一种适用于温拌薄层罩面的防水粘接层材料及其制备方法与流程
1.本发明属于道路养护技术领域,具体涉及适用于温拌薄层罩面的防水粘接层材料及其制备方法。
背景技术:
2.截止2020年,全国公路总里程519.81万公里。公路密度54.15公里/百平方公里,增加 1.94公里/百平方公里。随着国家路网建设的进一步完成,道路使用功能的实现已逐渐从前期修建转为后期养护。公路养护里程514.40万公里,占公路总里程99.0%。在此期间,众多道路养护方法应运而生,其中温拌极薄超薄罩面是一种行之有效的道路养护技术。
3.温拌沥青混合料即拌和温度介于热拌沥青混合料与冷拌沥青混合料之间的混合料拌和技术。在保证不影响沥青混合料路用性能的基础上,通过降低施工过程中沥青混合料的拌合碾压粘度,使沥青混合料拌和、摊铺温度下降30℃左右。薄层罩面是在原有沥青路面上铺筑一层厚度不少于2.5cm的热拌沥青混合料,通常用于道路预防性养护或处理道路轻、中病害,通过修复路表缺陷,从而达到改善原有路面平整度,降噪减排,减少车辆对路面震动破环,提高路面抗滑性能和整体强度的效果。温拌极薄超薄罩面技术是将温拌沥青混合料技术和超薄罩面技术结合起来的一种新型道路养护技术。
4.为了适应低资源消耗、低碳排放、不产生废料处置、低资源消耗(沥青、石料)筑路的“四新技术”的推广和使用,1-1.5cm温拌极薄超薄罩面材料在养护和翻新中的使用越来越广泛,温拌极薄超薄罩面材料的在路面预养护和改造升级中不产生废料,仅需要不铣刨、不拉毛老旧沥青路面和水泥路面。不铣刨不产生废料,保护环境,更符合国家绿色环保政策,且适用于水泥路面白改黑、沥青路面修复及预养护,以及彩色绿道建设和翻新养护。同时,不铣刨不拉毛原路面,保证了不损伤原老旧路面结构强度的同时修复了面层的功能性。温拌极薄超薄罩面技术能够大幅度提高道路路用性能及路表功能,有利于新时期城市道路建设和养护需求。该技术能够综合发挥两种技术的优势,绿色环保、节能经济、施工工艺简便、节约后期养护成本。
5.光滑的原旧路面层和温拌极薄超薄罩面的结合需要一种粘合强度高且能防止雨水渗透到下基层的特种防水粘接层材料。特别是温拌极薄超薄罩面在水泥路面白改黑中的应用中,更是需要一种高渗透性、高粘结力,但又不粘轮的特种防水粘接层材料(不粘轮防止粘层油被料车或者摊铺机带走,形成空白带),让1-1.5cm温拌极薄超薄罩面材料牢牢粘附在水泥结合面上。国内外的研究结果表明,罩面工程对防水层设置重视不够,一般只要求设置粘结层,雨水仍然会对罩面层及下层沥青路面造成水损害。由于沥青面层存在一定的空隙和裂缝,水分将进入路面结构层内,如果罩面结构中不设防水层,必然会使雨水进人罩面层及下层原沥青结构层中,雨水长期积聚在路面结构层内,在行车荷载的作用下,形成一种非常不利的状态,极易导致路面结构层在水和荷载的综合作用下出现破坏。大量的沥青路面罩面。
6.现有粘结层材料一般采用乳化沥青(普通乳化沥青和改性乳化沥青),且用量一般
在 0.5-1kg/
㎡
,一般采用同步摊铺设备(同步摊铺设备少且费用高),以提高提高破乳效率和降低破乳后水分对超薄层沥青混合料的降温。一步摊铺的施工过程中,传统乳化粘结层,容易被料车和摊铺设备带走,造成局部无粘结层,容易造成局部脱块等病害和隐患。目前市场上的热拌超薄层出料温度一般控制在175-185℃,同步的摊铺碾压初压温度要求高一般要求在140-150℃之间。如异步实施则需要等待破乳和破乳后的水分,则在春秋冬低温季节或高寒地区(地面温度低于10℃或者气温低于零下)则无法施工,限制了施工的季节性和开放性。温拌极薄超薄层解决了面层的施工季节的开放性和活易性(地面温度-2℃以上均可施工),但上下结合的粘结层和防水层,需要研发一种全新的特种防水粘结层与温拌极薄超薄层相匹配。