丙烯酸双面胶贴加工方法及丙烯酸双面胶贴与流程
本发明涉及粘合剂胶贴,特别是涉及一种丙烯酸双面胶贴加工方法及丙烯酸双面胶贴。
背景技术:
1、现有的双面胶带一般是由一膜片、两胶质层及一离型纸所组成。其中,两胶质层分别涂布于膜片的上、下表面,使膜片的双面均具有粘性。双面油光离型纸再向已涂布胶质层的膜片贴合,并进行卷绕,以形成一胶带卷。
2、一般,双面胶带为一连续的长条状,使用时,使用者需要通过剪刀或者刀片才可以将胶带裁切成合适的长度,不是很方便。另外,因为两胶质层多是采用弹性体型压敏胶或者树脂型压敏胶,但是弹性体型压敏胶、树脂型压敏胶存在剥离强度较大、耐候性较低、粘度可调范围较窄。因此,传统的双面胶带存在使用不便、耐候性较低、适用范围较窄的问题。
技术实现思路
1、基于此,有必要提供一种可提高双面胶贴使用便利性及耐候性,并使得粘度可调范围更广的丙烯酸双面胶贴加工方法及丙烯酸双面胶贴。
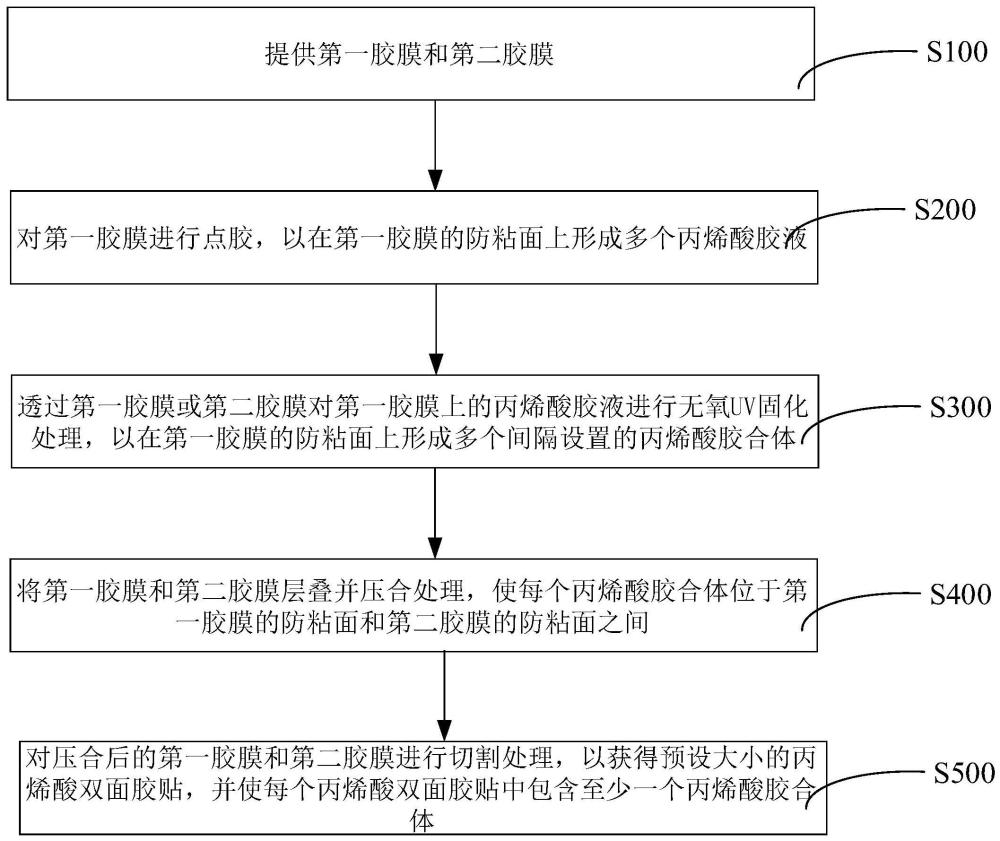
2、一种丙烯酸双面胶贴加工方法,包括步骤:
3、提供第一胶膜和第二胶膜;所述第一胶膜及所述第二胶膜中至少一者采用透明材质;所述第一胶膜和所述第二胶膜均具有防粘面;
4、对所述第一胶膜进行点胶,以在所述第一胶膜的防粘面上形成多个丙烯酸胶液;
5、透过所述第一胶膜或所述第二胶膜对所述第一胶膜上的丙烯酸胶液进行无氧uv固化处理,以在所述第一胶膜的防粘面上形成多个间隔设置的丙烯酸胶合体;
6、将所述第一胶膜和所述第二胶膜层叠并压合处理,并使每个所述丙烯酸胶合体位于所述第一胶膜的防粘面和所述第二胶膜的防粘面之间;
7、对压合后的所述第一胶膜和所述第二胶膜进行切割处理,以获得预设大小的丙烯酸双面胶贴;每个所述丙烯酸双面胶贴中包含至少一个所述丙烯酸胶合体。
8、在其中一个实施例中,提供第一胶膜和第二胶膜的步骤,包括步骤:
9、提供绕有第一胶膜的第一膜卷和绕有第二胶膜的第二膜卷;
10、拉动所述第一胶膜和所述第二胶膜同步且间歇性地移动。
11、在其中一个实施例中,对所述第一胶膜进行点胶的步骤之后,还包括步骤:利用所述第二胶膜对所述第一胶膜上的丙烯酸胶点进行挤压,以在所述第一胶膜的防粘面上获得预设高度的丙烯酸胶液。
