一种聚酯合金材料及其制备方法与应用与流程
本发明涉及高分子材料,具体涉及一种聚酯合金材料及其制备方法与应用。
背景技术:
1、激光焊接是利用高能量密度的激光束作为热源的一种焊接方法,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,使塑料表面接触面熔化,形成特定的熔池,进而使得塑料工件粘接在一块;所以激光焊接不仅在聚合物选择上具有广泛的适用性,更具备焊缝美观、焊接灵活、焊接强度高的特点。激光焊接工艺需要上层透光层保证透过近红外激光,部分激光焊接材料方案因保证透光率导致材料力学性能下降,因此激光焊接对材料特性提出了特殊的要求。而气体阻隔性是许多聚合物包装材料都要求具备的特性之一,在专业术语中高阻隔是指对低分子量的化学物质,如气体和有机化合物等具有非常低的透过性。高阻隔包装材料可以有效的保持产品的原始性能,延长其货架寿命。
2、聚对苯二甲酸丁二醇酯(pbt)为一种半结晶型热塑性聚酯,具有高耐热、耐疲劳、自润滑等优异的性能,但与其他结晶性材料如聚酰胺相比,聚酯材料pbt具有较低的激光透明度,不充足的激光透明度可能导致在激光焊接操作中增加的循环时间,可能产生有缺陷的零件,可能使得无法激光焊接,限制了pbt在激光焊接中的应用;目前用于增加聚酯材料,特别是pbt的激光透明的各种途径是已知的。一种途径是将低激光透明度和高激光透明度配合物进行混合,如jp 2003 292752a公开了pbt和/或pet、san和玻璃纤维的组合物用于生产增强的激光透明的pbt基制品的用途。cn116003975a公开了pbt、低熔点共聚聚酯、玻璃纤维和成核剂的组合物用于生产激光透明度和机械性能高的pbt复合材料。
3、为了满足汽车电子、包装行业既需要高透光率、高力学性能、高气体阻隔性的要求,且对于这些组合物,上述现有技术没有报道气体阻隔性。现如今需要提供一种同时兼具高激光透过率、高气体阻隔性和高力学性能的聚酯材料。
技术实现思路
1、本技术的目的在于克服现有技术的不足,提供一种聚酯合金材料及其制备方法与应用。该聚酯合金材料的激光透过率、气体阻隔性和力学性能高。
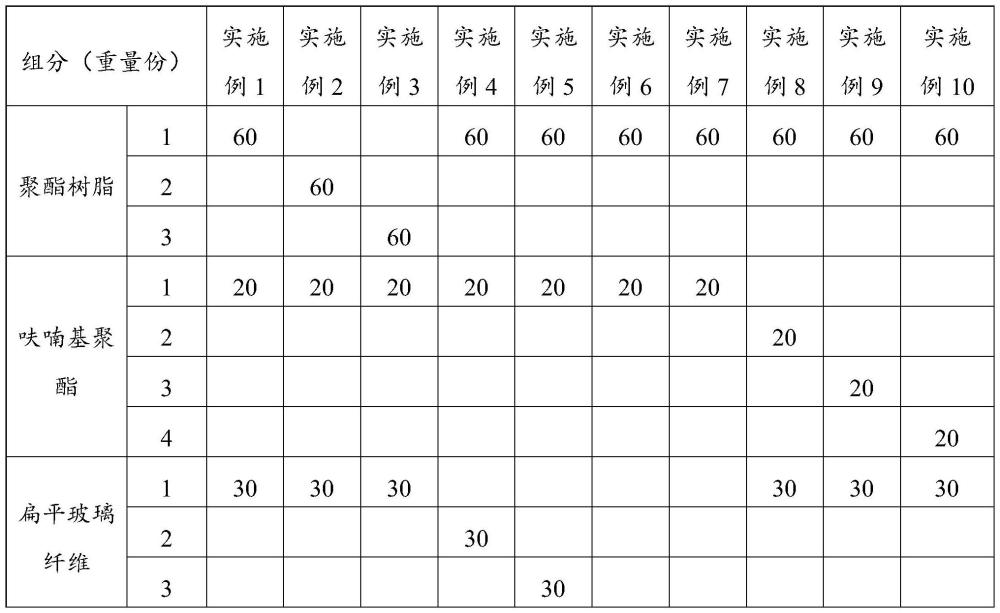
2、为实现上述目的,本技术采取的技术方案为:第一方面,提供一种聚酯合金材料,包括以下重量份的组分:聚酯树脂40-70份,扁平玻璃纤维20-50份,呋喃基聚酯5-30份,助剂0.2-1份;
3、所述聚酯树脂为pet树脂和/或pbt树脂;
4、所述扁平玻璃纤维横截面的长径与短径之比为3-5。
5、在一个实施方式中,所述扁平玻璃纤维横截面的长径与短径之比为3.5-4。
6、所述扁平玻璃纤维的扁形横截面,是指与玻璃纤维长轴方向垂直方向的切面的形状不是圆形,而是异形形状,例如哑铃形、茧形、长圆形、椭圆形、矩形或类似于这些的形状。
7、所述玻璃纤维的横截面的长径,是指通过横截面中心点的最大长度,所述玻璃纤维的横截面的短径,是指通过横截面中心点的最小长度。
8、本技术的聚酯合金材料中,在聚酯树脂中加入呋喃基聚酯进行复配,呋喃基聚酯和聚酯树脂进行酯交换,提升聚酯合金材料的力学性能、透光率和气体阻隔性。
