质素的量为至少13wt%。
321.第88条.通过如本文中任意条款或实施例,特别是第78至87条中任一条款所述的方法形成的可模塑结构。
322.第89条.通过如本文中任意条款或实施例,特别是第78至87条中任一条款所述的方法形成的刚性模塑结构。
323.第90条.结构材料,包括:
324.部分地脱木质素的基于纤维素的材料的至少两个干燥单片件,每个干燥单片件被形成为具有通过其中的多个折叠或弯曲形成的重复的波状构型,该波状构型具有含至少一个峰和至少一个谷的重复图案,每个干燥的单片件的水分含量小于或等于15wt%;并且
325.所述第一支撑板和所述第二支撑板连接到所述至少两个干燥单片件。
326.第91条.如本文中任何条款或示例,特别是条款90所述的结构材料,其中所述波状构型中的折叠或弯曲围绕平行于第一方向的相应轴线,并且所述支撑板相对于第一方向设置在所述干燥单片件的相对侧上以将所述单片件夹在其间,并且所述结构材料具有蜂窝构型。
327.第92条.可模塑结构,包括:
328.部分地脱木质素的基于天然存在的基于纤维素的材料单片件,其水分含量为至少35wt%,
329.其中所述单片件具有微结构,其中横截面尺寸小于第一尺寸的天然存在的基于纤维素的材料的第一基于纤维素的纵向单元的腔基本上塌陷,并且横截面尺寸大于第一尺寸的天然存在的基于纤维素的材料的第二基于纤维素的纵向单元的腔至少部分地打开,并且
330.所述基于纤维素的纵向单元沿着与所述天然存在的基于纤维素的材料的纵向生长方向基本上平行的延伸方向延伸。
331.第93条.如本文中任意条款或实施例,特别是第92条所述的结构,其中所述水分含量为至少50wt%。
332.第94条.模塑结构,包括:
333.如本文中任意条款或实施例,特别是第92至93条中的任意条款所述的可模塑结
构,其形成为非平面三维构型,随后干燥以去除其中的水分,从而具有小于或等于15wt%的水分含量。
334.第95条.模塑结构,包括:
335.部分地脱木质素的、天然存在的基于纤维素的材料的干燥单片件,其形成为非平面三维构型,所述干燥单片件具有小于或等于15wt%的水分含量,
336.其中干燥的单片件的微结构具有基于纤维素的材料的基于纤维素的纵向单元的基本上塌陷的腔,每个纵向单元沿着与天然存在的基于纤维素的材料的纵向生长方向基本上平行的延伸方向延伸。
337.第96条.如本文中任意条款或实施例,特别是第90至95条中的任一条款所述的结构,其中所述天然存在的基于纤维素的材料是纤维植物。
338.第97条.如本文中任意条款或实施例,特别是第96条所述的结构,其中所述纤维植物是硬木、软木、竹子、草或芦苇。
339.结论
340.可以将关于图1-15b和第1-97条说明或描述的任意特征与关于图1-15b和第1-97条说明或描述的任意其他特征相结合以提供本文未另外说明或具体描述的材料、结构、方法、装置和实施方案。例如,可以将关于图15b描述的湿孔形成的特征应用于本文描述的任何其他材料,例如,关于图4a-12d描述的结构和方法。根据一个或多个所涵盖的实施方案,其他组合和变化也是可能的。本文所述的全部特征彼此独立,并且除了在结构上不可能的情况外,可以与本文所述的任何其他特征结合使用。
341.鉴于可以应用所公开技术的原理的许多可能的实施方案,应当认识到所示实施方案仅是优选实施例并且不应当被视为限制所公开技术的范围。相反,范围由以下权利要求限定。因此,我们要求包括在这些权利要求的范围和精神之内的全部内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1