12、在其中一个实施例中,透过所述第一胶膜或所述第二胶膜对所述第一胶膜上的丙烯酸胶液进行无氧uv固化处理的步骤为:从所述第二胶膜背离所述第一胶膜的一侧对所述第一胶膜和所述第二胶膜之间的丙烯酸胶液进行uv光照射,以将丙烯酸胶液固化成为所述丙烯酸胶合体。
13、在其中一个实施例中,对所述第一胶膜进行点胶的步骤,包括步骤:
14、提供点胶辊筒、直径小于所述点胶辊筒的第一导向辊筒及直径小于所述第一导向辊筒的第二导向辊筒,将所述第一导向辊筒、所述点胶辊筒及所述第二导向辊筒沿所述第一胶膜的移动方向平行且间隔设置;所述点胶辊筒的辊压面上形成有多个点胶槽;所述点胶槽的内壁及所述点胶辊筒的辊压面上均形成有防粘层;
15、在所述点胶槽内加入预设量的丙烯酸胶液;
16、将所述第一胶膜依次穿过所述第一导向辊筒和所述点胶辊筒之间的间隙、所述点胶辊筒的辊压面以及所述点胶辊筒和所述第二导向辊筒之间的间隙;
17、利用正向转动的所述第一导向辊筒和所述第二导向辊筒以及反向转动的所述点胶辊筒,将所述第一胶膜压持在所述点胶辊筒的辊压面,使得所述点胶槽内的丙烯酸胶液与所述第一胶膜的防粘面接触。
18、在其中一个实施例中,透过所述第一胶膜或所述第二胶膜对所述第一胶膜上的丙烯酸胶液进行无氧uv固化处理的步骤为:
19、从所述第一胶膜背离所述点胶辊筒的一侧对所述第一胶膜和所述点胶槽之间的丙烯酸胶液进行uv光照射,以将丙烯酸胶液固化成为所述第一胶膜上的所述丙烯酸胶合体。
20、在其中一个实施例中,多个所述点胶槽分别沿所述点胶辊筒的周向和所述点胶辊筒的轴向间隔设置;和/或
21、所述点胶槽为长条形扁槽;在所述点胶槽内加入预设量的丙烯酸胶液的步骤为:在所述点胶槽内点胶,以在所述点胶槽内形成至少一个预设形状的丙烯酸胶点。
22、在其中一个实施例中,对所述第一胶膜进行点胶的步骤,包括步骤:
23、在所述第一胶膜的防粘面上涂覆一层丙烯酸胶液;
24、提供一压胶辊筒;所述压胶辊筒的辊压面上开设有多个间隔设置的避胶槽;所述压胶辊筒的辊压面和所述避胶槽的内壁均形成有一层防粘层;
25、利用转动的所述压胶辊筒对所述第一胶膜上的所述丙烯酸胶液进行挤压,并使所述第一胶膜包裹在所述压胶辊筒的辊压面上,以将丙烯酸胶液挤压至所述第一胶膜和所述避胶槽之间的空间内;
