用于光缆抗拉钢丝与PE包层粘接的热熔胶组合物及应用方法与流程
用于光缆抗拉钢丝与pe包层粘接的热熔胶组合物及应用方法
技术领域
1.本发明涉及pe粘接或胶粘技术领域,具体涉及一种用于光缆抗拉钢丝与pe包层粘接的热熔胶组合物及应用方法。
背景技术:
2.光纤很细,将很多光纤有序缠簇在一起形成光缆。一般光纤大都是由二氧化硅制成,其本身拉伸强度很低,为了提高拉伸强度,要在光缆中心加入钢丝,从而加强光缆的抗拉强度。光缆钢丝可称光缆抗拉钢丝,主要分为光缆用镀锌碳素钢丝、磷化钢丝。为进一步防止钢丝腐蚀,需将钢丝包覆一层聚乙烯(pe)。然而,抗拉钢丝与pe之间有时在熔融包覆后密封不好、存在间隙,水或湿气会渗透进间隙中,使钢丝腐蚀。解决此问题最好的办法就是用胶粘剂把钢丝和pe包层牢固的粘接在一起,不产生间隙。具体方法包括:先在钢丝上涂布一层粘接剂,然后熔融包覆上pe材料。
3.目前,涂布在钢丝上的胶粘剂最好的是热熔胶,热熔胶冷却即凝固,凝固后,后续工序就是包覆熔融的pe。现有光缆抗拉钢丝与pe包层粘接使用的热熔胶都是eaa(乙烯-丙烯酸共聚物)单一型号的树脂。pe由于没有极性,属于难粘材料,仅采用单一型号的eaa树脂,不能满足包覆pe(聚乙烯)拉伸行走时各种速度要求及粘接效果,且价格高。
技术实现要素:
4.有鉴于此,本发明提供了一种用于光缆抗拉钢丝与pe包层粘接的热熔胶组合物及应用方法,本发明提供的热熔胶配方价格实惠,熔融指数和粘接效果均能满足包覆pe拉伸行走时各种速度要求,利于规模化工业应用。
5.本发明提供一种用于光缆抗拉钢丝与pe包层粘接的热熔胶组合物,包括以下质量百分比的组分:
6.35-81%的乙烯-丙烯酸共聚物;
7.10-45%的乙烯类共聚树脂;
8.0-22%的低密度聚乙烯;
9.0.1-1%的抗氧化剂;
10.所述乙烯-丙烯酸共聚物的熔体指数为250-1300;所述乙烯类共聚树脂选自乙烯-醋酸乙烯共聚物、乙烯-甲基丙烯酸共聚物和乙烯-丙烯酸乙酯共聚物中的一种或多种;所述乙烯类共聚树脂的熔体指数低于500。
11.在本发明的实施例中,所述乙烯类共聚树脂的熔体指数为200-450。
12.在本发明的实施例中,所述抗氧化剂为抗氧剂164,熔点为70℃;所述低密度聚乙烯的熔体指数为70。
13.在本发明的实施例中,所述热熔胶组合物的熔体指数为390-850。
14.在本发明的实施例中,所述乙烯-丙烯酸共聚物的熔体指数为250-350,质量百分比为35-60%;所述乙烯类共聚树脂选自乙烯-甲基丙烯酸共聚物和乙烯-丙烯酸乙酯共聚
物。
15.在本发明的实施例中,所述乙烯-丙烯酸共聚物的熔体指数为300-1300,质量百分比为40-70%。
16.本发明提供如前文所述的热熔胶组合物的应用方法,包括:
17.在光缆抗拉钢丝上涂布如前文所述的热熔胶组合物,然后包覆熔融pe材料,得到包覆成品。
18.在本发明的实施例中,所述光缆抗拉钢丝包覆熔融pe材料时拉伸行走速度不超过90m/min,进一步可为:60m/min以下,60—70m/min,70—80m/min,或80—90m/min。
19.针对现有材料不能满足粘接要求等问题,本发明提供了一种光纤光缆抗拉钢丝与pe包层粘接的热熔胶配方及配制方法,在本发明所述的热熔胶组合配方中,利用eaa(熔体指数250-1300)作为热熔胶主体;配以其它价格低廉,熔体指数较小的特定乙烯类共聚树脂,还采用低密度聚乙烯等复配成不同熔体指数、且能满足各种行走速度下包覆pe粘接要求的热熔胶,同时降低了成本。用本发明技术配方配制的热熔胶包覆的钢丝成品,成品不偏心,随机截取长2m,用水从一端加1mp压力,24小时后另一端均没有水渗出,性能合格。
具体实施方式
20.下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.本发明提供了一种用于光缆抗拉钢丝与pe包层粘接的热熔胶组合物,包括以下质量百分比的组分:
22.35-81%的乙烯-丙烯酸共聚物;
23.10-45%的乙烯类共聚树脂;
24.0-22%的低密度聚乙烯;
25.0.1-1%的抗氧化剂;
26.所述乙烯-丙烯酸共聚物的熔体指数为250-1300;所述乙烯类共聚树脂选自乙烯-醋酸乙烯共聚物、乙烯-甲基丙烯酸共聚物和乙烯-丙烯酸乙酯共聚物中的一种或多种;所述乙烯类共聚树脂的熔体指数低于500。