总体来说,现有技术存在的问题主要有:(1)乳化沥青破乳施工需等待时间长,撒布量大;(2)粘附强度不够,特别是不铣刨、不拉毛原有沥青和水泥路面,在光滑的结合面的粘附强度不足,耐久性不足;(3)不利于路面温度低于10℃的超薄施工,乳化沥青破乳后水分蒸发慢、低温季节水分容易凝结等问题突出,限制了施工的季节性和开放性;(4) 容易粘轮,这样带走粘层油,容易造成超薄层面层脱层、脱块;(5)需要同步摊铺设备,设备少、造价高、施工便捷性差;(6)乳化沥青粘层使用量大。
技术实现要素:
7.针对现有技术中存在的上述不足之处,本发明提供了适用于温拌薄层罩面的防水粘接层材料及其制备方法,,用以解决现有粘结层材料存在的易粘轮、使用量大、施工等待时间长、施工季节性和开放性限制、粘附强度不够等问题。该特种防水粘结层材料不容易被料车和摊铺设备带走,使用量低,可长周期存放,具有稳定性好、渗透性好、粘结性好、施工季节性限制小、无专用设备限制等优点。
8.为了解决上述技术问题,本发明采用了如下技术方案:
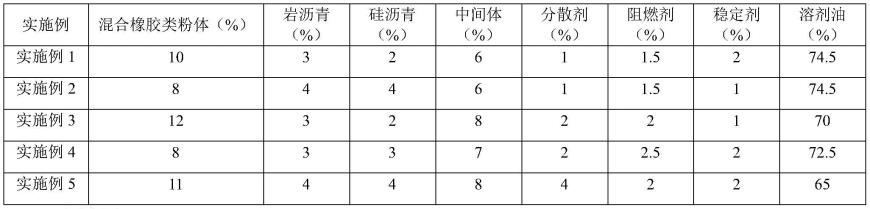
9.一种适用于温拌薄层罩面的防水粘接层材料,按质量百分数计,所述粘接层材料以混合橡胶类粉体8%-12%、岩沥青3-4%、硅沥青2-4%、中间体6-8%、分散剂1-4%、阻燃剂1.5-2.5%、稳定剂1-2%、溶剂油65-74.5%为原料依次经球磨、胶体磨处理研磨制成,所述混合橡胶类粉体为sbs橡胶粉和sbr橡胶粉按照质量比2~4:3~6组成的混合粉料,所述中间体为以桐油55%、c9树脂5%、c5树脂5%、c10液体石油树脂30%、丙烯酸3%、树脂催化剂2%为原料在反应釜中于150-180℃温度条件下反应8-12小时制得。
10.上述适用于温拌薄层罩面的防水粘接层材料,优选地,按质量百分数计,所述粘接层材料以混合橡胶类粉体10%、岩沥青3%、硅沥青2%、中间体6%、分散剂1%、阻燃剂1.5%、稳定剂2%、溶剂油74.5%为原料经球磨混合而制成。
11.上述适用于温拌薄层罩面的防水粘接层材料,丁苯橡胶(sbr)又称聚苯乙烯丁二烯共聚物。其物理机构性能,加工性能及制品的使用性能接近于天然橡胶,有些性能如耐磨、耐热、耐老化及硫化速度较天然橡胶更为优良,可与天然橡胶及多种合成橡胶并用。苯乙烯
‑ꢀ
丁二烯-苯乙烯嵌段共聚物(sbs)就是采用阴离子嵌段共聚聚合生产的嵌段共聚物形式的丁苯橡胶,s代表苯乙烯,b代表丁二烯,聚合物两端为苯乙烯聚合物链段,中间为丁二烯聚合物链段,形成aba型的三嵌段共聚物。而sbs橡胶通常是指对sbs进行加氢处理后的 sbs,通过加氢处理消除了聚丁二烯嵌段中的双键,使sbs橡胶具有了良好的抗氧化能力。 sbs作为目前应用最广泛的一种改性剂,具有优良的弹性恢复性能,黏弹性非常优良,同时
其优良的柔韧性可以改善sbr黏韧性不足的问题,增加与集料黏附性。在本发明中,由sbs 橡胶粉和sbr橡胶粉所组成的橡胶混合粉料,其粒径优选为100-300目。混合橡胶类粉体可以通过本领域常规方法生产制备。所述混合橡胶类粉体优选通过以下方法制备获得:将sbs 橡胶和sbr橡胶按照质量比2~4:3~6混合均匀并采用开炼机开练成片,再用切片机切割碎块,碎块经低温液氮粉磨机磨成100-300目的粉状物料,即获得混合橡胶类粉体。使用液氮作为研磨介质,可实现低温粉碎、物料的防爆、防氧化等综合效果。
12.上述适用于温拌薄层罩面的防水粘接层材料,分散剂的作用是促使物料颗粒均匀分散于介质中,形成稳定悬浮体。分散剂可以采用本领域常用分散剂,并无特殊限制,优选采用但不限于聚羧酸钠盐型分散剂,其对流动性差的填料有极好的分散效果。
