一种半固化片及其使用方法与流程
本发明属于半固化片,具体涉及一种半固化片及其使用方法。
背景技术:
1、印刷线路板,简称pcb,是电子产品不可或缺的核心部件。随着电子产品集成化、高密度、高可靠性的方向发展趋势,所用pcb的设计将更加紧凑、轻薄、短小、多功能和智能化,进而对pcb的质量要求也越来越高。
2、半固化片,又称"pp片",是多层pcb生产中的主要材料之一,主要由树脂和增强材料组成,增强材料又分为玻纤布、纸基、复合材料等几种类型,半固化片的选择、使用很大程度会影响多层pcb的产品质量,如行业内许多pcb厂商生产制造过程中遇到常见问题:1、半固化片与基板粘结力差,2、半固化片固化时树脂流动性差,造成半固化片与基板间热压时气泡多。3、受限于半固化片材料性能,固化条件苛刻导致该工序施工难度大,良率低等。
3、基于上述问题,本申请提出一种性能优异的半固化片以及该半固化片的使用方法。
技术实现思路
1、本发明的目的在于:提供一种半固化片的制备方法以及提供该半固化片的使用方法,以解决现有技术中半固化片与基板结合力差、压合固化气泡、施工难度大、良率低等问题。
2、本发明通过如下技术方案实现:
3、一种半固化片,由热固型树脂胶液和增强材料通过浸渍、干燥方法制备而得,具体制备方法为:将增强材料浸渍于热固型树脂胶液中,晃动3-8s,取出,空气中晾置2-5min后,再次浸渍于热固型树脂胶液中晃动5-15s,取出沥干后,在0.5-2.5mpa、145-175℃条件下烘烤5-25min,得半固化片。
4、所述增强材料为玻璃纤维布增强材料。
5、所述热固型树脂胶液的制备方法为,原料按重量份计算包括:环氧树脂80-100份、固化剂5-15份、粘结增强剂3-9份、流动剂3-7份、溶剂50-60份;将环氧树脂、固化剂加入到溶剂中,100-200rpm转速搅拌均匀后,加入粘结增强剂、流动剂,50-70rpm转速继续搅拌30-60min,乳化分散均匀,即得;
6、所述固化剂为间苯二胺;所述溶剂为体积比为1-2:1-3:1的乙醇、乙醚、丙酮混合溶液。
7、所述粘结增强剂原料按重量份计算包括γ-二乙烯三氨丙基甲基二甲氧基硅烷6-12份、γ-氨丙基三乙氧基硅烷5-10份、4-苯乙炔基苯乙炔基三甲基硅烷5-10份、乙烯基三(2-甲氧基乙氧基)硅烷25-35份、3-磺丙基十六烷基二甲基铵3-7份、消泡剂0.5-1份、去离子水30-70份;具体制备方法为:
8、(1)将上述γ-二乙烯三氨丙基甲基二甲氧基硅烷、γ-氨丙基三乙氧基硅烷、4-苯乙炔基苯乙炔基三甲基硅烷、乙烯基三(2-甲氧基乙氧基)硅烷依次加入分散机中,以流速10-20l/min、转速200-300rpm搅拌分散20-60min,静置10min;
9、(2)加入3-磺丙基十六烷基二甲基铵、消泡剂,然后以流速2-6l/min、转速20-50rpm搅拌分散2-4h,即得。
