一种高流动性高保型性PE材料及其制备方法和应用与流程
本发明涉及材料,更具体地,涉及一种高流动性高保型性pe材料及其制备方法和应用。
背景技术:
1、pe中空缠绕管以高密度聚乙烯(hdpe)为原料,经缠绕焊接成型,由于其独特的成型工艺,可以生产直径达3米的pe中空缠绕管。目前pe中空缠绕管的生产工艺为两步法成型工艺:第一台挤出机挤出圆管经定型冷却机定型成方管,然后进入缠绕成型机,同时第二台挤出机挤出融熔胶条把方管以螺旋线形式粘合而成。由于现有的pe原料保型性不好,当挤出时采用方形管模具,容易变形,故不能采用方管挤出的工艺。目前行业内主要以圆管挤出,然后采用方管定型,该工艺不但效率低,且废品率高,导致产品成本增加。
2、名称为hdpe中空平壁缠绕管材料的中国专利提供了一种中空平壁缠绕管的材料,其主要关注材料的力学性能,并不关注材料的保型性问题。
3、因此,需研究一种pe材料,其能适用于方管的挤出,且具有较好的保型效果。
技术实现思路
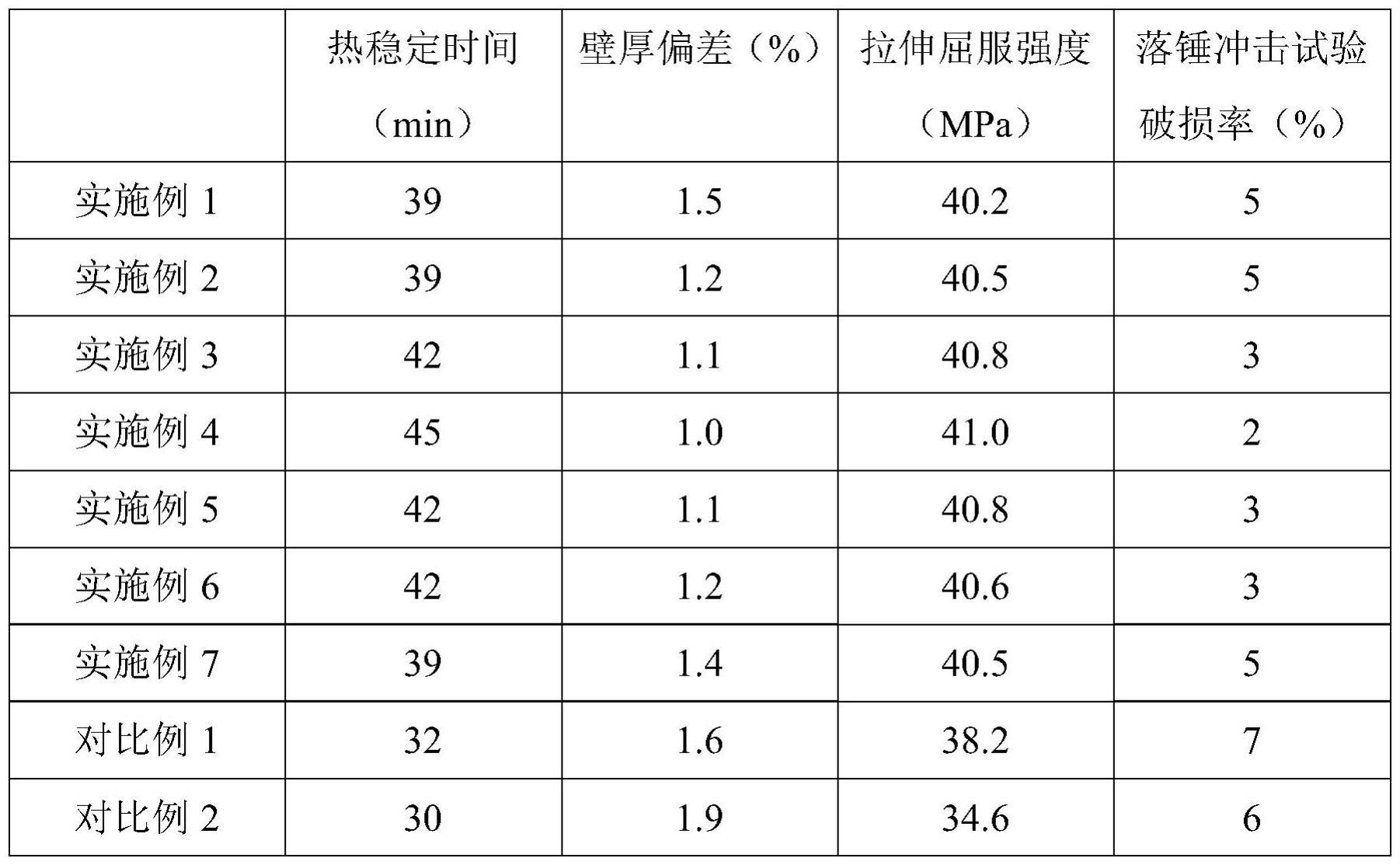
1、本发明的首要目的是克服上述现有pe原料在制备中空缠绕管时不适用于方管的挤出且保型性差的问题,提供一种高流动性高保型性pe材料的制备方法。该制备方法制得的高流动性高保型性pe材料的热稳定性能高,从而具有良好的流动性;其作为原料制成中空缠绕管的壁厚偏差小,保型性好。此外,该高流动性高保型性pe材料还具有良好的拉伸屈服强度以及较低落锤冲击试验破损率。
2、本发明的进一步目的是提供一种高流动性高保型性pe材料。
3、本发明的进一步目的是提供上述高流动性高保型性pe材料在制备中空缠绕管中的应用。
4、本发明的上述目的通过以下技术方案实现:
5、一种高流动性高保型性pe材料的制备方法,包括如下步骤:
6、s1.将萜烯树脂和液体石蜡混合,加热,再加入pe树脂,得第一混合液,备用;将eva树脂加热,再加入二茂铁催化剂,反应,得第二混合液,备用;
7、s2.将第一混合液和第二混合液混合,反应,再在磁场强度为1~1.5t以及温度为30~60℃的条件下塑炼,即得所述高流动性高保型性pe材料。
8、本发明的发明人通过多次研究发现,采用萜烯树脂和液体石蜡作为溶剂对pe树脂进行溶胀,使其具有一定的粘弹性,得到端基活性的pe树脂,即第一混合液;同时将二茂铁催化剂加入到eva树脂,反应生成端基二茂铁eva树脂,即第二混合液;然后将第一混合液和第二混合液混合,先反应生成eva内增塑pe树脂,再在磁场和特定的温度下塑炼,使eva内增塑pe树脂分子排列具有取向性,从而得到高流动性高保型性pe材料。该高流动性高保型性pe材料的热稳定性能高,从而具有良好的流动性;其作为原料制成中空缠绕管的壁厚偏差小,保型性好。此外,该高流动性高保型性pe材料还具有良好的拉伸屈服强度以及较低落锤冲击试验破损率。