9、为了满足聚酯合金材料的机械性能要求,需要将玻璃纤维以足够的量掺入到聚酯合金材料中,然而在本技术中,加入扁平玻璃纤维后,由于扁平玻璃纤维和呋喃基聚酯之间相容性低,导致聚酯合金材料的其他阻隔性降低;经过探索,横截面的长径与短径之比为3-5的扁平玻璃纤维用于本技术所述聚酯合金材料,该组分与聚酯树脂、呋喃基聚酯的相容性较好,一方面该扁平玻璃纤维和呋喃基聚酯中的呋喃结构结合,使扁平玻璃纤维在聚酯合金材料中呈均一排列,使得气体在聚酯合金材料中的传输路线受阻;另一方面呋喃基聚酯增强了聚酯树脂和扁平玻璃纤维表面的结合力,两个方面结合增强了聚酯合金材料的气体阻隔性。此外,横截面的长径与短径之比为3-5的扁平玻璃纤维和聚酯树脂、呋喃基聚酯相互作用,能够进一步提高聚酯合金材料的力学性能、激光透过率和力学性能。
10、本技术中,扁平玻璃纤维横截面的长径与短径之比可以为3、3.1、3.2、3.3、3.4、3.5、3.6、3.7、3.8、3.9、4.0、4.1、4.2、4.3、4.4、4.5、4.6、4.7、4.8、4.9、5.0;扁平玻璃纤维横截面的长径与短径之比影响聚酯合金材料的激光透过率和气体阻隔性,发明人通过研究发现,扁平玻璃纤维横截面的长径与短径之比为3.5-4,所得聚酯合金材料的激光透过率≥30%,气体透过率≤4.2*10-11cm3·cm/(cm2·s·pa),拉伸强度≥129mpa,简支梁缺口冲击强度≥9kj/m2。
11、在一个实施方式中,所述扁平玻璃纤维横截面的长径为20-40μm,横截面的短径为5-9μm。
12、发明人在实际实验中发现,扁平玻璃纤维横截面的长径和短径很关键,扁平玻璃纤维横截面的长径和短径在上述特定选择下,与聚酯树脂、呋喃基聚酯的相容性性更佳,所得聚酯合金材料的激光透过率≥33%,气体透过率≤3.5*10-11cm3·cm/(cm2·s·pa),拉伸强度≥128mpa,简支梁缺口冲击强度≥9.3kj/m2。
13、本技术中,呋喃基聚酯的重量份可以为5份、6份、7份、8份、9份、10份、11份、12份、13份、14份、15份、16份、17份、18份、19份、20份、21份、22份、23份、24份、25份、26份、27份、28份、29份、30份。
14、本技术中,扁平玻璃纤维的重量份可以为20份、21份、22份、23份、24份、25份、26份、27份、28份、29份、30份、31份、32份、33份、34份、35份、36份、37份、38份、39份、40份、41份、42份、43份、44份、45份、46份、47份、48份、49份、50份。
15、在一个实施方式中,所述呋喃基聚酯和扁平玻璃纤维的质量比为1:1-5.25,优选地,所述呋喃基聚酯和扁平玻璃纤维的质量比1:1.5-4。
16、发明人在试验中发现,呋喃基聚酯和扁平玻璃纤维的质量比影响聚酯合金材料的性能,若呋喃基聚酯和扁平玻璃纤维的质量比为1:1.5-4时,所得聚酯合金材料的性能更好。
17、在一个实施方式中,所述呋喃基聚酯包含组分a与脂肪族二醇聚合的产物;所述组分a为生物基呋喃二甲酸和/或生物基呋喃二甲酯。
18、在一个实施方式中,所述生物基呋喃二甲酸为2,5-呋喃二甲酸、3,4-呋喃二甲酸中的至少一种;
19、所述生物基呋喃二甲酯为2,5-呋喃二甲酸异辛酯、2,5-呋喃二甲酸乙二醇酯、2,5-呋喃二甲酸二甲酯、呋喃二甲酸聚三亚甲基酯中的至少一种;
20、所述脂肪族二醇为乙二醇、丙二醇、1,4-丁二醇、1,5-戊二醇、1,6己二醇中的至少一种。
21、本技术呋喃基聚酯可以通过已知的方法来制备。具体的,呋喃基聚酯的制备方法包括以下步骤:
22、步骤s1:使组分a、脂肪族二醇和催化剂,在170-200℃下反应,生成预聚物,其中组分a和脂肪族二醇的摩尔比为1.0:(2.0~3.0)。
