一种抗冲改进的玻纤增强PC/ABS合金材料及其制备方法与流程
一种抗冲改进的玻纤增强pc/abs合金材料及其制备方法
技术领域
1.本发明涉及高分子材料领域,具体涉及一种抗冲改进的玻纤增强pc/abs合金材料及其制备方法。
背景技术:
2.pc具备较高的耐热和抗冲性能,而abs具备较好的冲击性能同时具有较好的流动性、低应力和低成本的特点,使得玻纤增强pc/abs由于具备较高的刚性的同时,具备较好的耐热性,较低的内应力和相对较好的外观,因此被广泛应用在空调、家电、电动工具外壳等领域。虽然pc/abs本身虽然具备较好的冲击性能,但是当在pc/abs中填充玻纤后,由于玻纤引起的材料表面缺陷,使得玻纤增强的pc/abs的缺口冲击以及无缺口冲击比常规的pc/abs低了很多,这大大限制了pc/abs玻纤增强材料在结构件和外壳类产品中的应用。
3.虽然前人对玻纤增强pc/abs材料进行了多种方式的增韧改善研究,包括使用相容剂、使用不同种类的增韧剂、增加增韧剂用量、复配不同种类的增韧剂、优化挤出工艺以及增加玻纤保留长度等方式,但是对玻纤增强材料的缺口冲击的改善都相对比较有限。本发明通过对玻纤以及表面处理助剂的优化,并在增韧剂和相容剂共同协同作用下,实现了改进后的玻纤增强pc/abs较普通的玻纤增强pc/abs的缺口冲击性能在不同的玻纤比例下均实现了高出50%以上改善效果,因此可以广泛应用于各种对冲击和跌落要求较高的零件中。
技术实现要素:
4.本发明的目的在于提供一种抗冲改进的玻纤增强pc/abs合金材料及其制备方法。本发明通过优化玻纤及玻纤表面的浸润剂或偶联剂,并复配相容剂和增韧剂实现玻纤增强pc/abs的缺口冲击和无缺口冲击均有显著的提升同时材料的弯曲和拉伸强度均有所提升,改进后的玻纤增强pc/abs较普通的玻纤增强pc/abs的缺口冲击性能在不同的玻纤比例下均实现了高出50%以上改善效果,因此可以广泛应用于各种对冲击和跌落要求较高的零件中,具有很强的商业应用价值。
5.本发明的目的是通过以下技术方案实现的:
6.本发明提供了一种抗冲改进的玻纤增强pc/abs合金材料,包括以下重量份的各组分:
7.pc树脂:50~80份;
8.abs树脂:1~50份;
9.玻纤:10~45份;
10.增容剂:0.5~5份;
11.增韧剂:1~20份;
12.抗氧剂:0.1~0.5份;
13.其他助剂:0.1~2份。
14.优选地所述的一种抗冲改进的玻纤增强pc/abs合金材料,所述的聚碳酸酯(pc树脂)的熔融指数(300℃31.23g)为5~20g/10min。
15.所述的abs树脂中丁二烯橡胶的胶含量6~21wt%,重均分子量为10~30万,丙烯腈含量为10~40wt%,胶粉的平均粒径为100nm~1.5μm。
16.所述的玻纤平均直径为8~15μm,长度2~7mm,表面经过环氧化基团处理。
17.所述的增容剂为ema-g-gma,其中gma的含量为5~10wt%。
18.所述的增韧剂为mbs、acr、ema、abs胶粉中的一种或多种。
