防水医用胶带的制备方法与流程
1.本发明涉及一种防水医用胶带的制备方法。
背景技术:
2.医用胶带是用于敷料、导管等固定的产品,随着生活方式的变化,病人在使用时需要洗澡、洗手,有时下雨天不小心淋雨,这就要求医用胶带具有防水性能。防水医用胶带一般分为防水布类和薄膜类两种胶带。相对于薄膜类防水胶带,布类胶带因为具有高透气性而在医用胶带中使用很广泛,但防水布类的胶带的制备过程,一般都是先对布料进行防水处理,再进行涂胶,这种生产工艺一般要求布料的防水等级控制在一定的范围内,一般在2-3级的范围,如果防水等级较低,则防水效果不理想,防水等级过高,则涂胶工序很难进行,胶带容易脱胶,无法使用,现有技术的防水布类胶带对防水布的生产工艺要求也很高,工艺控制复杂,容易造成浪费,而且效率不也高。
技术实现要素:
3.本发明的目的是提供一种防水医用胶带的制备方法,解决现有技术中的防水医用胶带的防水等级低的技术缺陷。
4.为解决上述问题,本发明所采取的技术方案是:一种防水医用胶带的制备方法,包括如下步骤,步骤1,在离型材料的离型面上涂胶粘剂;步骤2,将步骤1的离型材料涂有胶粘剂的一面与不防水的布基材料通过复合辊的辊压复合,并收卷成医用胶带卷材;上骤3,将步骤2得到的医用胶带卷材放卷,在其不防水的布基材料上涂敷防水剂,并通过烘道烘干后收卷,制备成防水的医用胶带卷材;步骤4,对步骤3所制得的防水的医用胶带卷材进行分切制成防水医用胶带。
5.本发明采用先将胶粘剂涂布于防水的离型材料的离型面上,再与不防水的布基材料复合并收成医用胶带卷材,然后将防水剂涂敷于卷材,最后制成的防水医用胶带,所得防水医用胶带具有很高的防水等级,生产效率高,工艺容易控制,经测试,本发明所制备的医用胶带产品不易脱胶。
6.作为本发明的进一步改进,胶粘剂为医用热熔胶粘剂,步骤1在涂胶时先将医用热熔胶加热到50-200℃至医用热熔胶熔化,再将熔化后的医用热熔胶涂在离型材料表面,在离型材料上涂热熔胶粘剂后直接进入步骤2。
7.作为本发明的进一步改进,胶粘剂为医用液态胶粘剂,步骤1在离型材料上涂完医用液态胶粘剂后,先将涂有液态胶粘剂的离型材料通过70-170℃的烘道烘干,再进入步骤2。
8.作为本发明的进一步改进,离型材料是离型纸或者离型膜。
9.作为本发明的进一步改进,不防水的布基材料是纺织布或者无纺布。
10.作为本发明的进一步改进,防水剂是硅酮防水剂、氟类防水剂、铬络合物或聚甲基戊烯树脂中的一种。
11.作为本发明的进一步改进,防水剂采用硅酮防水剂,防水剂在20-200℃下涂敷在不防水的布基材料上,防水剂的涂敷量为0.1-10g/m2,涂敷速度是3-50m/min。
12.作为本发明的进一步改进,防水剂的涂敷方式是辊涂、刮涂、喷涂或浸涂中的一种。
13.本发明的有将益效果是:所得产品防水性能优异。通过本方法制备的防水医用胶带,防水等级可以在4级以上,相较于当前市场上的产品基本一般在2-3级,本发明的防水性能更好。
14.采用本发明的方法所制得的产品不脱胶,通过本方法制备的防水医用胶带,不论是在钢板上测试,还是在人体上贴敷,都没有脱胶现象,而目前市场上的产品如果布料防水等级略高一些,就会有脱胶现象产生,严重影响产品的使用。
15.本发明的生产效率高,工艺容易控制,采用本方法制备的防水胶带,由于对后续工序的加工影响小,所以生产速度高,工艺参数范围大,所以生产效率高。
具体实施方式