27.本发明提供一种光纤光缆抗拉钢丝与pe包层粘接的热熔胶配方及配制方法等,其熔融指数和粘接效果都能满足使用要求,且价格低,方便使用。
28.本发明提供的热熔胶组合物用于光缆抗拉钢丝与pe包层的粘接,配制时按质量百分比采用eaa树脂(乙烯-丙烯酸共聚物)35-81%、优选35-70%,起到主体粘结作用。所述乙烯-丙烯酸共聚物的熔体指数为250-1300,例如为300、1000或1300,采用市售产品即可。熔体指数即熔融指数,是一种表示塑胶材料加工时流动性的数值,其测试方法是先让塑料粒在一定时间(10分钟)内、一定温度(190℃)下,融化成塑料流体,然后通过直径为2.095mm圆管所流出的克(g)数。其值越大,表示该塑胶材料的加工流动性越佳,反之则越差。
29.在本发明一些实施例中,所述乙烯-丙烯酸共聚物的熔体指数为250-300,质量百分比优选为35-60%。另一些实施例中,所述乙烯-丙烯酸共聚物的熔体指数为300-1300,质
量百分比可为40-70%,具体如45%、50%、53%、61%、65%、70%等。当拉伸速度快时,可利用eaa5990i(熔体指数1300,美国杜邦公司)作为热熔胶主体,配以其它价格低一些,熔体指数小一些的乙烯类树脂,复配成不同熔体指数且能满足要求的热熔胶料,还不会出现偏心。
30.现有技术应用单一型号的eaa树脂,有的型号熔体指数大,有的熔体指数小,不能满足包覆pe(聚乙烯)拉伸行走时各种速度要求,且价格高。经申请人研发,拉伸速度慢时尽量使用熔体指数小的胶料,熔体指数小的料分子量大,拉伸后挂胶不容易流淌,如拉伸速度快则流淌的胶液挂不上。熔体指数大的料分子量小,拉伸后挂胶容易流淌堆积,后面高温(260℃)包覆pe时会出现胶料流淌堆积的小分子气化而带来偏心现象。
31.为此,本发明所述的热熔胶组合物进一步包括10-45质量%、熔体指数低于500的乙烯类共聚树脂;所述乙烯类共聚树脂选自乙烯-醋酸乙烯共聚物(eva树脂)、乙烯-甲基丙烯酸共聚物(emaa树脂)和乙烯-丙烯酸乙酯共聚物(eea树脂)中的一种或多种,能良好地粘接pe材料,以及利于满足加工应用性、成本等方面要求。
32.在本发明的实施例中,所述乙烯类共聚树脂的熔体指数优选为200-450,例如为200、300、400或450,采用市售产品即可。所述乙烯类共聚树脂可以为一种,优选两种以上进行复配,一些实施例中选自乙烯-甲基丙烯酸共聚物和乙烯-丙烯酸乙酯共聚物。一些实施例中,所述乙烯类共聚树脂的质量百分比进一步为12-35%。
33.具体示例地热熔胶配方中,emaa(熔体指数400-450)10-30%,和/或,eea(熔体指数200)10-30%,和/或,eva(熔体指数400)10-25%。
34.按照质量百分比,本发明实施例还采用ldpe0-22%(一些实施例中可不加入ldpe),利于热熔胶粘剂粘接pe材料、降低成本等。低密度聚乙烯(ldpe)又称高压聚乙烯,成型加工性好;熔体指数是树脂平均分子量的反映,所述低密度聚乙烯的熔体指数优选为70。
35.本发明的用于光缆抗拉钢丝与pe包层粘接的热熔胶组合物包括:抗氧化剂0.1-1%;作为优选,所述抗氧化剂为抗氧剂164,熔点为70℃,市售,白色或浅黄色结晶粉末或片状物。
36.本发明实施例所述的热熔胶组合物由一定比例的eaa、乙烯类共聚树脂、ldpe材料和抗氧化剂组成;在本发明的具体实施例中,所述热熔胶组合物的熔体指数可为390-850。本发明热熔胶配方不含有填料,填料用途一般是降低成本和增加胶体内聚强度,如加入填料会增大胶体粘度,对粘接性影响不大,影响使用性能。
37.应用的场所领域不同则选用的热熔胶粘剂不同,对于光纤光缆抗拉钢丝与pe包层粘接,使用时热熔胶熔融指数、分子量大小、熔融温度和价格等都是需要综合考虑的因素。本发明主要解决的是光纤光缆抗拉钢丝与pe包层的粘接性、合适的胶体粘度(熔融指数)及价格问题,而创新地获得了所述热熔胶复配方案,能达到拉伸行走时良好的粘接使用效果,特别是降低成本有显著的优势。
