一种耐高温多孔亲水无机涂料及其制备方法和应用
1.本发明属于无机涂层材料技术领域,尤其涉及一种耐高温多孔亲水无机涂料及其制备方法和应用。
背景技术:
2.有机聚硅氧烷涂层是由有机硅氧烷前驱体通过一定条件下的水解聚合反应形成的,是以si-o-si无机网络结构为骨架的一种涂层材料。目前市面上的硅氧烷涂层主要是在低温固化(小于300℃)条件下采用溶胶-凝胶法制备的疏水涂层。2013年9月董泽等在《硅酸盐学报》发表的第41卷第9期论文“固化温度对al2o3–
sio2–
mtms复合涂层结构和性能的影响”采用甲基三甲氧基硅烷、硅溶胶、铝溶胶作为前驱体,经不同温度固化后获得多种无机涂层,经研究发现当固化温度小于320℃时,所得涂层为疏水涂层并且能够稳定存在;而当固化温度升高到480℃时,接触角会下降至76
°
,涂层由疏水性变为亲水性,此外,涂层中的-ch3因受热燃烧而迅速减少,涂层出现裂纹,导致其耐冲击强度和防腐性能下降。因此,寻找一种耐高温的硅氧烷涂层是具有重要意义的。
技术实现要素:
3.针对上述现有技术,本发明提出一种耐高温多孔亲水无机涂料,能够承受用500~600℃的高温而保持涂层的亲水性,解决了聚硅氧烷涂层的使用温度壁垒问题。
4.同时,本发明提出一种耐高温多孔亲水无机涂料的制备方法,以聚硅氧烷、氧化硅、氧化铝、钛酸酯、氧化钴、钛粉、减摩剂、非异氰酸酯聚氨酯二元醇(nipu二元醇)、聚乙二醇(peg)和流平剂为原料,混合制备耐高温多孔亲水无机涂料。
5.本发明还提供一种耐高温亲水无机涂层的制备方法,将耐高温多孔亲水无机涂料与水混合,并通过500~600℃高温烧结法制备耐高温多孔亲水无机涂层。
6.此外,本发明还提出一种耐高温多孔亲水无机涂层的应用,耐高温多孔亲水无机涂层可作为管道、反应釜、储罐和轴承的耐磨涂层,此外,由于该涂层既不含有机成分物质,也不含氟,所以它还可以作为中式炒锅的不粘涂层。
7.为了达到上述目的,本发明采用如下技术方案:
8.一种耐高温多孔亲水无机涂料,按重量份数计算,包括:聚硅氧烷40~70份,氧化硅1~5份,氧化铝5~15份,钛酸酯1~5份,氧化钴4~10份,钛粉0.1~5份,减摩剂0~2份,非异氰酸酯聚氨酯二元醇(nipu二元醇)0.1~5份,聚乙二醇0.1~5份,流平剂0.1~5份。
9.本发明的发明人研究发现,各组分的元素组成、分解特性对得到的无机涂料及由该无机涂料烧结形成的无机涂层的亲水性、附着力、耐磨性和耐高温性有非常大的影响。
10.本发明通过nipu二元醇和聚乙二醇的选用来提升无机涂层的亲水性。
11.具体地,耐高温多孔亲水无机涂料中添加的nipu二元醇和聚乙二醇在加热过程中具有不同的热失重和挥发分解行为特点。在本发明中将两种多元醇按一定的比例相混合,可调节它们在不同温度区间内产生不同量的二氧化碳;在对该耐高温多孔亲水无机涂料进
行烧结处理得到无机涂层的过程中,一定比例混合的两种多元醇在500~600℃的固化温度下分解产生的气体能够促使耐高温多孔亲水无机涂料形成大量微小的圆形气孔,进而得到具有拗陷孔洞结构的无机涂层,该涂层的拗陷孔洞结构能够吸纳和蓄渗水份,提升无机涂层的亲水性。
12.另外,本发明通过聚硅氧烷、氧化硅、氧化铝、钛酸酯、氧化钴和钛粉的选用及用量调控来进一步提升无机涂层的亲水性,同时提升其附着力、耐高温性和耐磨性。