13.上述适用于温拌薄层罩面的防水粘接层材料,阻燃剂用于改善可燃易燃材料燃烧性能的特殊的化工助剂。本发明中,阻燃剂可以采用本领域常规阻燃,优选采用但不限于无卤阻燃剂,进一步优选为无卤磷系阻燃剂。
14.上述适用于温拌薄层罩面的防水粘接层材料,稳定剂主要用于材料的稳定性能,本罚命中,稳定剂可以采用本领域常规稳定剂,优选采用但不限于受阻胺光稳定剂。
15.上述适用于温拌薄层罩面的防水粘接层材料,闪点又被称为闪火点,是油料与外界空气互相形成混合气和火焰接触的时候,发生闪火并马上燃烧的最低温度点。所述溶剂油优选采用闪点大于85的高闪点溶剂油。
16.上述适用于温拌薄层罩面的防水粘接层材料,桐油是一种优良的带干性植物油,本发明采用纯桐油。c9树脂(c9石油树脂)是以裂解制乙烯装置的副产物c9馏分为主要原料,在催化剂存在下聚合,或将其与醛类、芳烃、萜烯类化合物进行共聚合而制得的热塑性树脂。c5(石油)树脂又称碳五树脂、脂肪烃树脂,具有良好的增黏性、耐热性、安定性、i 耐水性、耐酸碱性,增粘效果一般优于c9树脂。与酚醛树脂、萜烯树脂、古马隆树脂、天然橡胶、合成橡胶等相容性好,尤其是与丁苯橡胶(sbr)、相容性优。树脂催化剂采用本领域常规树脂催化剂即可,并无特殊限制。在本发明中,树脂催化剂采用反应剂ykchwd-1,该催化剂是用苯乙烯和二乙烯苯在特殊制孔剂作用下经悬浮共聚成的珠体,再经磺化反应得到具有大孔网状、带有磺酸基团的高分子聚合物。
17.本发明还提供了一种适用于温拌薄层罩面的防水粘接层材料的制备方法,包括以下步骤:
18.s1、按比例称取混合橡胶类粉体、岩沥青、硅沥青、中间体、分散剂、阻燃剂、稳定剂、溶剂油并加入球磨机中进行球磨,使各原料在球磨状态下溶解或分散,获得初级浆料,球磨在室温、常压下进行,直至各原料在球磨状态下溶解或分散为止;
19.s2、将初级浆料送至胶体磨的料斗内通过胶体磨进行研磨,获得适用于温拌薄层罩面的防水粘接层材料。
20.上述适用于温拌薄层罩面的防水粘接层材料的制备方法,步骤s1中,球磨的目的是使各原料在球磨状态下溶解或分散,因此球磨时间根据常规设定即可,通常球磨时间为0.5-1 小时即可满足要求,球磨转速优选为4-6转/min。步骤s2中,胶体磨研磨时间优选为1~3小时,胶体磨的转速为1200~1600转/min
21.上述适用于温拌薄层罩面的防水粘接层材料的制备方法,当步骤s2制得防水粘接层材料后,通常需将产品罐装或装运,因此该制备方法还包括以下步骤:步骤s3、成品灌装
程 200kg/桶或洒布车槽车装运。
22.上述适用于温拌薄层罩面的防水粘接层材料的制备方法,由sbs橡胶粉和sbr橡胶粉所组成的橡胶混合粉料,其粒径优选为100-300目。混合橡胶类粉体可以通过本领域常规方法生产制备。所述混合橡胶类粉体优选通过以下方法制备获得:将sbs橡胶和sbr橡胶按照质量比2~4:3~6混合均匀并采用开炼机开练成片,再用切片机切割碎块,碎块经低温液氮粉磨机磨成100-300目的粉状物料,即获得混合橡胶类粉体。使用液氮作为研磨介质可,实现低温粉碎、物料的防爆、防氧化等综合效果。
23.上述适用于温拌薄层罩面的防水粘接层材料的制备方法,胶体磨、球磨机都是研磨、粉碎机系列。球磨机对液固相物料进行研磨分散,对于易返粗、返稠的物料更有特殊的效能。胶体磨为湿式物料微细加工机械,能将各种半流体及乳状物质破碎、乳化、均质和混合。其原理是通过不同几何形状的转子磨齿与定子磨齿在高速旋转下的相对运动,使被加工物料在自重力、离心力等复合力的作用下,通过其可调环状间隙时,受到强大的剪切力、摩擦力和高频振动,而达到分散、粉碎、乳化、均质、混合的目的。核心部件定转子设有三级磨碎区,一级为粗磨碎区,二级为细磨碎区,三级为超微磨碎区,根据物料性质和加工要求的不同设计有多种磨齿。在本发明中,原料首先通过球磨处理而充分溶解和分散,经球磨处理后的混合物料再经过胶体磨的高速剪切、研磨粉碎之后,从而产生液料分子链断裂、颗粒粉碎、液粒撕破等功效使物料充分达到分散、粉碎、乳化、均质、细化的目的。