10、所述消泡剂为聚氧乙烯聚氧丙烯季戊四醇醚、聚氧乙烯聚氧丙醇胺醚、聚氧丙烯甘油醚和聚氧丙烯聚氧乙烯甘油醚的一种或几种混合物。
11、所述流动剂为质量比为1-2:5的芥酸酰胺、石墨粉改性聚乙烯蜡的复合流动剂;所述石墨粉的的粒径为20-40nm;
12、所述石墨粉改性聚乙烯蜡的制备方法为,按重量份取30-50份聚乙烯蜡,以2-6℃/min的升温速率加热至115℃,保温5min,急冷至常温,然后以5-15℃/min升温至110℃,加入5-10份石墨粉,搅拌15-25min,冷却至80℃,转移至至螺杆机中挤出造粒,并研磨粉碎至粒径小于50nm,即得。
13、一种上述的半固化片,还包括在热固型树脂胶液中添加稳定剂,所述稳定剂的添加量为热固型树脂胶液质量份的2%-8%;所述稳定剂包括主稳定剂和辅助稳定剂,其质量比为10:1-3;所述主稳定剂以质量比为1:1-2:30的硬脂酸锌、硬脂酸钙、乙醇制备而得;
14、所述辅助稳定剂为质量比为5-9:8-12:1-2:50的n-(1,3-二甲基丁基)-n'-苯基对苯二胺、9,10-二氢-9,9-二甲基吖啶、环氧大豆油、丙酮的混合物;
15、所述稳定剂具体制备方法为,(1)硬脂酸锌、硬脂酸钙加入到乙醇中,边搅拌边升温至40-50℃,搅拌至溶解;(2)加入辅助稳定剂,转移至高速混合机中,以1500-2000rpm转速混合15-20min,即得。
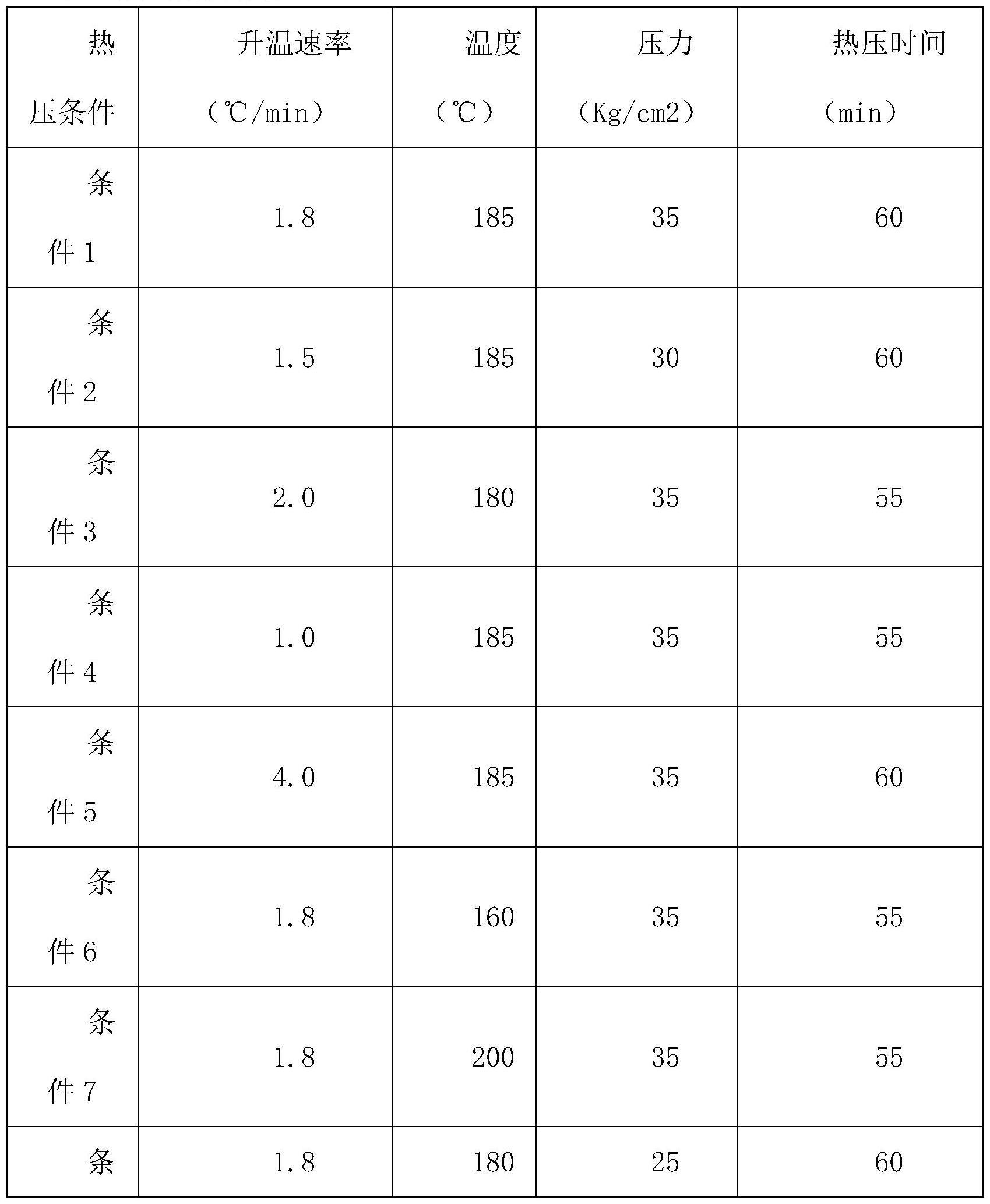
16、本发明还提供一种半固化片的使用方法,具体为:根据有无加稳定剂,选择热压条件;
17、方法1:若热固型树脂胶液中未添加稳定剂,将单片半固化片或经层压后的多层半固化片外侧的一面或两面与需层压的基板一起固定好位置后进行热压,热压条件为控制升温1.5-2.0℃/min,热压至180-185℃,保持压力30-35kg/cm2,热压55-60min,取出冷却至室温即可。
18、方法2:若热固型树脂胶液中添加了稳定剂,将单片半固化片或经层压后的多层半固化片外侧的一面或两面与需层压的基板一起固定好位置后进行热压,热压条件为控制升温1.0-4.0℃/min,热压至160-200℃,保持压力25-60kg/cm2,热压40-70min,取出冷却至室温即可。
19、本发明的优势在于:
20、1、本发明半固化片,由热固型树脂胶液和增强材料通过两道浸渍、负压干燥方法制备而得,经两道浸渍后,玻璃纤维布增强材料充分吸附热固型树脂胶液,为后续压合工序提供良好的材料基础,相较于常规一次浸渍,孔隙率与剥离强度明显提升。
21、2、为提高半固化片与基板压合后的剥离强度,在热固型树脂胶液中添加少量粘结增强剂,相较于常规增强剂,改善效果明显。