19.所述的抗氧剂包含主抗氧剂和辅抗氧剂,其中主抗氧剂为烷基单酚、烷基多酚;辅抗氧剂为亚磷酸酯抗氧剂。
20.所述的其他助剂包含耐候剂、润滑剂、脱模剂等中的一种或者几种;其中耐候剂为苯并三唑类;润滑剂为季戊四醇硬脂酸酯类;脱模剂为聚硅氧烷类。
21.本发明还提供了一种抗冲改进的玻纤增强pc/abs合金材料的制备方法,包括如下步骤:
22.a、按比例称取pc树脂、abs树脂、增容剂、增韧剂、抗氧剂、和其他助剂,混合5~25min后得到混合物(其中混合采用高速混合机);
23.b、将步骤a得到的混合物从双螺杆挤出机的主喂料进入,然后称取玻纤从侧喂口喂入,经过熔融挤出、冷却、干燥、切粒即得所述的一种抗冲改进的玻纤增强pc/abs合金材料,其中所述的双螺杆挤出机的进料段温度为230~300℃、塑化段温度为240~310℃、均化段温度为240~310℃;螺杆转速为200~700rpm。
24.优选地,步骤c中,所述的双螺杆挤出机为同向旋转的双螺杆挤出机,螺杆的长径比为25~40:1,螺杆机筒设有真空抽排装置以及温控装置以及玻纤侧喂口。
25.与现有技术相比,本发明具有如下的有益效果:
26.1、本发明针对改善玻纤增强pc/abs的冲击性能,改进后的玻纤增强pc/abs较普通的玻纤增强pc/abs的缺口冲击性能在不同的玻纤比例下均实现了高出50%以上改善效果,同时其拉伸强度以及弯曲强度均有所提升,其他性能也有不同程度的提升。
27.2、本明的玻纤为环氧基团处理玻纤,经过环氧基团处理后的玻纤表面具有反应性环氧官能团,能够与基体在一定程度上实现化学键合,同时将含gma官能团的相容剂引入,从而极大改善玻纤和基体的结合力,提升体系的韧性和强度;而硅烷基偶联剂处理的玻纤因为仅仅是亲和力提升,没有强的化学键合,所以无法解决韧性和强度偏低的技术问题。
具体实施方式
28.下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进。这些都属于本发明的保护范围。
29.以下实施例及对比例中采用的原料为:
30.pc-1的熔指(300℃31.23g)为10g/10min;
31.pc-2的熔指(300℃31.23g)为20g/10min;
32.abs的胶含量14.5%,平均粒径450nm;熔融指数(220℃3103g)30g/10min;
33.玻纤-1为平均直径为13μm,平均长度为3mm,环氧基团处理玻纤,采购自欧文斯科宁,牌号为272-13p;
34.玻纤-2为平均直径为13μm,平均长度为4mm,硅烷基偶联剂处理的玻纤,采购自中国巨石股份有限公司,牌号为ecs13-03-510;
35.玻纤-3为平均直径为13μm,平均长度为3mm,无表面偶联剂处理,采购自重庆国际,牌号为304;
36.增容剂1为ema-g-gma,其中gma的含量为8wt%;
37.增容剂2为as-g-mah,其中马来酸酐(mah)的含量为8wt%
38.增韧剂为mbs、abs胶粉,其中mbs的胶含量68%,粒径270nm,abs胶粉的胶含量为58.5%,橡胶粒径370nm;