9、优选地,步骤s1中所述萜烯树脂和液体石蜡的质量比1:(0.5~2)。
10、更为优选地,步骤s1中所述萜烯树脂和液体石蜡的质量比1:(0.6~1.6)。
11、萜烯树脂和液体石蜡的质量比控制在该范围内,最后得到的高流动性高保型性pe材料的制成的pe中空缠绕管的壁厚偏差更小,保型性更好。
12、优选地,步骤s1中萜烯树脂和液体石蜡混合后,加入pe树脂前的加热温度为90~120℃。
13、优选地,步骤s1中所述第一混合液中pe树脂的质量百分数为80~90%。
14、更为优选地,步骤s1中所述第一混合液中pe树脂的质量百分数为84~88%。
15、pe树脂的控制在该范围内,最后得到的高流动性高保型性pe材料的热稳定性更好。
16、优选地,步骤s1中所述eva树脂的重均分子量为10000~50000。
17、优选地,步骤s1中所述二茂铁催化剂加入前,将eva树脂加热到90~100℃。
18、优选地,步骤s1中将eva树脂加热后,eva树脂的粘度为10000~12000cps。
19、优选地,步骤s1中所述二茂铁催化剂加入前,还包括将稀释剂加入到eva树脂中的步骤。
20、更为优选地,所述稀释剂为环己烷。
21、优选地,步骤s1中所述反应的反应温度为90~120℃。
22、更为优选地,步骤s1中所述反应的反应温度为100~115℃。
23、控制eva树脂与二茂铁的反应在该范围下,得到的高流动性高保型性pe材料的不仅流动性更好、保型性更好,而且拉伸屈服强度更高,落锤冲击试验破损率更低。
24、优选地,步骤s1中所述eva树脂与二茂铁催化剂的质量比为1:(0.005~0.02)。
25、更为优选地,步骤s1中所述eva树脂与二茂铁催化剂的质量比为1:(0.01~0.018)。
26、控制eva树脂与二茂铁催化剂的质量比在该范围下,得到的高流动性高保型性pe材料的不仅流动性更好、保型性更好,而且拉伸屈服强度更高,落锤冲击试验破损率更低。
27、优选地,步骤s2中所述第一混合液和第二混合液的质量比为1:(0.05~2)。
28、更为优选地,步骤s2中所述第一混合液和第二混合液的质量比为1:(0.5~2)。
29、优选地,步骤s2中所述反应的反应温度为100~120℃,反应时间为30~90min。
30、一种高流动性高保型性pe材料,由上述制备方法制备得到。