22、3、半固化片热压时热固树脂的流动性对压合气泡具有一定程度的影响,通过引入芥酸酰胺、石墨粉改性聚乙烯蜡的复合流动剂,在不产生溢胶的前提下,有效提高高温压合时的树脂流动性。
23、4、申请人在前述改善剥离强度与压合气泡的情况下,对压合产品可靠性实验对比发现,粘结增强剂和复合流动剂的使用,虽然改善了改善剥离强度与压合气泡,但施工发现,半固化片的热压稳定性受影响,热压条件更为苛刻,用常规热压工艺易出现溢胶量过大、尺寸稳定性差等制程不良,带来了极大的施工难度。经试验后在上述基础上引入主稳定剂和辅助稳定剂,通过n-(1,3-二甲基丁基)-n'-苯基对苯二胺、9,10-二氢-9,9-二甲基吖啶、环氧大豆油的协同作用,提高了传统钙、锌稳定剂的长期稳定性,进而改善半固化片的热压稳定性,提高制程良率。
24、为了使发明所述的一种半固化片及其使用方法更加清楚明白,下面结合具体实施方式对本发明进行进一步的描述。
技术特征:
1.一种半固化片,其特征在于:由热固型树脂胶液和增强材料通过浸渍、干燥方法制备而得;所述半固化片的制备方法为将增强材料浸渍于热固型树脂胶液中,晃动3-8s,取出,空气中晾置2-5min后,再次浸渍于热固型树脂胶液中晃动5-15s,取出沥干后,在0.5-2.5mpa、145-175℃条件下烘烤5-25min,得半固化片;所述热固型树脂胶液的制备方法为,原料按重量份计算包括:环氧树脂80-100份、固化剂5-15份、粘结增强剂3-9份、流动剂3-7份、溶剂50-60份;将环氧树脂、固化剂加入到溶剂中,100-200rpm转速搅拌均匀后,加入粘结增强剂、流动剂,50-70rpm转速继续搅拌30-60min,乳化分散均匀,即得;所述增强材料为玻璃纤维布增强材料。
2.如权利要求1所述一种半固化片,其特征在于:所述固化剂为间苯二胺;所述溶剂为体积比为1-2:1-3:1的乙醇、乙醚、丙酮混合溶液。
3.如权利要求1所述一种半固化片,其特征在于:所述粘结增强剂原料按重量份计算包括γ-二乙烯三氨丙基甲基二甲氧基硅烷6-12份、γ-氨丙基三乙氧基硅烷5-10份、4-苯乙炔基苯乙炔基三甲基硅烷5-10份、乙烯基三(2-甲氧基乙氧基)硅烷25-35份、3-磺丙基十六烷基二甲基铵3-7份、消泡剂0.5-1份、去离子水30-70份;具体制备方法为:
4.如权利要求3所述一种半固化片,其特征在于:所述消泡剂为聚氧乙烯聚氧丙烯季戊四醇醚、聚氧乙烯聚氧丙醇胺醚、聚氧丙烯甘油醚和聚氧丙烯聚氧乙烯甘油醚的一种或几种混合物。
5.如权利要求1所述一种半固化片,其特征在于:所述流动剂为质量比为1-2:5的芥酸酰胺、石墨粉改性聚乙烯蜡的复合流动剂;所述石墨粉的的粒径为20-40nm。
