一种聚氨酯喷涂型超薄冰箱柜门壳及其制备方法、冰箱与流程
本申请涉及冰箱柜制造,尤其涉及一种聚氨酯喷涂型超薄冰箱柜门壳及其制备方法、冰箱。
背景技术:
1、随着冰箱市场竞争愈发激烈,消费者对产品外观的要求更加严格,尤其是钢板门外观平整度发泡质量。近年来,高亮门壳及纯平钢板门壳产品市场占比逐渐增加并且成为行业主流趋势,此类产品外观质量要求更高,主要通过贴毛毡或加厚门壳厚度方式改善,成本较高。另外,为提升产品竞争力,钢板门壳厚度已逐渐从最初0.5mm已下降至0.4mm,减薄后,门体发泡气泡、收缩质量变差,行业主要通过贴毛毡改善,成本较高。基于发泡门体外观收缩、气泡、门壳磕折等问题限制,行业门壳厚度已降至瓶颈,冰箱柜门壳发泡质量和成本无法做到同步提升。
2、有鉴于此,亟需提出一种降低门壳厚度的同时,提升门体发泡质量水平,实现质量和成本同步改善的门壳结构。
技术实现思路
1、本申请提供了一种聚氨酯喷涂型超薄冰箱柜门壳及其制备方法、冰箱,以解决现有门壳结构在进行减薄处理的同时无法保证发泡效果,且生产成本较高的技术问题。
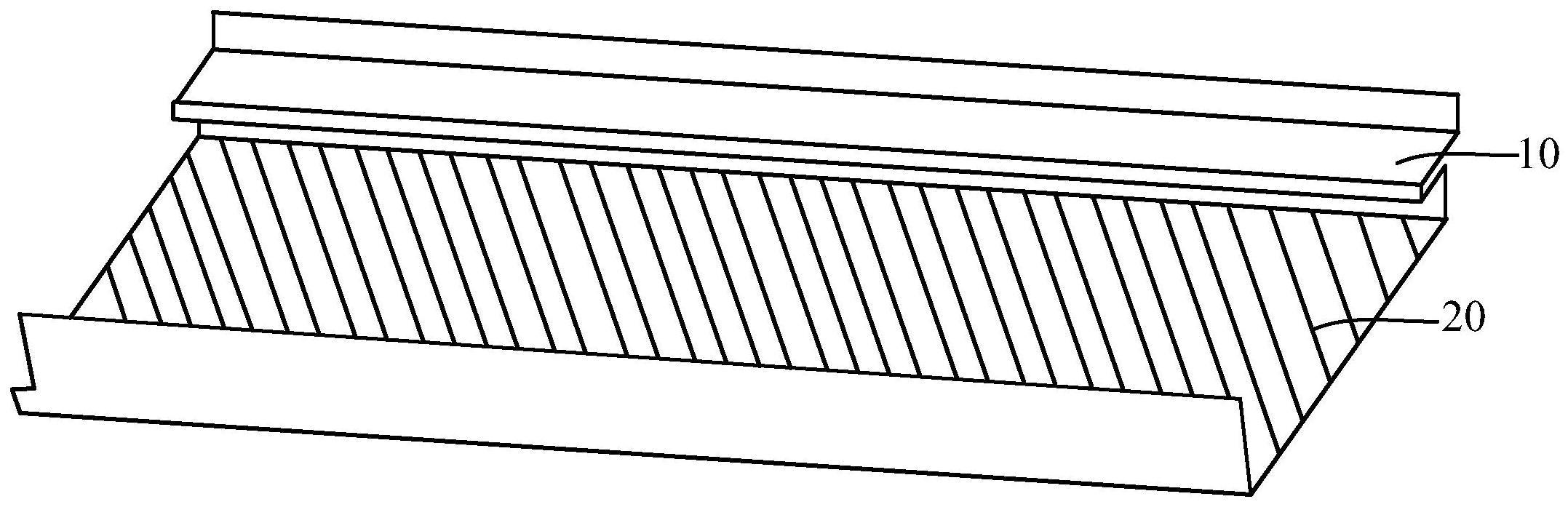
2、本申请第一方面提供一种聚氨酯喷涂型超薄冰箱柜门壳,包括门壳本体;聚氨酯喷涂层,喷涂在所述门壳本体的内表面,所述聚氨酯喷涂层包括组分不同的组合聚醚和异氰酸酯,所述聚氨酯喷涂层用于增加所述门壳本体的强度,所述聚氨酯喷涂层的喷涂厚度为0.5~15mm。
3、在一种可实现的方式中,所述门壳本体的厚度为0.2~0.45mm。
4、在一种可实现的方式中,所述聚氨酯喷涂层的喷涂密度为20~300kg/m3。
5、在一种可实现的方式中,所述聚氨酯喷涂层的邵氏硬度d为40~100hd。
6、在一种可实现的方式中,所述组合聚醚与所述异氰酸酯的重量比为1:1~1:1.5。
7、在一种可实现的方式中,所述组合聚醚的粘度为500~700mpa·s;所述异氰酸酯的粘度为200~400pa·s。
8、在一种可实现的方式中,所述组合聚醚的密度为1~1.2g/cm3;所述异氰酸酯的密度为1~1.2g/cm3。
9、在一种可实现的方式中,所述聚氨酯喷涂层的喷涂温度为20~30℃。
10、本申请第二方面提供一种聚氨酯喷涂型超薄冰箱柜门壳的制备方法,应用于第一方面所述的聚氨酯喷涂型超薄冰箱柜门壳,包括:制备门壳本体;混合组分不同的组合聚醚和异氰酸酯,得到聚氨酯喷涂料;在所述门壳本体的内表面喷涂所述聚氨酯喷涂料,形成聚氨酯喷涂层,所述聚氨酯喷涂层的喷涂厚度为0.5~15mm。