38.本发明实施例所述的热熔胶组合物配制方法:根据钢丝包覆熔融pe时拉伸行走速度的不同,配制不同组分的具体配方。根据速度要求,本发明实施例将热熔胶配方里的各材料按配比称量,放到专用混合容器中混合均匀;然后倒入热熔胶机加热槽里,缓慢加热至所需温度(如170℃~210℃),以备后续开机进行涂布工作。
39.本发明实施例提供了如前文所述的热熔胶组合物的应用方法,包括:
40.在光缆抗拉钢丝上涂布如前文所述的热熔胶组合物,然后包覆熔融pe材料,得到
包覆成品。
41.在本发明的实施例中,所述光缆抗拉钢丝(可使用磷化钢丝,规格按钢丝直径划分如1.4mm、1.8mm、2.0mm等常用规格)包覆熔融pe材料时,拉伸行走速度不超过90m/min,例如60m/min以下、60-70m/min、70-80m/min、80-90m/min。钢丝包覆熔融pe时拉伸行走速度不同,涂布的热熔胶所用的配方有所不同,钢丝包覆熔融pe时拉伸行走速度慢,热熔胶熔融指数就小一些,拉伸行走速度越快、一般要求热熔胶熔体指数越大。其中,所述的热熔胶涂布量使胶层在0.1-0.25mm范围,过厚的胶层容易出现气泡;包覆的pe材料可为高密度聚乙烯(hdpe)等,hdpe的品级一般具有的分子量范围是40000~300000,本技术并无特殊限制。
42.实验显示,用本发明技术配方配制的热熔胶包覆的钢丝成品,性能合格;本发明热熔胶配方粘接效果佳,且价格实惠,利于规模化工业应用。
43.为了进一步理解本技术,下面结合实施例对本技术提进行具体地描述。但是应当理解,这些实施例是在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,只是为进一步说明本发明的特征和优点,而不是对本发明权利要求的限制,本发明的保护范围也不限于下述的实施例。
44.实施例1:
45.钢丝包覆熔融pe时拉伸行走速度60m/min以下,热熔胶配方如下:
[0046][0047]
将以上配方里的各材料按配比称量,放到专用混合容器中混合均匀。然后倒入热熔胶机加热槽里,缓慢加热至245℃,此时热熔胶熔体指数为390。随后,采用光缆抗拉钢丝,开机进行热熔胶涂布工作,再包覆熔融pe材料。
[0048]
成品不偏心,成品随机截取长2m,用水从一端加1mp压力,24小时另一端没有水渗出,视为合格。
[0049]
实施例2:
[0050]
钢丝包覆熔融pe时拉伸行走速度60—70m/min,热熔胶配方如下:
[0051][0052]
将以上配方里的各材料按配比称量,放到专用混合容器中混合均匀。然后倒入热熔胶机加热槽里,缓慢加热至210℃,此时热熔胶熔体指数为605。之后按照实施例1的操作开机,进行涂布工作。成品不偏心,成品随机截取长2m,用水从一端加1mp压力,24小时另一
端没有水渗出,视为合格。
[0053]
实施例3:
[0054]
钢丝包覆熔融pe时拉伸行走速度70—80m/min,热熔胶配方如下:
[0055][0056][0057]
将以上配方里的各材料按配比称量,放到专用混合容器中混合均匀。然后倒入热熔胶机加热槽里,缓慢加热至190℃,此时热熔胶熔体指数为710。之后按照实施例1的操作开机,进行涂布工作。成品不偏心,成品随机截取长2m,用水从一端加1mp压力,24小时另一端没有水渗出,视为合格。
[0058]
实施例4:
[0059]
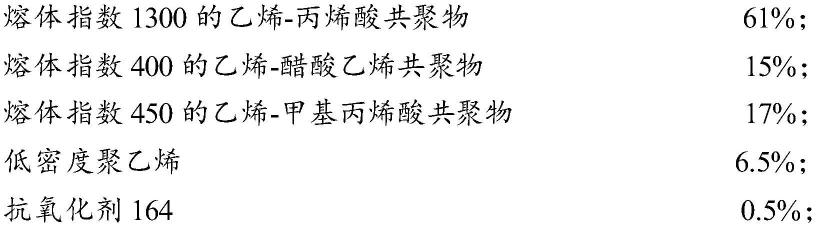
钢丝包覆熔融pe时拉伸行走速度80—90m/min,热熔胶配方如下:
[0060][0061]
将以上配方里的各材料按配比称量,放到专用混合容器中混合均匀。然后倒入热熔胶机加热槽里,缓慢加热至170℃,此时热熔胶熔体指数为850。之后按照实施例1的操作开机,进行涂布工作。成品不偏心,成品随机截取长2m,用水从一端加1mp压力,24小时另一端没有水渗出,视为合格。
[0062]
由以上实施例可知,本发明利用eaa(熔体指数250-1300)作为热熔胶主体;而且采用特定乙烯类共聚树脂等进行复配。本发明所述的热熔胶组合物具有不同熔体指数、能满足各种行走速度下包覆pe粘接要求,同时降低了成本。用本发明技术配方配制的热熔胶包覆的钢丝成品,防水等性能合格,利于应用。
[0063]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1