一种车身背门框架的制作方法
1.本实用新型涉及汽车车身结构技术领域,特别是涉及一种车身背门框架。
背景技术:
2.背门框结构是车身框架的重要组成部分,主要连接左右侧围、下车体、顶盖,形成完整的车身框架,同时提供背门铰链安装点及气弹簧安装点,是车身扭转刚度、模态的重要影响区域。
3.参见图1,现有技术的背门框结构包括后背门框架2和d柱框架,后背门框架2设于车身的尾部,d柱框架由左右侧的d柱7、连接板8、顶盖后横梁1及后底板横梁9连接组成口字型框架,然后d柱框架与后背门框架2在底部通过后纵梁10连接形成背门框结构。
4.然而,上述现有技术的背门框结构除了背门铰链、气弹簧安装区域局部较强外,整个后框加强结构还是偏弱,车身扭转刚度及模态性能比较一般。
5.因此,现有技术亟待改进。
技术实现要素:
6.本实用新型的目的是:本实用新型提供了一种车身背门框架,以解决现有技术的背门框结构的整个后框加强结构偏弱,车身扭转刚度及模态性能一般的技术问题。
7.为了实现上述目的,本实用新型提供了一种车身背门框架,包括左侧d柱总成、右侧d柱总成、顶盖后横梁总成、后围总成和加强件;
8.所述左侧d柱总成、顶盖后横梁总成、右侧d柱总成及后围总成依次首尾连接形成闭合的口字形框架;
9.所述加强件分别设于所述左侧d柱总成以及所述右侧d柱总成的上拐角内腔。
10.本技术一些实施例中,所述左侧d柱总成以及所述右侧d柱总成的上拐角处均设有卡接孔,所述加强件对应位置处设有与所述卡接孔形成卡接的卡接点。
11.本技术一些实施例中,所述左侧d柱总成由d柱内板及d柱外板叠合连接组成,所述卡接孔设于所述d柱外板的上拐角处。
12.本技术一些实施例中,所述d柱外板的上拐角处设有d柱上加强板,所述卡接孔设于所述d柱上加强板上。
13.本技术一些实施例中,所述加强件为发泡加强件。
14.本技术一些实施例中,所述加强件泡发后通过胶粘形式填充在所述左侧d柱总成的上拐角区域。
15.本技术一些实施例中,还包括后围板支撑板,所述后围板支撑板设于所述后围总成两端的下拐角内腔。
16.本技术一些实施例中,所述后围总成包括后围内板、后围外板、后围侧连接板和后围侧封板;
17.所述后围侧连接板分别设于所述后围内板的两端,所述后围侧封板分别设于所述
后围外板的两端;
18.所述后围内板与所述后围外板叠合连接形成所述后围总成的本体,所述后围侧连接板与所述后围侧封板叠合连接形成所述后围总成两端的下拐角。
19.本技术一些实施例中,所述后围板支撑板的两侧分别与所述后围侧连接板及所述后围侧封板连接,使所述后围板支撑板与所述后围外板的轴向成70
°
-130
°
夹角。
20.本技术一些实施例中,所述后围板支撑板的上侧边、下侧边及靠近所述后围侧连接板的侧边设有焊接配合面与所述后围侧连接板配合连接;所述后围板支撑板靠近所述后围侧封板的侧边设有结构胶配合面与所述后围侧封板配合连接。
21.本技术一些实施例中,所述后围侧连接板通过烧焊与所述d柱内板的底部连接,烧焊的焊点位于所述后围侧连接板与所述d柱内板的夹层之间。
22.本实用新型实施例一种车身背门框架与现有技术相比,其有益效果在于:
23.本实用新型实施例的车身背门框架,在两侧d柱总成的上拐角内腔处设置加强件,以及在后围总成两端的下拐角内腔处设置后围板支撑板,改进了上拐角以及下拐角处的腔体结构,有效提升该区域承受弯扭载荷能力,进而有助于提升整个车身背门框架的车身扭转刚度及模态性能。
附图说明
24.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
25.图1是现有技术的背门框结构示意图;
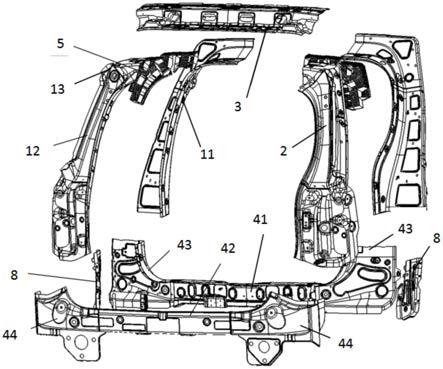
26.图2是本实用新型实施例的车身背门框架的结构示意图;
27.图3是本实用新型实施例的车身背门框架的爆炸结构示意图;
28.图4是卡接孔及卡接点的设置示意图;
29.图5是左侧d柱总成的上拐角处的截面示意图;
30.图6是加强件未发泡状态示意图;
31.图7是加强件发泡后状态示意图;
32.图8是后围板支撑板与后围侧连接板及后围侧封板的爆炸结构示意图;
33.图9是左侧d柱总成与后围侧连接板及后围侧封板的结构示意图;
34.图10是图9中a处放大图;
35.图中,1、左侧d柱总成;11、d柱内板;12、d柱外板、13、d柱上加强板;2、右侧d柱总成;3、顶盖后横梁总成;4、后围总成;41、后围内板;42、后围外板;43、后围侧连接板;44、后围侧封板;5、加强件;6、卡接孔;7、卡接点;8、后围板支撑板;81、结构孔。
具体实施方式