11、本申请第三方面提供一种冰箱,包括:第一方面所述的聚氨酯喷涂型超薄冰箱柜门壳,其中,所述聚氨酯喷涂型超薄冰箱柜门壳由第二方面所述的方法制备得到;箱体,所述聚氨酯喷涂型超薄冰箱柜门壳扣合在所述箱体内。
12、本申请提供的聚氨酯喷涂型超薄冰箱柜门壳及其制备方法、冰箱。聚氨酯喷涂型超薄冰箱柜门壳包括门壳本体;聚氨酯喷涂层,喷涂在门壳本体的内表面,聚氨酯喷涂层包括组分不同的组合聚醚和异氰酸酯,聚氨酯喷涂层用于增加门壳本体的强度,聚氨酯喷涂层的喷涂厚度为0.5~15mm。通过在门壳本体的内表面喷涂聚氨酯喷涂层,能够隔绝发泡料与门壳本体接触,增强门壳本体表面强度,从而改善门壳发泡聚气等产生凹凸不平的现象。而且通过调整组合聚醚和异氰酸酯的重量比、密度和粘度,可以有效调整聚氨酯喷涂层的自由泡密度,有效降低门壳收缩和鼓包情况,材料成本下降15~20%,极大的节约了生产成本。
技术特征:
1.一种聚氨酯喷涂型超薄冰箱柜门壳,其特征在于,包括:
2.根据权利要求1所述的聚氨酯喷涂型超薄冰箱柜门壳,其特征在于,
3.根据权利要求1所述的聚氨酯喷涂型超薄冰箱柜门壳,其特征在于,
4.根据权利要求1所述的聚氨酯喷涂型超薄冰箱柜门壳,其特征在于,
5.根据权利要求1所述的聚氨酯喷涂型超薄冰箱柜门壳,其特征在于,
6.根据权利要求1所述的聚氨酯喷涂型超薄冰箱柜门壳,其特征在于,
7.根据权利要求1所述的聚氨酯喷涂型超薄冰箱柜门壳,其特征在于,
8.根据权利要求1所述的聚氨酯喷涂型超薄冰箱柜门壳,其特征在于,
9.一种聚氨酯喷涂型超薄冰箱柜门壳的制备方法,应用于权利要求1~8中任一项所述的聚氨酯喷涂型超薄冰箱柜门壳,其特征在于,包括:
10.一种冰箱,其特征在于,包括:
技术总结
本申请提供一种聚氨酯喷涂型超薄冰箱柜门壳及其制备方法、冰箱,门壳包括门壳本体;聚氨酯喷涂层,喷涂在门壳本体的内表面,聚氨酯喷涂层包括组分不同的组合聚醚和异氰酸酯,聚氨酯喷涂层用于增加门壳本体的强度,聚氨酯喷涂层的喷涂厚度为0.5~15mm。通过在门壳本体的内表面喷涂一层高强度聚氨酯涂层,能够隔绝发泡料与门壳本体接触,增强门壳本体表面的强度,从而改善门壳发泡聚气等产生凹凸不平的现象。而且通过调整组合聚醚和异氰酸酯的重量比、密度和粘度,可以有效调整聚氨酯喷涂层的自由泡密度,有效降低门壳本体收缩和鼓包情况,材料成本下降15~20%。
技术研发人员:韩爱林,宋健,郑院生,沈大刚,王贞平,刘鹏,虞德成
受保护的技术使用者:长虹美菱股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!