13.耐高温多孔亲水无机涂料中添加的聚硅氧烷、氧化硅、氧化铝、钛酸酯、氧化钴和钛粉中含有特定含量的k、si、al、ti、co、o元素。耐高温多孔亲水无机涂料在500~600℃烧结过程中,聚硅氧烷、氧化硅和氧化铝会分别形成微纳乳凸结构的al2o3和sio2,可增强无机涂层的粗糙程度,减小无机涂层的接触角,进而提高无机涂层的表面润湿性和亲水性;而钛酸酯和钛粉在500~600℃烧结过程中会发生氧化,形成tio、ti2o3、tio2等多种氧化物,由于这些氧化物的膨胀系数不同,所以钛粉的加入起到了调节无机涂层体积的作用,有利于减少涂层内应力,增强涂层附着力;聚硅氧烷、氧化硅、氧化铝、钛酸酯、氧化钴和钛粉之间能够形成具有高熔点和硬度的组分,具体地:聚硅氧烷、氧化硅和氧化钴经过高温烧结形成了高熔点的co2sio4,有利于提高无机涂层的耐高温性能;氧化铝、钛酸酯、氧化钴和钛粉经过高温烧结形成了熔点和硬度都很高的coal2o4和cotio3,提高了无机涂层的耐高温性和耐磨性,并且在经过载荷附着力测试后,发现本发明制备的无机涂层的附着性能良好,在力学性能和环保指标上符合行业要求。
14.在本发明中,减摩剂的选用可以减小摩擦,增强无机涂层的耐磨性;因此,更为优选地,减摩剂的重量份数为0.1~2份。
15.本发明还通过流平剂的选用来使无机涂层更加均匀。
16.综上可知,本发明通过nipu二元醇和聚乙二醇的选用来提升无机涂层的亲水性;通过聚硅氧烷、氧化硅、氧化铝、钛酸酯、氧化钴和钛粉的选用及用量调控来进一步提升无机涂层的亲水性,同时提升其附着力、耐高温性和耐磨性;通过减摩剂的选用来增强无机涂层的耐磨性;通过流平剂的选用来使无机涂层更加均匀。
17.优选地,所述耐高温多孔亲水无机涂料,按重量份数计算,包括:聚硅氧烷50~60份,氧化硅3~4份,氧化铝8~12份,钛酸酯3~4份,氧化钴5~7份,钛粉3~4份,减摩剂0.5~1份,非异氰酸酯聚氨酯二元醇0.5~1份,聚乙二醇0.5~1份,流平剂1~2份。
18.优选地,所述聚硅氧烷为甲基三甲氧基硅烷、甲基三乙氧基硅烷或苯基三甲氧基硅烷中的一种或几种。
19.优选地,所述氧化硅为纳米氧化硅、微纳级氧化硅或硅溶胶中的一种或几种。
20.优选地,所述氧化铝为α氧化铝、γ氧化铝、四面体氧化铝、铝溶胶或拟薄水铝石中的一种或几种。
21.优选地,所述氧化钴可以是纯氧化钴的形式,也可以是以氧化钴为主且含其它杂质(不影响涂料性能)成分的形式,比如钴黑。
22.优选地,所述减摩剂为氮化硼或硫化钨中的一种或两种。
23.更为优选地,所述减摩剂为氮化硼和硫化钨的复合物时,所述氮化硼和硫化钨的摩尔比为1:1~1:2。
24.氮化硼和硫化钨作为减摩剂能够减小后续高温烧结得到的无机涂层与其他物体
互相接触部分间的摩擦,即减摩剂具有减摩作用,有利于增强涂层的耐磨性。
25.优选地,所述流平剂为磷酸钾、碳酸钾或碳酸钠中的一种或几种。
26.上述耐高温多孔亲水无机涂料的制备方法,包括以下步骤:将耐高温多孔亲水无机涂料的各组分混合均匀,即得所述耐高温多孔亲水无机涂料。
27.一种耐高温多孔亲水无机涂层,通过如下过程制备得到:将耐高温多孔亲水无机涂料的各组分与水混合得到混合溶液,喷涂,然后在500~600℃下烧结,即得所述耐高温多孔亲水无机涂层。
28.本发明通过nipu二元醇和聚乙二醇的选用来提升无机涂层的亲水性;通过聚硅氧烷、氧化硅、氧化铝、钛酸酯、氧化钴和钛粉的选用及用量调控来进一步提升无机涂层的亲水性,同时提升其附着力、耐高温性和耐磨性;通过减摩剂的选用来增强无机涂层的耐磨性;通过流平剂的选用来使无机涂层更加均匀。
29.优选地,所述喷涂过程为采用喷漆枪将涂料喷涂在金属基体表面。
30.更为优选地,所述金属基体为铝合金基体、铜合金基体、马口铁基体、q235钢基体、不锈钢基体或钛合金基体中的一种或几种。