6.如权利要求5所述一种半固化片,其特征在于:所述石墨粉改性聚乙烯蜡的制备方法为,按重量份取30-50份聚乙烯蜡,以2-6℃/min的升温速率加热至115℃,保温5min,急冷至常温,然后以5-15℃/min升温至110℃,加入5-10份石墨粉,搅拌15-25min,冷却至80℃,转移至至螺杆机中挤出造粒,并研磨粉碎至粒径小于50nm,即得。
7.一种如权利要求1-6任一所述固化片的使用方法,其特征在于:将单片半固化片或经层压后的多层半固化片外侧的一面或两面与需层压的基板一起固定好位置后进行热压,热压条件为控制升温1.5-2.0℃/min,热压至180-185℃,保持压力30-35kg/cm2,热压55-60min,取出冷却至室温即可。
8.一种如权利要求1所述的半固化片,其特征在于:还包括在热固型树脂胶液中添加稳定剂,所述稳定剂的添加量为热固型树脂胶液质量份的2%-8%;所述稳定剂包括主稳定剂和辅助稳定剂,其质量比为10:1-3;所述主稳定剂以质量比为1:1-2:30的硬脂酸锌、硬脂酸钙、乙醇制备而得;所述辅助稳定剂为质量比为5-9:8-12:1-2:50的n-(1,3-二甲基丁基)-n'-苯基对苯二胺、9,10-二氢-9,9-二甲基吖啶、环氧大豆油、丙酮的混合物。
9.如权利要求8所述一种半固化片,其特征在于:所述稳定剂具体制备方法为,(1)将硬脂酸锌、硬脂酸钙加入到乙醇中,边搅拌边升温至40-50℃,搅拌至溶解;(2)加入辅助稳定剂,转移至高速混合机中,以1500-2000rpm转速混合15-20min,即得。
10.一种如权利要求8或9所述半固化片的使用方法,具其特征在于:将单片半固化片或经层压后的多层半固化片外侧的一面或两面与需层压的基板一起固定好位置后进行热压,热压条件为控制升温1.0-4.0℃/min,热压至160-200℃,保持压力25-60kg/cm2,热压40-70min,取出冷却至室温即可。
技术总结
本发明提供了一种半固化片,由热固型树脂胶液和增强材料通过两道浸渍、负压干燥方法制备而得,经两道浸渍后,玻璃纤维布增强材料充分吸附热固型树脂胶液,为后续压合工序提供良好的材料基础,相较于常规一次浸渍,孔隙率与剥离强度明显提升。引入粘结增强剂和由芥酸酰胺、石墨粉改性聚乙烯蜡组成的复合流动剂,粘结强度以及压合气泡均显著改善。此外,针对制得的层压产品的热压稳定性不佳问题,在不影响其它性能的前提下,引入主稳定剂和辅助稳定剂,通过N‑(1,3‑二甲基丁基)‑N'‑苯基对苯二胺、9,10‑二氢‑9,9‑二甲基吖啶、环氧大豆油的协同作用,改善了传统钙、锌稳定剂的长期稳定性,进而改善半固化片的热压稳定性,降低热膨胀量,提高制程良率。
技术研发人员:林小真,王海清,林丹,毛锐
受保护的技术使用者:江西荣晖电子有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!