16.下面对本发明防水医用胶带的制备方法做进一步的说明。本发明实施例1~实施例7中的含氢硅油均采用深圳市淳昌硅橡胶有限公司售出的进口484含氢硅油。
17.实施例1防水医用胶带的制备方法,包括如下步骤:步骤1,将溶剂型丙烯酸胶粘剂涂布于pet离型膜的离型面上,涂胶方式为刮涂,涂胶量为50g/m2,然后通过110℃的烘道烘干。
18.步骤2,将步骤1在离型膜上烘干的胶粘剂通过复合辊与不防水的160g/ m2棉布复合,并收卷制备成不防水的棉布胶带卷材。
19.步骤3,将不防水的棉布胶带卷材放置在放料辊上,将卷材放卷并穿料并经过放置防水剂的料池,再通过烘道最后安装到收卷辊上,启动设备,进行防水处理。本实施例中的防水剂种类为含氢硅油,涂布方式为浸涂,涂布量为8g/m2(即每平方米的不防水的棉布胶带卷材上涂8g防水剂),涂布面为不防水棉布侧,烘道温度为100℃,生产速度为25m/min。
20.步骤4,将进行防水处理过的医用胶带卷材放置在分切机上,根据需要分切成小卷的防水医用胶带,包装并使用。
21.本实施例制备的防水医用胶带产品防水等级为5级。
22.实施例2本实施例的防水医用胶带的制备方法,包括如下步骤:步骤1,将溶剂型丙烯酸胶粘剂涂布于pet离型膜的离型面上,涂胶方式为刮涂,涂胶量为50g/m2,然后通过110℃的烘道烘干。
23.步骤2,将步骤1在离型膜上烘干的胶粘剂通过复合辊与不防水的160g/ m2棉布复合,并收卷制备成不防水的棉布胶带卷材。
24.步骤3,将不防水的棉布胶带卷材放置在放料辊上,将卷材放卷并经过放置防水剂的喷涂通道,再通过烘道最后安装到收卷辊上,启动设备,进行防水处理。本实施例中的防
水剂种类为含氢硅油,涂布方式为喷涂,涂布量为6g/m2,涂布面为不防水棉布侧,烘道温度为100℃,生产速度为25m/min。
25.步骤4,将进行防水处理过的医用胶带卷材放置在分切机上,根据需要分切成小卷的防水医用胶带,包装并使用。
26.本实施例制备的防水医用胶带产品防水等级为5级。
27.实施例3本实施例的防水医用胶带的制备方法,包括如下步骤:步骤1,将溶剂型丙烯酸胶粘剂涂布于pet离型膜的离型面上,涂胶方式为刮涂,涂胶量为50g/m2,然后通过110℃的烘道洪干。
28.步骤2,将步骤1在离型膜上烘干的胶粘剂通过复合辊与不防水的160g/ m2棉布复合,并收卷制备成不防水的棉布胶带卷材。
29.步骤3,将不防水的棉布胶带卷材放置在放料辊上,将卷材穿料并经过放置防水剂的料池,再通过烘道最后安装到收卷辊上,启动设备,进行防水处理。防水剂种类为含氢硅油,涂布方式为刮涂,涂布量为8g/m2,涂布面为不防水棉布侧,烘道温度为100℃,生产速度为25m/min。
30.步骤4,将进行防水处理过的医用胶带卷材放置在分切机上,根据需要分切成小卷的防水医用胶带,包装并使用。
31.本实施例制备的防水医用胶带产品防水等级为5级。
32.实施例4本实施例的防水医用胶带的制备方法,包括如下步骤:步骤1,将溶剂型丙烯酸胶粘剂涂布于pet离型膜的离型面上,涂胶方式为刮涂,胶量为50g/m2,然后通过110℃的烘道烘干。
33.步骤2,将步骤1在离型膜上烘干的胶粘剂通过复合辊与不防水的160g/ m2棉布复合,并收卷制备成不防水的棉布胶带卷材。
34.步骤3,将不防水的棉布胶带卷材放置在放料辊上,将卷材穿料并经过涂防水剂的辊,再通过烘道最后安装到收卷辊上,启动设备,进行防水处理。本实施例中的防水剂种类为含氢硅油,涂布方式为辊涂,涂布量为8g/m2,涂布面为不防水棉布侧,烘道温度为100℃,生产速度为25m/min。