31.优选地,所述烧结的时间为5~40min。
32.上述耐高温多孔亲水无机涂层在制备管道、反应釜、储罐、轴承或不粘锅中的应用。
33.耐高温多孔亲水无机涂层可作为吸附性功能涂层用于管道、反应釜、储罐、轴承的耐磨涂层等领域。此外,耐高温多孔亲水无机涂层不含有机成分物质,也不含氟,因此还可以作为不粘涂层应用在中国式炒锅上;在烹饪前加热时,涂层粗糙表面和拗陷孔洞内的水分发生缓释并蒸发形成的蒸汽绝缘层,能够有效减缓热锅中水的蒸发和沸腾,使待烹饪食物表面的小水滴长时间呈悬浮状态,达到热锅中的食物即使不加油也能保持长时间不粘锅底的效果。这种耐高温多孔亲水无机涂层具有“水弹性”功能,不仅在烹饪过程中能够锁住食物的美味,还可以促进人们养成低脂低油的健康饮食方式,避免脂肪摄入过多而导致的肥胖和心血管负担过重等健康问题。
34.与现有技术相比,本发明的有益效果是:
35.(1)本发明通过nipu二元醇和聚乙二醇的选用来提升耐高温多孔亲水无机涂层的亲水性;
36.(2)本发明通过聚硅氧烷、氧化硅、氧化铝、钛酸酯、氧化钴和钛粉的选用及用量调控来进一步提升涂层的亲水性,同时提升其耐高温性、耐磨性和附着力;
37.(3)本发明通过减摩剂的选用来减小摩擦,增强无机涂层的耐磨性;
38.(4)本发明还通过流平剂的选用来使无机涂层更加均匀。
附图说明
39.图1为本发明nipu二元醇和聚乙二醇的热重分析曲线图。
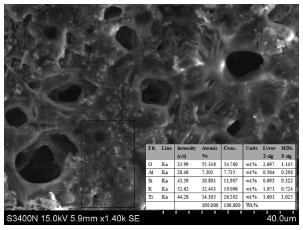
40.图2为本发明实施例8的耐高温多孔亲水无机涂层的显微形貌和成分能谱分析图。
41.图3为本发明实施例8的耐高温多孔亲水无机涂层的x射线衍射图。
42.图4为本发明实施例8的耐高温多孔亲水无机涂层的粗糙度分析图。
43.图5为本发明实施例1~8的耐高温多孔亲水无机涂层的扫描电子显微镜图,其中,
图a~h分别为实施例1~8耐高温多孔亲水无机涂层的扫描电子显微镜图。
44.图6为本发明对比例1~4的多孔亲水无机涂层的扫描电子显微镜图,其中,图a~d分别为对比例1~4的多孔亲水无机涂层的扫描电子显微镜图。
具体实施方式
45.下面结合实施例进一步阐述本发明。这些实施例仅用于说明本发明而不用于限制本发明的范围。下例实施例中未注明具体条件的实验方法,通常按照本领域常规条件或按照制造厂商建议的条件;所使用的原料、试剂等,如无特殊说明,均为可从常规市场等商业途径得到的原料和试剂。本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
46.实施例1
47.本实施例提供一种耐高温多孔亲水无机涂料,按重量份数计算,包括:甲基三甲氧基硅烷70份,硅溶胶1份,α氧化铝和γ氧化铝复合物10份,钛酸酯1份,钴黑4份,钛粉1份,氮化硼和硫化钨的复合物1份,nipu二元醇2份,聚乙二醇0.5份,磷酸钾1份;将各组分混合均匀即得耐高温多孔亲水无机涂料。
48.将上述耐高温多孔亲水无机涂料喷涂在q235钢基体上制备成耐高温多孔亲水无机涂层,过程如下:
49.将耐高温多孔亲水无机涂料的各组分与水混合,充分搅拌得到混合溶液,采用高压喷漆枪将该混合溶液喷涂在q235钢基体表面,静置2小时后送入加热炉,在加热炉中缓慢升温至500℃,烧结40min,停止加热,保温10分钟后取出,即得耐高温多孔亲水无机涂层。
50.实施例2
51.本实施例提供一种耐高温多孔亲水无机涂料,按重量份数计算,包括:甲基三乙氧基硅烷50份,硅溶胶5份,γ氧化铝6份,钛酸酯5份,钴黑5份,钛粉3份,氮化硼和硫化钨的复合物0.1份,nipu二元醇1份,聚乙二醇1份,磷酸钾1.5份;将各组分混合均匀即得耐高温多孔亲水无机涂料。