24.与现有技术相比,本发明提供的适用于温拌薄层罩面的防水粘接层材料及其制备方法具有如下有益效果:
25.(1)使用量低:泥路面白改黑0.3-0.4kg/
㎡
,沥青路面加铺0.2-0.3kg/
㎡
,现有乳化沥青 (普通乳化沥青和改性乳化沥青)的用量一般在0.5-1kg/
㎡
,因此用量相对更低,可有效降低路面养护成本。
26.(2)喷洒粘度低、不粘轮:该防水粘接层材料喷洒粘度低,容易施工和喷洒,且不容易被料车和摊铺设备带走,有效解决局部无粘结层、局部脱块等病害和隐患,同时不粘轮的效果可使摊铺设备和料车的操作更方便和省心。
27.(3)长时间周转和仓储:不离析、稳定性好,不破乳,可长周期仓储2年以上。
28.(4)黏附强度高:该防水粘接层材料的粘结强度在1mpa以上,特别是应用于白改黑时,不铣刨、不拉毛原有沥青和水泥路面,在光滑的结合面的粘附强度高,耐久性足,具有前瞻性优势。
29.(5)制备方法简单:仅需采用球磨、胶体磨进行研磨,即可制得防水粘接层材料,步骤简单,可操作性强,易于大规模工业化生产。
30.(6)总体而然,该防水粘接层材料渗透性好、粘结性好、施工季节性限制小、无专用设备限制,可在路面温度低于10℃的超薄施工,可以有效解决乳化沥青破乳后水分蒸发慢、低温季节水分容易凝结等问题,破除施工季节性和开放性的限制。不需要铣刨或拉毛原路面、破坏原路面结构强度,摊铺更加简单、快捷、高效、低碳、环保。
具体实施方式
31.为了使本领域的技术人员可以更好地理解本发明,下面结合实施例对本发明技术方案进一步说明。
32.以下实施例所采用的混合橡胶类粉体其粒径为100-300目,通过以下方法制备获得:将 sbs橡胶和sbr橡胶按照质量比2~4:3~6混合均匀并采用开炼机开练成片,再用切片机切割碎块,碎块经低温液氮粉磨机磨成100-300目的粉状物料,即获得混合橡胶类粉体。
33.以下实施例中,分散剂均采用sn-5040;阻燃剂采用阻燃剂-601;稳定剂采用稳定剂5050;溶剂油采用s-1800,120#。树脂催化剂采用ykchwd-1。
34.实施例1
35.本实施例提供了适用于温拌薄层罩面的防水粘接层材料,按质量百分数计,以混合橡胶类粉体10%、岩沥青3%、硅沥青2%、中间体6%、分散剂1%、阻燃剂1.5%、稳定剂2%、溶剂油74.5%为原料依次经球磨、胶体磨处理研磨制成。混合橡胶类粉体粒径为100目,为 sbs橡胶粉和sbr橡胶粉按照质量比2:3组成的混合粉料。中间体为以桐油55%、、c9 树脂5%、c5树脂5%、c10液体石油树脂30%、丙烯酸3%、树脂催化剂2%为原料在反应釜中于160℃温度条件下反应10小时制得,具体采用以下步骤制备获得:
36.s1、按比例称取混合橡胶类粉体、岩沥青、硅沥青、中间体、分散剂、阻燃剂、稳定剂、溶剂油并加入球磨机中进行球磨,球磨转速为4rad/min,球磨时间为0.5h,使各原料在球磨状态下完全溶解或分散,获得初级浆料,球磨在室温、常压下进行,直至各原料在球磨状态下完全溶解或分散为止;
37.s2、将初级浆料送至胶体磨的料斗内通过胶体磨研磨1小时,胶体磨的转速为1500转 /min,获得适用于温拌薄层罩面的防水粘接层材料;
38.s3、成品灌装程200kg/桶或洒布车槽车装运。
39.实施例2~5
40.实施例2~5与实施例1的区别仅在于各原料的添加比例不同,具体添加比例请参见表1。