35.步骤4,将进行防水处理过的医用胶带卷材放置在分切机上,根据需要分切成小卷的防水医用胶带,包装并使用。
36.本实施例制备的防水医用胶带产品防水等级为5级。
37.实施例5本实施例的防水医用胶带的制备方法,包括如下步骤:步骤1,将溶剂型丙烯酸胶粘剂涂布于pet离型膜的离型面上,涂胶方式为刮涂,涂胶量为50g/m2,然后通过110℃的烘道烘干。
38.步骤2,将步骤1在离型膜上烘干的胶粘剂通过复合辊与不防水的50g/m2水刺无纺布复合,并收卷制备成不防水的无纺布胶带卷材。
39.步骤3,将不防水的无纺布胶带卷材放置在放料辊上,将卷材穿料并经过放置防水剂的料池,再通过烘道最后安装到收卷辊上,启动设备,进行防水处理。本实施例中的防水
剂种类为含氢硅油,涂布方式为浸涂,涂布量为8g/m2,涂布面为不防水无纺布侧,烘道温度为100℃,生产速度为25m/min。
40.步骤4,将进行防水处理过的医用胶带卷材放置在分切机上,根据需要分切成小卷的防水医用胶带,包装并使用。
41.本实施例制备的防水医用胶带产品防水等级为5级。
42.实施例6本实施例的防水医用胶带的制备方法,包括如下步骤:步骤1,将热熔胶粘剂涂布于pet离型膜的离型面上,涂胶方式为螺杆挤出,涂胶量为50g/m2,涂胶温度(即熔化热熔胶粘剂的温度)140℃。
43.步骤2,将步骤1在离型膜上涂布的胶粘剂通过复合辊与不防水的160g/m2棉布复合,并收卷制备成不防水的胶带卷材。
44.步骤3,将不防水的棉布胶带卷材放置在放料辊上,将卷材穿料并经过放置防水剂的料池,再通过烘道最后安装到收卷辊上,启动设备,进行防水处理。本实施例中的防水剂种类为含氢硅油,涂布方式为浸涂,涂布量为8g/m2,涂布面为不防水棉布侧,烘道温度为100℃,生产速度为25m/min。
45.步骤4,将进行防水处理过的医用胶带卷材放置在分切机上,根据需要分切成小卷的防水医用胶带,包装并使用。
46.本实施例制备的防水医用胶带产品防水等级为5级。
47.实施例7本实施例的防水医用胶带的制备方法,包括如下步骤:步骤1,将溶剂型丙烯酸胶粘剂涂布于离型纸的离型面上,涂胶方式为刮涂,涂胶量为50g/m2,然后通过110℃的烘道烘干。
48.步骤2,将在离型膜上烘干的胶粘剂通过复合辊与不防水的160g/m2棉布复合,并收卷制备成不防水的棉布胶带卷材。
49.步骤3,将不防水的棉布胶带卷材放置在放料辊上,将卷材穿料并经过放置防水剂的料池,再通过烘道最后安装到收卷辊上,启动设备,进行防水处理。本实施例中的防水剂种类为含氢硅油,涂布方式为浸涂,涂布量为8g/m2,涂布面为不防水棉布侧,烘道温度为100℃,生产速度为25m/min。
50.步骤4,将进行防水处理过的医用胶带卷材放置在分切机上,根据需要分切成小卷的防水医用胶带,包装并使用。
51.本实施例制备的防水医用胶带产品防水等级为5级。
52.实施例8本实施例的防水医用胶带的制备方法,包括如下步骤:步骤1,将溶剂型丙烯酸胶粘剂涂布于pet离型膜的离型面上,涂胶方式为刮涂,涂胶量为50g/m2,然后通过110℃的烘道烘干。
53.步骤2,将在离型膜上烘干的胶粘剂通过复合辊与不防水的160g/m2棉布复合,并收卷制备成不防水的棉布胶带卷材。
54.步骤3,将不防水的棉布胶带卷材放置在放料辊上,将卷材穿料并经过放置防水剂的料池,再通过烘道最后安装到收卷辊上,启动设备,进行防水处理。本实施例中的防水剂
