一种镶圈转运小车的制作方法
1.本实用新型涉及运输工具技术领域,具体的讲是一种镶圈转运小车。
背景技术:
2.随着发动机提升功率的要求越来越高,活塞第一道环岸区域使用镶圈来提高耐磨性的应用已经越来越普及。为保证活塞在发动机内工作时镶圈与活塞不发生材料的剥离,镶圈与活塞本体需要有较好的粘结强度。为了获得较好的粘结强度,镶圈需要进行渗铝作业,主要工艺步骤为镶圈预热
‑
镶圈抛丸
‑
转运到浇铸工位
‑
放入渗铝炉
‑
渗铝
‑
取出镶圈放入模具。根据浇铸工艺要求,抛丸后镶圈可以在渗铝工位上存放24h,否则需要重新进行镶圈的预热和抛丸。
3.在渗铝过程中,镶圈表面的水分、油污、灰尘都会影响镶圈的渗铝质量。因此在镶圈的转运和存储过程中需要保持镶圈的清洁度,避免手、脏污的手套接触镶圈,同时避免镶圈在空气中暴露太长的时间,吸收空气中的水分和灰尘。
4.因此设计一种镶圈转运小车是十分有必要的。
技术实现要素:
5.本实用新型突破了现有技术的难题,设计了一种镶圈转运小车。
6.为了达到上述目的,本实用新型设计了一种镶圈转运小车,包括箱体、计时器、铁屑清理窗、镶圈套筒、套筒把手、小型除湿机、支撑托板、套筒定位柱,箱体一侧设有计时器,箱体的顶部设有盖板,箱体内设有支撑托板,支撑托托板的表面设有若干个通孔,支撑托板的下方为铁屑存储区,铁屑存储区的侧面设有铁屑清理窗,套筒定位柱固定在支撑托板上,镶圈套筒套设在套筒定位柱上,镶圈套筒上设有套筒把手,镶圈套筒底部设有托板,小型除湿机固定在箱体内部后侧面上。
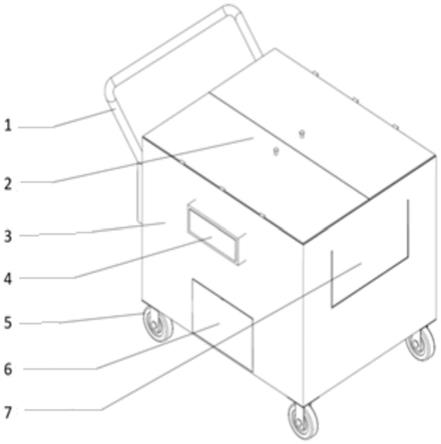
7.箱体的前侧设置有标识牌卡槽,箱体的后侧设置有扶手,箱体底部四角设有滚轮。
8.支撑托板表面上的通孔孔径为6mm。
9.托板的高度为15mm。
10.套筒定位柱有九根,均匀分布在支撑托板上。
11.本实用新型与现有技术相比,结构简单;通用性强,可用于各类规格的镶圈转运;根据工艺要求,实用性强,有效改善了镶圈的周转和储存条件,改善了镶圈渗铝质量。
附图说明
12.图1为本实用新型的外观结构示意图。
13.图2为本实用新型的内部结构示意图。
14.图3为本实用新型套筒定位柱的放置示意图。
具体实施方式
15.结合附图对本实用新型做进步一描述。
16.结合图1~3,本实用新型设计了一种镶圈转运小车,包括箱体3、计时器4、铁屑清理窗6、镶圈套筒8、套筒把手9、小型除湿机10、支撑托板11、套筒定位柱12,箱体3一侧设有计时器4,箱体3的顶部设有盖板2,箱体3的前侧设置有标识牌卡槽7,箱体3的后侧设置有扶手1,箱体3底部四角设有滚轮5;箱体3内设有支撑托板11,支撑托托板11的表面设有若干个通孔,通孔的孔径为6mm,支撑托板11的下方为铁屑存储区,铁屑存储区的侧面设有铁屑清理窗6,套筒定位柱12固定在支撑托板11上,套筒定位柱12有九根,均匀分布在支撑托板11上,镶圈套筒8套设在套筒定位柱12上,镶圈套筒8上设有套筒把手9,镶圈套筒8底部设有托板13,托板13的高度为15mm,小型除湿机10固定在箱体3内部后侧面上。
17.在镶圈装箱前,打开盖板2,取出镶圈套筒8,镶圈是环形结构,操作工使用专用工具将抛丸后的镶圈层叠放入镶圈套筒8中,然后将镶圈套筒8放入套筒定位柱12内;套筒定位柱12可以确保镶圈套筒8装满镶圈后,不会发生相互接触;关闭盖板2,可以通过推动扶手1,将小车转运至渗铝工位。
18.在渗铝工位上,操作工可以一手提起套筒把手9,一手扶住镶圈套筒8的底部,完成镶圈上料,不接触镶圈;小车侧面设置计时器4,镶圈装入小车后,启动计时器4计时功能,倒计时24h用于提醒剩余使用时间;在小车内侧安装小型除湿机10,小型除湿机10一次充电可至少连续工作24h,更换镶圈时替换已充电的小型除湿机10进行轮换。
19.本实用新型可以用于将预热和抛丸后的镶圈转运至浇铸现场,同时用于渗铝工位未使用镶圈的存储。在镶圈小车内配备专用的定位套筒8,使得镶圈在转运及上下料时避免手接触镶圈,改善镶圈表面的清洁度。同时转运小车构成一个相对密封空间,避免镶圈暴露在空气中,在小车内部增加小型除湿机10,确保镶圈小车内干燥的储存条件,控制镶圈表面的湿度。在小车外侧增加计时器4,用以监控镶圈使用时间的工艺要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1