31、上述高流动性高保型性pe材料在制备中空缠绕管中的应用也在本发明的保护范围内。
32、与现有技术相比,本发明的有益效果是:
33、本发明的高流动性高保型性pe材料的热稳定性能高,从而具有良好的流动性;其作为原料制成中空缠绕管的壁厚偏差小,保型性好。此外,该高流动性高保型性pe材料该具有良好的拉伸屈服强度以及较低落锤冲击试验破损率。
技术特征:
1.一种高流动性高保型性pe材料的制备方法,其特征在于,包括如下步骤:
2.根据权利要求1所述制备方法,其特征在于,步骤s1中所述萜烯树脂和液体石蜡的质量比1:(0.5~2)。
3.根据权利要求1所述制备方法,其特征在于,步骤s1中萜烯树脂和液体石蜡混合后,加入pe树脂前的加热温度为90~120℃。
4.根据权利要求1所述制备方法,其特征在于,步骤s1中所述第一混合液中pe树脂的质量百分数为80~90%。
5.根据权利要求1所述制备方法,其特征在于,步骤s1中所述eva树脂的重均分子量为10000~50000。
6.根据权利要求1所述制备方法,其特征在于,步骤s1中所述eva树脂与二茂铁催化剂的质量比为1:(0.005~0.02)。
7.根据权利要求1所述制备方法,其特征在于,步骤s2中所述第一混合液和第二混合液的质量比为1:(0.05~2)。
8.根据权利要求1所述制备方法,其特征在于,步骤s2中所述反应的反应温度为90~120℃,反应时间为30~90min。
9.一种高流动性高保型性pe材料,其特征在于,由权利要求1~8任一所述制备方法制备得到。
10.权利要求9所述高流动性高保型性pe材料在制备中空壁缠绕管中的应用。
技术总结
本发明一种高流动性高保型性PE材料的制备方法及其制备方法和应用。该制备方法包括如下步骤:S1.将萜烯树脂和液体石蜡混合,加热,再加入PE树脂,得第一混合液,备用;将EVA树脂加热,再加入二茂铁催化剂,反应,得第二混合液,备用;S2.将第一混合液和第二混合液混合,反应,再在磁场强度为1~1.5T以及温度为30~60℃的条件下塑炼,即得所述高流动性高保型性PE材料。该制备方法制得的高流动性高保型性PE材料的热稳定性能高,从而具有良好的流动性;其作为原料制成中空缠绕管的壁厚偏差小,保型性好。此外,该高流动性高保型性PE材料还具有良好的拉伸屈服强度以及较低落锤冲击试验破损率。
技术研发人员:褚绥红,陈进,田显祺,查正国,杨博,雷江宏,雷喾
受保护的技术使用者:陕西联塑科技实业有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!