种类为全氟己烷磺酸,涂布方式为浸涂,涂布量为8g/m2,涂布面为不防水棉布侧,烘道温度为100℃,生产速度为25m/min。
55.步骤4,将进行防水处理过的医用胶带卷材放置在分切机上,根据需要分切成小卷的防水医用胶带,包装并使用。
56.本实施例制备的防水医用胶带产品防水等级为5级。
57.实施例9本实施例的防水医用胶带的制备方法,包括如下步骤:步骤1,将溶剂型丙烯酸胶粘剂涂布于pet离型膜的离型面上,涂胶方式为刮涂,涂胶量为50g/m2,然后通过110℃的烘道的烘干。
58.步骤2,将步骤1在离型膜上烘干的胶粘剂通过复合辊与不防水的160g/m2棉布复合,并收卷制备成不防水的棉布胶带卷材。
59.步骤3,将不防水的棉布胶带卷材放置在放料辊上,将卷材穿料并经过放置防水剂的喷涂,再通过烘道最后安装到收卷辊上,启动设备,进行防水处理。本实施例中的防水剂种类为全氟己烷磺酸,涂布方式为喷涂,涂布量为6g/m2,涂布面为不防水棉布侧,烘道温度为100℃,生产速度为25m/min。
60.步骤4,将进行防水处理过的医用胶带卷材放置在分切机上,根据需要分切成小卷的防水医用胶带,包装并使用。
61.本实施例制备的防水医用胶带产品防水等级为5级。
62.实施例10本实施例的防水医用胶带的制备方法,包括如下步骤:步骤1,将溶剂型丙烯酸胶粘剂涂布于pet离型膜的离型面上,涂胶方式为刮涂,涂胶量为50g/m2,然后通过110℃的烘道烘干。
63.步骤2,将步骤1在离型膜上烘干的胶粘剂通过复合辊与不防水的160g/m2棉布复合,并收卷制备成不防水的棉布胶带卷材。
64.步骤3,将不防水的棉布胶带卷材放置在放料辊上,将卷材穿料并经过放置防水剂的料池,再通过烘道最后安装到收卷辊上,启动设备,进行防水处理。本实施例中的防水剂种类为全氟己烷磺酸,涂布方式为刮涂,涂布量为8g/m2,涂布面为不防水棉布侧,烘道温度为100℃,生产速度为25m/min。
65.步骤4,将进行防水处理过的医用胶带卷材放置在分切机上,根据需要分切成小卷的防水医用胶带,包装并使用。
66.本实施例制备的防水医用胶带产品防水等级为5级。
67.实施例11本实施例的防水医用胶带的制备方法,包括如下步骤:步骤1,将溶剂型丙烯酸胶粘剂涂布于pet离型膜有离型面上,涂胶方式为刮涂,涂胶量为50g/m2,然后通过110℃的烘道烘干。
68.步骤2,将在离型膜上烘干的胶粘剂通过复合辊与不防水的160g/m2棉布复合,并收卷制备成不防水的棉布胶带卷材。
69.步骤3,将不防水的棉布胶带卷材放置在放料辊上,将卷材穿料并经过涂防水剂的辊,再通过烘道最后安装到收卷辊上,启动设备,进行防水处理。本实施例中的防水剂种类
为全氟己烷磺酸,涂布方式为辊涂,涂布量为8g/m2,涂布面为不防水棉布侧,烘道温度为100℃,生产速度为25m/min。
70.步骤4,将进行防水处理过的医用胶带卷材放置在分切机上,根据需要分切成小卷的防水医用胶带,包装并使用。
71.本实施例制备的防水医用胶带产品防水等级为5级。
72.实施例12本实施例的防水医用胶带的制备方法,包括如下步骤:步骤1,将溶剂型丙烯酸胶粘剂涂布于pet离型膜的离型面上,涂胶方式为刮涂,涂胶量为50g/m2,然后通过110℃的烘道烘干。
73.步骤2,将步骤1在离型膜上烘干的胶粘剂通过复合辊与不防水的50g/m2水刺无纺布复合,并收卷制备成不防水的无纺布胶带卷材。