52.将上述耐高温多孔亲水无机涂料喷涂在q235钢基体上制备成耐高温多孔亲水无机涂层,过程如下:
53.将耐高温多孔亲水无机涂料的各组分与水混合,充分搅拌得到混合溶液,采用高压喷漆枪将该混合溶液喷涂在q235钢基体表面,静置12小时后送入加热炉,在加热炉中缓慢升温至540℃,烧结20min,停止加热,保温20分钟后取出,即得耐高温多孔亲水无机涂层。
54.实施例3
55.本实施例提供一种耐高温多孔亲水无机涂料,按重量份数计算,包括:苯基三甲氧基硅烷58份,硅溶胶2份,α氧化铝6份,钛酸酯3份,钴黑8份,钛粉2份,氮化硼和硫化钨的复合物2份,nipu二元醇2份,聚乙二醇0.5份,磷酸钾2份;将各组分混合均匀即得耐高温多孔亲水无机涂料。
56.将上述耐高温多孔亲水无机涂料喷涂在q235钢基体上制备成耐高温多孔亲水无机涂层,过程如下:
57.将耐高温多孔亲水无机涂料的各组分与水混合,充分搅拌得到混合溶液,采用高压喷漆枪将该混合溶液喷涂在q235钢基体表面,静置2小时后送入加热炉,在加热炉中缓慢
升温至600℃,烧结5min,停止加热,保温10分钟后取出,即得耐高温多孔亲水无机涂层。
58.实施例4
59.本实施例提供一种耐高温多孔亲水无机涂料,按重量份数计算,包括:甲基三甲氧基硅烷、甲基三乙氧基硅烷和苯基三甲氧基硅烷复合物40份,硅溶胶5份,α氧化铝、γ氧化铝和四面体氧化铝复合物5份,钛酸酯5份,钴黑10份,钛粉5份,氮化硼和硫化钨的复合物2份,nipu二元醇5份,聚乙二醇0.1份,碳酸钾0.1份;将各组分混合均匀即得耐高温多孔亲水无机涂料。
60.将上述耐高温多孔亲水无机涂料喷涂在q235钢基体上制备成耐高温多孔亲水无机涂层,过程如下:
61.将耐高温多孔亲水无机涂料的各组分与水混合,充分搅拌得到混合溶液,采用高压喷漆枪将该混合溶液喷涂在q235钢基体表面,静置2小时后送入加热炉,在加热炉中缓慢升温至550℃,烧结30min,停止加热,保温10分钟后取出,即得耐高温多孔亲水无机涂层。
62.实施例5
63.本实施例提供一种耐高温多孔亲水无机涂料,按重量份数计算,包括:甲基三甲氧基硅烷、甲基三乙氧基硅烷和苯基三甲氧基硅烷复合物70份,硅溶胶1份,α氧化铝、γ氧化铝和四面体氧化铝复合物15份,钛酸酯1份,钴黑4份,钛粉0.1份,氮化硼和硫化钨的复合物0.1份,nipu二元醇0.1份,聚乙二醇5份,磷酸钾5份;将各组分混合均匀即得耐高温多孔亲水无机涂料。
64.将上述耐高温多孔亲水无机涂料喷涂在q235钢基体上制备成耐高温多孔亲水无机涂层,过程如下:
65.将耐高温多孔亲水无机涂料的各组分与水混合,充分搅拌得到混合溶液,采用高压喷漆枪将该混合溶液喷涂在q235钢基体表面,静置2小时后送入加热炉,在加热炉中缓慢升温至550℃,烧结30min,停止加热,保温10分钟后取出,即得耐高温多孔亲水无机涂层。
66.实施例6
67.本实施例提供一种耐高温多孔亲水无机涂料,按重量份数计算,包括:甲基三甲氧基硅烷、甲基三乙氧基硅烷和苯基三甲氧基硅烷复合物50份,硅溶胶3份,α氧化铝、γ氧化铝和四面体氧化铝复合物12份,钛酸酯3份,钴黑5份,钛粉4份,氮化硼和硫化钨的复合物1份,nipu二元醇1份,聚乙二醇0.5份,磷酸钾1份;将各组分混合均匀即得耐高温多孔亲水无机涂料。
68.将上述耐高温多孔亲水无机涂料喷涂在q235钢基体上制备成耐高温多孔亲水无机涂层,过程如下:
69.将耐高温多孔亲水无机涂料的各组分与水混合,充分搅拌得到混合溶液,采用高压喷漆枪将该混合溶液喷涂在q235钢基体表面,静置2小时后送入加热炉,在加热炉中缓慢升温至550℃,烧结30min,停止加热,保温10分钟后取出,即得耐高温多孔亲水无机涂层。
70.实施例7
71.本实施例提供一种耐高温多孔亲水无机涂料,按重量份数计算,包括:甲基三甲氧基硅烷、甲基三乙氧基硅烷和苯基三甲氧基硅烷复合物60份,硅溶胶4份,α氧化铝、γ氧化铝和四面体氧化铝复合物8份,钛酸酯4份,钴黑7份,钛粉3份,氮化硼和硫化钨的复合物0.5份,nipu二元醇0.5份,聚乙二醇1份,碳酸钾2份;将各组分混合均匀即得耐高温多孔亲水无
机涂料。
72.将上述耐高温多孔亲水无机涂料喷涂在q235钢基体上制备成耐高温多孔亲水无机涂层,过程如下:
73.将耐高温多孔亲水无机涂料的各组分与水混合,充分搅拌得到混合溶液,采用高压喷漆枪将该混合溶液喷涂在q235钢基体表面,静置2小时后送入加热炉,在加热炉中缓慢升温至550℃,烧结30min,停止加热,保温10分钟后取出,即得耐高温多孔亲水无机涂层。
74.实施例8
75.本实施例提供一种耐高温多孔亲水无机涂料,按重量份数计算,包括:甲基三甲氧基硅烷、甲基三乙氧基硅烷和苯基三甲氧基硅烷复合物55份,硅溶胶3.5份,α氧化铝、γ氧化铝和四面体氧化铝复合物10份,钛酸酯3.5份,钴黑6份,钛粉3.5份,氮化硼和硫化钨的复合物0.75份,nipu二元醇0.75份,聚乙二醇0.75份,碳酸钾1.5份;将各组分混合均匀即得耐高温多孔亲水无机涂料。
76.将上述耐高温多孔亲水无机涂料喷涂在q235钢基体上制备成耐高温多孔亲水无机涂层,过程如下:
77.将耐高温多孔亲水无机涂料的各组分与水混合,充分搅拌得到混合溶液,采用高压喷漆枪将该混合溶液喷涂在q235钢基体表面,静置2小时后送入加热炉,在加热炉中缓慢升温至550℃,烧结30min,停止加热,保温10分钟后取出,即得耐高温多孔亲水无机涂层。
78.对比例1
79.本对比例提供一种多孔亲水无机涂料,与实施例8相比不含nipu二元醇,按重量份数计算,包括:甲基三甲氧基硅烷、甲基三乙氧基硅烷和苯基三甲氧基硅烷复合物55份,硅溶胶3.5份,α氧化铝、γ氧化铝和四面体氧化铝复合物10份,钛酸酯3.5份,钴黑6份,钛粉3.5份,氮化硼和硫化钨的复合物0.75份,聚乙二醇1.5份,碳酸钾1.5份;将各组分混合均匀即得多孔亲水无机涂料。
80.用多孔亲水无机涂料制备多孔亲水无机涂层的过程与实施例8一致。
81.对比例2
82.本对比例提供一种多孔亲水无机涂料,与实施例8相比不含聚乙二醇,按重量份数计算,包括:甲基三甲氧基硅烷、甲基三乙氧基硅烷和苯基三甲氧基硅烷复合物55份,硅溶胶3.5份,α氧化铝、γ氧化铝和四面体氧化铝复合物10份,钛酸酯3.5份,钴黑6份,钛粉3.5份,氮化硼和硫化钨的复合物0.75份,nipu二元醇1.5份,碳酸钾1.5份;将各组分混合均匀即得多孔亲水无机涂料。
83.用多孔亲水无机涂料制备多孔亲水无机涂层的过程与实施例8一致。
84.对比例3
85.本对比例提供一种多孔亲水无机涂料,与实施例8相比不含钴黑,按重量份数计算,包括:甲基三甲氧基硅烷、甲基三乙氧基硅烷和苯基三甲氧基硅烷复合物55份,硅溶胶3.5份,α氧化铝、γ氧化铝和四面体氧化铝复合物10份,钛酸酯3.5份,钛粉3.5份,氮化硼和硫化钨的复合物0.75份,nipu二元醇0.75份,聚乙二醇0.75份,碳酸钾1.5份;将各组分混合均匀即得多孔亲水无机涂料。
86.用多孔亲水无机涂料制备多孔亲水无机涂层的过程与实施例8一致。