26、透过所述第一胶膜或所述第二胶膜对所述第一胶膜上的丙烯酸胶液进行无氧uv固化处理的步骤,包括步骤:
27、从所述第一胶膜背离所述压胶辊筒的一侧对所述第一胶膜和所述避胶槽之间的丙烯酸胶液进行uv光照射,以对丙烯酸胶液进行无氧固化;
28、将所述第一胶膜从所述压胶辊筒的辊压面上剥离,以在所述第一胶膜上形成所述丙烯酸胶合体。
29、在其中一个实施例中,相邻两个所述丙烯酸胶合体之间的间距小于所述丙烯酸胶合体的直径。
30、在其中一个实施例中,将所述第一胶膜和所述第二胶膜层叠并压合处理的步骤为:利用两个转向相反的压合辊筒对层叠并通过两个所述压合辊筒之间间隙的所述第一胶膜和所述第二胶膜进行压合。
31、在其中一个实施例中,将所述第一胶膜和所述第二胶膜层叠并压合处理的步骤之后,还包括步骤:对压合后的所述第一胶膜和所述第二胶膜进行冲压处理,以在所述第一胶膜和所述第二胶膜上形成呈虚线状的撕裂线;
32、对压合后的所述第一胶膜和所述第二胶膜进行切割处理的步骤为:对压合后的所述第一胶膜和所述第二胶膜进行切割处理,以获得预设大小的所述丙烯酸双面胶贴,并使每个所述丙烯酸双面胶贴中包含至少一条撕裂线。
33、在其中一个实施例中,每个所述丙烯酸双面胶贴中有多条撕裂线;多条所述撕裂线纵横交错,以在所述丙烯酸双面胶贴上形成多个由所述撕裂线围成的胶合区域;所述胶合区域内至少有一个所述丙烯酸胶合体。
34、一种丙烯酸双面胶贴,采用如上所述的丙烯酸双面胶贴加工方法制备而成。
35、上述丙烯酸双面胶贴加工方法及丙烯酸双面胶贴,通过上述加工方法可获得丙烯酸双面胶贴,其中丙烯酸胶合体由丙烯酸胶液经无氧uv固化而来,而丙烯酸胶的粘度可调范围较广,有利于获得更多不同粘度的丙烯酸双面胶贴,使得丙烯酸双面胶贴使用范围的增大。再者,丙烯酸胶具有耐候性较强、持粘性较大、剥离强度较小的特点,从而使得丙烯酸双面胶贴也具有较强的耐候性、较大的持粘性和较小的180°剥离强度,进而使得丙烯酸双面胶贴的粘合可靠性较大,且易于剥离,使用方便。进一步地,通过在无氧环境下对丙烯酸胶液进行uv固化处理,使得丙烯酸胶合体的耐候性更强、产品稳定性较大。因此,通过上述加工方法可获得使用方便、使用范围较大、耐候性强、粘合可靠性大、产品稳定性较大的丙烯酸双面胶贴。
- 还没有人留言评论。精彩留言会获得点赞!