74.步骤3,将不防水的无纺布胶带卷材放置在放料辊上,将卷材穿料并经过放置防水剂的料池,再通过烘道最后安装到收卷辊上,启动设备,进行防水处理。本实施例中的防水剂种类为全氟己烷磺酸,涂布方式为浸涂,涂布量为8g/m2,涂布面为不防水无纺布侧,烘道温度为100℃,生产速度为25m/min。
75.步骤4,将进行防水处理过的医用胶带卷材放置在分切机上,根据需要分切成小卷的防水医用胶带,包装并使用。
76.本实施例制备的防水医用胶带产品防水等级为5级。
77.实施例13本实施例的防水医用胶带的制备方法,包括如下步骤:步骤1,将热熔胶粘剂涂布于pet离型膜的离型面上,涂胶方式为螺杆挤出,涂胶量为50g/m2,涂胶温度(即熔化热熔胶粘剂的温度)140℃。
78.步骤2,将步骤1在离型膜上涂布的胶粘剂通过复合辊与不防水的160g/m2棉布复合,并收卷制备成不防水的胶带卷材。
79.步骤3,将不防水的棉布胶带卷材放置在放料辊上,将卷材穿料并经过放置防水剂的料池,再通过烘道最后安装到收卷辊上,启动设备,进行防水处理。本实施例中的防水剂种类为全氟己烷磺酸,涂布方式为浸涂,涂布量为8g/m2,涂布面为不防水棉布侧,烘道温度为100℃,生产速度为25m/min。
80.实施例4,将进行防水处理过的医用胶带卷材放置在分切机上,根据需要分切成小卷的防水医用胶带,包装并使用。
81.本实施例制备的防水医用胶带产品防水等级为5级。
82.实施例14本实施例的防水医用胶带的制备方法,包括如下步骤:步骤1,将溶剂型丙烯酸胶粘剂涂布于离型纸的离型面上,涂胶方式为刮涂,涂胶量为50g/m2,然后通过110℃的烘道烘干。
83.步骤2,将步骤1在离型膜上烘干的胶粘剂通过复合辊与不防水的160g/m2棉布复合,并收卷制备成不防水的棉布胶带卷材。
84.步骤3,将不防水的棉布胶带卷材放置在放料辊上,将卷材穿料并经过放置防水剂的料池,再通过烘道最后安装到收卷辊上,启动设备,进行防水处理。本实施例中的防水剂
种类为全氟己烷磺酸,涂布方式为浸涂,涂布量为8g/m2,涂布面为不防水棉布侧,烘道温度为100℃,生产速度为25m/min。
85.步骤4,将进行防水处理过的医用胶带卷材放置在分切机上,根据需要分切成小卷的防水医用胶带,包装并使用。
86.本实施例制备的防水医用胶带产品防水等级为5级。
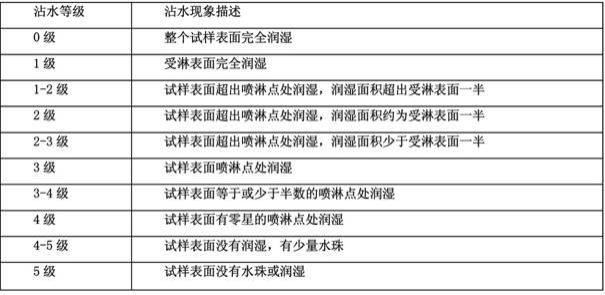
87.本发明中防水等级测试的步骤包括:(1)将所制备的防水医用胶带截取100cm-200cm作为样本,然后次序裁剪三个大小为180mm
×
180mm的样品,取样部位不应有褶皱或折痕。
88.(2)将裁剪后的测试样在试验条件下调整状态4h以上,然后用夹持器夹紧试样,放在支座上,试验时试样测试面朝上。
89.(3)将250 ml试验用水(加入一定量荧光增白剂)迅速而平稳的倒入漏斗,持续喷淋25s~30s,喷淋停止后,立即将夹有试样的夹持器拿开,使测试样正面向下几乎成水平。
90.(4)然后对着一个固体硬物轻轻敲打一下夹持器,水平旋转夹持器180
°
后再次轻轻敲打夹持器一下,敲打结束后,将布料放置在标准光源灯箱下,根据表1中沾水现象描述立即对夹持器上的试样正面润湿程度进行评级。
91.表1 沾水等级判定国家标准表2各实施例防水等级对比
。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1