87.对比例4
88.本对比例提供一种多孔亲水无机涂料,与实施例8相比不含钛粉,按重量份数计算,包括:甲基三甲氧基硅烷、甲基三乙氧基硅烷和苯基三甲氧基硅烷复合物55份,硅溶胶3.5份,α氧化铝、γ氧化铝和四面体氧化铝复合物10份,钛酸酯3.5份,钴黑6份,氮化硼和硫化钨的复合物0.75份,nipu二元醇0.75份,聚乙二醇0.75份,碳酸钾1.5份;将各组分混合均匀即得多孔亲水无机涂料。
89.用多孔亲水无机涂料制备多孔亲水无机涂层的过程与实施例8一致。
90.样品性能表征
91.对本发明的nipu二元醇和聚乙二醇进行热重分析。
92.对本发明实施例8提供的耐高温多孔亲水无机涂层进行显微形貌、能谱分析、x射线衍射分析和粗糙度分析。
93.图1为本发明nipu二元醇和聚乙二醇的热重分析曲线图。由图1可知,nipu二元醇和聚乙二醇在加热过程中具有不同的热失重和挥发分解行为特点,其中nipu二元醇在90~320℃区间内发生挥发和降解,聚乙二醇在250℃~430℃温度范围内发生热失重和挥发分解,因此,将两种醇按一定的比例相混合,可调节它们在不同温度区间内产生不同量的二氧化碳,它们在500~600℃温度下分解产生的气体能够促使材料形成大量微小圆形气孔,进而形成一层具有拗陷孔洞结构的耐高温多孔亲水无机涂层,该涂层的拗陷孔洞结构能够吸纳和蓄渗水份使涂层具有很好的亲水特性。
94.图2为本发明实施例8的耐高温多孔亲水无机涂层的显微形貌和成分能谱分析图。图3为本发明实施例8的耐高温多孔亲水无机涂层的x射线衍射图。图4为本发明实施例8的耐高温多孔亲水无机涂层的粗糙度分析图。结合图2~4可知,本发明制备的耐高温多孔亲水无机涂层是具有拗陷孔洞结构的表面粗糙多孔的涂层,该涂层的平均粗糙度为7.83μm,含有k、si、al、ti、co、o元素,其主要成分为熔点和硬度均很高的al2o3、sio2、cotio3和coal2o4,co2sio4,它们赋予了涂层耐高温和耐磨性能;此外,该涂层呈微纳乳凸结构的sio2和al2o3成分形成的粗糙表面能够提高涂层的表面润湿性,进一步提高涂层的亲水性。
95.性能测试
96.对本发明各实施例和对比例制备的涂层进行如下性能测试:
97.形貌分析:采用扫描电子显微镜对各涂层的显微形貌进行分析。
98.涂层厚度测试:采用电涡流测厚仪测试涂层的厚度。
99.亲水性测试:利用oca20视频光学接触角测量仪测试各涂层的接触角。
100.耐磨性能测试:利用wtm-2e可控气氛微型摩擦磨损试验仪进行耐磨性分析,磨头使用gcr15钢珠和600g载荷。
101.硬度测试:采用手动洛氏硬度计对涂层的硬度进行测试。
102.结合力测试:ws-2005自动划痕技术对涂层与基材的结合力进行测试。
103.耐高温测试:高温氧化试验温度为900℃,将涂层放入加热炉中加热100h,按公式计算高温氧化后的增重率以表征高温腐蚀速度,进而说明涂层的耐高温性能。
104.式中,v
+
—增重时的腐蚀速度,g/m2·
h;w1—腐蚀后的重量,g;w0—金属原重,g;s—金属的表面积,m2;t—腐蚀进行的时间,h。
105.耐酸性腐蚀性能测试:将涂层放置在浓度为5%柠檬酸溶液中,采用im6电化学工作站三电极法测定涂层的阳极开路电位,以表征涂层的耐酸性腐蚀性能。
106.图5为本发明实施例1~8的耐高温多孔亲水无机涂层的扫描电子显微镜图,其中,图a~h分别为实施例1~8耐高温多孔亲水无机涂层的扫描电子显微镜图。从图中可知,本发明制备的耐高温多孔亲水无机涂层具有拗陷孔洞结构,这是由于nipu二元醇和聚乙二醇的热失重和挥发作用,使它们在高温加热时被降解和挥发,进而促使涂层形成大量拗陷孔洞结构。