39.抗氧剂为主抗氧剂和辅抗氧剂按质量比1:1复配;主抗氧剂为烷基单酚,辅抗氧剂为亚磷酸酯抗氧剂;
40.润滑剂为季戊四醇硬脂酸酯类。
41.实施例1-5
42.实施例1-5提供了一种抗冲改进的玻纤增强pc/abs合金材料及其制备方法,具体步骤如下:
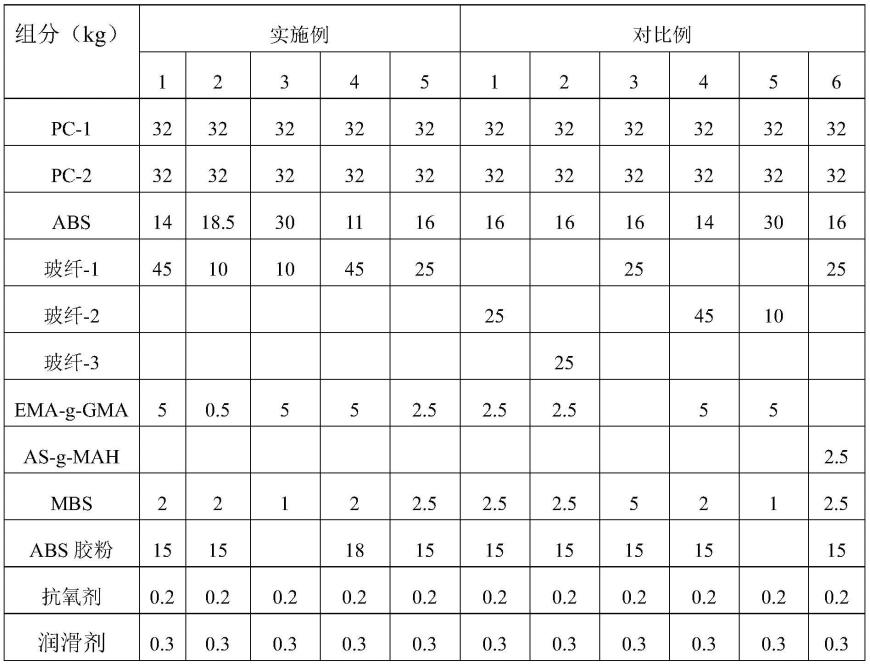
43.(1)按照表2所述的重量份数称取各组分,其中玻纤单独计量;
44.(2)将步骤(1)中除去玻纤的其他各组分在高速混合机中混合10min后得到混合物;
45.(3)将步骤b得到的混合物从双螺杆挤出机的主喂料进入,玻纤从侧喂口喂入,经过熔融挤出、冷却、干燥、切粒即得玻纤增强pc/abs合金材料;其中,所述的双螺杆挤出机为同向旋转的双螺杆挤出机,螺杆的长径比为36:1,螺杆机筒设有真空抽排装置以及温控装置;双螺杆挤出机的进料段温度为230~300℃、塑化段温度为240~310℃、均化段温度为240~310℃;螺杆转速为500rpm。
46.对比例1-6
47.对比例1-6提供了一种抗冲改进的玻纤增强pc/abs合金材料及其制备方法,原料重量比例见表2,制备方法同实施例1。
48.表2实施例和对比例中各组分配比(单位:)
[0049][0050]
性能测试
[0051]
将实施例1~5和对比例1~6制备的玻纤增强pc/abs合金材料经过90℃干燥5h后,注塑成样板,并测试材料的流动性以及样板表面的光泽度和l值,测试条件及测试标准如表2所示。
[0052]
表2测试条件及测试标准
[0053]
物理性能测试条件测试标准拉伸强度50mm/minastm d638-14弯曲强度3mm/minastm d790-17弯曲模量3mm/minastm d790-17熔体流动速率260℃353gastm d1238-20izod缺口冲击强度1/8"5.55,23℃astm d256-10(2018)izod无缺口冲击强度1/8"5.55,23℃astm d256-10(2018)热变形温度1.82mpa,100mm跨距astm d648-18密度23℃astm d792-20
[0054]
实施例1~5及对比例1~6的玻纤增强pc/abs合金材料测试结果见下表3。
[0055]
表3测试结果
[0056][0057][0058]
由表3中实施例1~5及对比例1~6测试结果表明,通过对玻纤种类以及相容剂的优化,玻纤增强pc/abs较普通的玻纤增强pc/abs的缺口冲击性能在不同的玻纤比例下均实现了高出50%以上改善效果,同时其拉伸强度以及弯曲强度均有所提升,其他性能也有不同程度的提升。
[0059]
本发明具体应用途径很多,以上所述仅是本发明的优选实施方式。应当指出,以上实施例仅用于说明本发明,而并不用于限制本发明的保护范围。对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进,这些改进也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1