23、步骤s2:所得预聚物在真空度≤140pa、230-240℃下进行缩聚反应,真空度>200pa后结束缩聚反应,得到呋喃基聚酯。
24、步骤s1中,当组分a为生物基呋喃二甲酸时,步骤s1称为酯化反应;当组分a为生物基呋喃二甲酯时,步骤s1称为酯基转移反应,其分别伴随去除水或醇。
25、催化剂的选择可以选择基于锑的催化剂,优选有机锑催化剂;具体的实例,如乙二醇锑。
26、关于催化剂,应意识到在反应期间存在的活性催化剂可能不同于添加到反应混合物中的催化剂。催化剂以相对于初始组分a约0.5到约1摩尔%的量使用。
27、缩聚反应结束后,所得产物经过淬冷、干燥,以得到所述聚酯合金材料。
28、在一个实施方式中,所述呋喃基聚酯为聚呋喃二甲酸乙二醇酯、聚呋喃二甲酸1,3-丙二醇酯,聚呋喃二甲酸1,4-丁二醇酯,聚呋喃二甲酸1,5-戊二醇酯,聚呋喃二甲酸1,6-己二醇酯中的至少一种。
29、在一个实施方式中,所述呋喃基聚酯的特性粘度为0.65-0.98dl/g;
30、所述pbt树脂的特性粘度为0.7-1.3dl/g;优选地,所述pbt树脂的特性粘度为0.8-1.0dl/g;
31、所述pet树脂的特性粘度为0.5-0.8ml/g。
32、本技术中呋喃基聚酯、pbt树脂和pet树脂的特性粘度是通过iso 1628.5标准,溶剂为苯酚/1,1,2,2-四氯乙烷测定得到。
33、作为本技术的呋喃基聚酯,优选特性粘度为0.65-0.98dl/g的呋喃基聚酯;
34、作为本技术的pbt树脂,优选特性粘度为0.7-1.3dl/g的pbt树脂,更优选特性粘度为0.8-1.0dl/g的pbt树脂;
35、作为本技术的pet树脂,优选特性粘度为0.5-0.8ml/g的pet树脂;通过特性粘度设定为这样的范围,能够制成力学性能、激光透过率和气体阻隔性都优良的聚酯合金材料。
36、在一个实施方式中,所述助剂为抗氧剂和/或润滑剂;
37、所述抗氧剂为受阻酚类抗氧剂和/或亚磷酸酯类抗氧剂;具体的,所述受阻酚类抗氧剂为抗氧剂1010、抗氧剂1076、抗氧剂3114中的至少一种;所述亚磷酸酯类抗氧剂为抗氧剂168、抗氧剂pep-36中的至少一种。
38、所述润滑剂为硅酮类润滑剂、酯类润滑剂、酰胺类润滑剂、聚乙烯类润滑剂、硬脂酸类润滑剂、脂肪酸类润滑剂中的至少一种。
39、另一方面,本技术提供了所述聚酯合金材料的制备方法,包括以下步骤:
40、按比例称量各组分,将聚酯树脂、呋喃基聚酯和助剂加入到混合机中混合均匀后,加入挤出机的主喂料系统熔融混合,将扁平玻璃纤维加入挤出机的侧喂料系统,混合挤出造粒,得到所述聚酯合金材料。
41、在一个实施方式中,挤出机从喂料口到机头的设置温度分别为:一区温度75-85℃,二区温度205-215℃,三区温度215-225℃,四区温度215-225℃,五区温度215-225℃,六区温度205-215℃,七区温度195-205℃,八区温度195-205℃,九区温度195-205℃,十区温度195-205℃,十一区温度195-205℃,十二区温度215-225℃;所述螺杆转速为200~400rpm。
42、再一方面,本技术还提供了所述聚酯合金材料在制备家电产品零部件、汽车零部件、包装产品中的应用。
43、与现有技术相比,本技术的有益效果为:本技术通过选择特定形状的扁平玻璃纤维和呋喃基聚酯,并控制呋喃基聚酯和扁平玻璃纤维的加入量,获得了透光率和气体阻隔性高的聚酯合金材料。
- 还没有人留言评论。精彩留言会获得点赞!