107.表1实施例1~8各涂层的性能测试结果
[0108][0109]
从表1的数据可知:
[0110]
(1)实施例1~8的涂层厚度范围为49.2~70.0μm,涂层的粗糙度为2.97~7.83μm,接触角的范围为7.0~23.5
°
,表明本发明具有拗陷孔洞结构的粗糙多孔的耐高温多孔亲水无机涂层具有亲水性。
[0111]
(2)实施例1~8各涂层的表面硬度均大于hrc70,远远高于q235钢基体的hb165,而且摩擦因子在0.58~0.71范围内,说明氧化铝、氧化硅、cotio3、coal2o4和co2sio4等无机成分赋予了本发明耐高温多孔亲水无机涂层高耐磨性能。
[0112]
(3)实施例1~8各涂层与金属基体(q235钢基体)的结合力分别为16.00n,20.45n和19.78n,18.21n,15.25n,19.91n,20.95n,25.22n,表明本发明耐高温多孔亲水无机涂层与金属基体具有很强的结合力。
[0113]
(4)在本发明耐高温多孔亲水无机涂层的保护作用下,q235钢基体900℃高温氧化增重率从2.10g/cm2·
h降至(0.05~0.15)g/cm2·
h,表明涂层的氧化铝、氧化硅、cotio3、coal2o4和co2sio4等无机成分赋予了涂层耐高温性能和高温稳定性能。
[0114]
(5)在5%柠檬酸中,实施例1~8各涂层的开路电位范围为(-0.103)~(-0.398)v,比q235钢基体的开路电位-0.576v高,表明本发明耐高温亲水无机涂层对金属基体具有很好的耐酸性腐蚀保护作用,即本发明耐高温亲水无机涂层的耐酸性腐蚀性能很强。
[0115]
表2实施例8和对比例1~4各涂层的性能测试结果
[0116][0117]
图6为本发明对比例1~4的多孔亲水无机涂层的扫描电子显微镜图,其中,图a~d分别为对比例1~4的多孔亲水无机涂层的扫描电子显微镜图。结合表2和图6可知:
[0118]
(1)实施例8制备的耐高温多孔亲水无机涂层与对比例1~2制备的涂层相比,nipu二元醇和聚乙二醇的重量份数比值不同。与对比例1~2的涂层相比,实施例8耐高温多孔亲水无机涂层的拗陷孔洞结构更多,粗糙度更大,接触角更小,说明只有当nipu二元醇和聚乙二醇的重量份数比为特定合适比例(1:1)时,耐高温多孔亲水无机涂层才具有更强的亲水性能,而nipu二元醇和聚乙二醇缺少任一个都不能达到该效果。
[0119]
(2)与实施例8制备的耐高温多孔亲水无机涂层相比,对比例3制备的涂层表面形成了大量火山口形状的孔洞,而且由于未添加氧化钴,无法形成具有高熔点和硬度的组分co2sio4、coal2o4和cotio3,导致对比例3制备的涂层的摩擦因子、硬度、与金属基体的结合力以及开路电位都下降了,高温氧化增重率提高了,即氧化钴的添加能够提高涂层的耐磨性、附着力和耐高温性,此外还能提高涂层的耐酸性腐蚀性能。
[0120]
(3)与实施例8制备的耐高温多孔亲水无机涂层相比,对比例4制备的涂层表面形成了大量火山口形状的孔洞,而且由于未添加钛粉,无法与钛酸酯形成tio、ti2o3、tio2等多种氧化物去调节无机涂层的体积,不利于减少涂层内应力,导致对比例3制备的涂层与金属基体的结合力下降、高温氧化增重率增加以及开路电位减小,即钛粉的添加能够提高涂层的附着力、耐高温性和耐酸性腐蚀性能。
[0121]
本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1