41.表1不同原料比例制备适用于温拌薄层罩面的防水粘接层材料
[0042][0043]
实施例6~8
[0044]
实施例6~8与实施例1的区别仅在于混合橡胶类粉体中的sbs橡胶粉和sbr橡胶粉混合比例不同以及混合橡胶类粉体的粒径不同,具体参数请参见表2。
[0045]
表3不同混合橡胶类粉体粒径及混合比例制备适用于温拌薄层罩面的防水粘接层材料
[0046]
[0047][0048]
对实施例1制备的适用于温拌薄层罩面的防水粘接层材料的性能进行检测,具体检测方法及标准如表3所示。
[0049]
表3防水粘接层材料检测方法及标准
[0050][0051]
经检测,实施例2(白改黑)制备的适用于温拌薄层罩面的防水粘接层材料,其粘度为 75mpa
·
s,其储藏稳定性为0.3,筛上剩余量为0.05,粘结强度为1.08mpa。
[0052]
应用例
[0053]
本应用例采用实施例1适用于温拌薄层罩面的防水粘接层材料,以四川省成都市双流区双楠大道“黑改黑”项目为施工对象,施工面积23万平方,使用量为(0.3)kg/
㎡
。
[0054]
本应用例采用实施例2适用于温拌薄层罩面的防水粘接层材料,以四川省成都市双流区吴家坝南街“白改黑”项目为施工对象,施工面积3万平方,使用量为0.4kg/
㎡
。
[0055]
施工、运输和贮存:
[0056]
1、施工工具准备:施工前应备好拌料桶、喷涂机械或专用鬃刷。
[0057]
2、基层要求:混凝土强度达到设计标号、表面不得有松散浮浆、掉皮、空鼓和严重开裂现象。表面平整度应符合公路规范要求,基层应干净、干燥、无积水。
[0058]
4、基层处理:基面不得有尘土、浮灰、杂质、油渍等,做防水层前可用空压机、净水、去油剂等将表面处理干净,如有混凝土、砂浆等结硬杂物,应将其打磨掉。
[0059]
防水层施工步骤:(以三涂为例,以下对防水粘接层材料简称涂料)
[0060]
1)涂刷前应将桶装涂料产品搅拌均匀。
[0061]
2)大面积涂刷前先用小刷对漏口处做两遍涂料,对阴角部位加强涂刷防水涂料三遍,然后大面积刷第一遍涂料。
[0062]
3)第一遍涂料实干后即可涂第二遍料。
[0063]
4)第二遍涂料表干后涂刷第三遍涂料。
[0064]
5)涂料用量:0.3-0.4kg/
㎡
。
[0065]
6)施工温度在0~35摄氏度为宜,雨天、冰冻期不宜施工。
[0066]
7)包装产品用带盖铁桶包装,每桶重量为200kg。
[0067]
8)运输:该产品无毒不易燃,可按一般运输方式运输。
[0068]
9)贮存:产品贮存期为2年以上,应贮存在0摄氏度以上的仓库,夏季应避免阳光暴晒。
[0069]
综上所述,该防水粘接层施工工艺简单,防水层与基层、防水层与上部沥青混凝土粘接牢固,使用量低、干燥快、工期短,不容易被料车和摊铺设备带走,使用量低,可长周期存放,具有稳定性好、渗透性好、粘结性好、施工季节性限制小、无专用设备限制等优点。
[0070]
以上所述的仅是本发明的实施例,方案中公知的具体结构及特性等常识在此未作过多描述,所属领域普通技术人员知晓申请日或者优先权日之前发明所属技术领域所有的普通技术知识,能够获知该领域中所有的现有技术,并且具有应用该日期之前常规实验手段的能力,所属领域普通技术人员可以在本技术给出的启示下,结合自身能力完善并实施本方案,一些典型的公知结构或者公知方法不应当成为所属领域普通技术人员实施本技术的障碍。应当指出,对于本领域的技术人员来说,在不脱离本发明结构的前提下,还可以作出若干变形和改进,这些也应该视为本发明的保护范围,这些都不会影响本发明实施的效果和专利的实用性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1