36.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
37.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“顶”、“底”等
指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
38.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
39.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
40.如图2-图3所示,是本实用新型实施例优选实施例的一种车身背门框架,主要包括左侧d柱总成1、右侧d柱总成2、顶盖后横梁总成 3、后围总成4、加强件5和后围板支撑板8。参见图2,左侧d柱总成 1、顶盖后横梁总成3、右侧d柱总成2及后围总成4依次首尾连接形成闭合的口字形框架。参见图3,加强件5分别设于左侧d柱总成1 以及右侧d柱总成2的上拐角内腔,加强件5的形状与上拐角的形状相似,起到填充上拐角的作用。后围板支撑板8设于后围总成4两端的下拐角内腔。
41.本实用新型提出了一种车身背门框架,对d柱框架的结构进行了改进,在两侧d柱总成的上拐角内腔处设置加强件5,以及在后围总成 4两端的下拐角内腔处设置后围板支撑板8,改进了上拐角以及下拐角处的腔体结构,有效提升该区域承受弯扭载荷能力。
42.本技术的一些实施例中,参见图3,左侧d柱总成1由d柱内板 11及d柱外板12叠合连接组成,且d柱外板12的上拐角处设有d柱上加强板13。参见图4,d柱上加强板13上设有卡接孔6,加强件5 对应位置处设有与卡接孔6形成卡接的卡接点7。参见图5,图5是左侧d柱总成1的上拐角处的截面示意图,加强件5的形状与上拐角的形状相似,卡接孔6与卡接点7优选设置有两组,分别位于上拐角的两端处,以有利于固定加强件5的位置。同理的,右侧d柱总成2的结构与左侧d柱总成1对称,加强件5在右侧上拐角处的设置与左侧上拐角处对称。
43.本技术的一些实施例中,加强件5为发泡加强件,车身过涂装后,加强件5泡发,通过胶粘形式填充在左侧d柱总成1的上拐角区域,使上拐角区域趋于实体结构,形成高刚度加强结构。参见图6,图6 为加强件5未泡发状态示意图,加强件5与左侧d柱总成1的钣金边界之间具有空隙。参见图7,为加强件5泡发后状态示意图,完全填充与钣金之间的空隙。
44.本技术的一些实施例中,后围总成4包括后围内板41、后围外板 42、后围侧连接板43和后围侧封板44。后围侧连接板43分别设于后围内板41的两端,后围侧封板44分别设于后围外板42的两端。后围内板41与后围外板42叠合连接形成后围总成4的本体,后围侧连接板43与后围侧封板44叠合连接形成后围总成4两端的下拐角。
45.本技术的一些实施例中,参见图8,后围板支撑板8设于下拐角内腔,后围板支撑板8优选为钣金板,且其靠近所述后围侧封板44的一侧上设有类似直角梯形的结构孔81。具体的,后围板支撑板8的上侧边、下侧边及靠近后围侧连接板43的侧边均设有焊接配合面m,通过焊接与后围侧连接板43连接。后围板支撑板8靠近后围侧封板44的侧边设有结构胶配合面n,通过结构胶与后围侧封板44连接,使后围板支撑板与后围外板的轴向成70
°
-130
°
夹
角,以提升腔体内x向(后围总成4的轴向)的扭转载荷承受能力。
46.参见图9及图10,后围侧封板44与后围侧连接板43叠合连接,后围侧连接板43通过烧焊与d柱内板11连接,烧焊的焊点h位于后围侧连接板43及后围侧封板与d柱内板11的夹层之间,如图10所示。
47.现有技术中,在d柱下拐角处,由于后地板后端布置蓄电池的影响,后围下拐角腔体截面受到挤压而减小,因此不利于该处载荷传递,从而造成该处应力集中。本实用新型通过设置后围板支撑板8,优化了后围侧连接板43与后围侧封板44形成的下拐角封闭腔体走势,再配合材料料厚的调整,能够大大提升下拐角的扭转载荷承受能力。
48.综上,本实用新型结合车身弯扭分析及布置空间受限空间状态,考虑工程化可行性情况下,在背门框结构上下端拐角受力灵敏度高的位置,针对性地增加了发泡填充的加强件5及性价比最优化的钣金加强结构后围板支撑板8,有效提升车身扭转刚度、模态及nvh性能。
49.其中,上拐角处的可行性新材料加强件5结构简单,连接工艺方便,生产线不需更改现有工艺流程,有效节约投资成本,下拐角处的加强结构采用传统焊接工艺,也不需新增产线投资。通过本实用新型提出的背门框加强方案,能够使整体车身结构更稳定,传力通道更连贯,使车身弯扭刚度比现有技术基础方案提升2000n/
°
,扭转模态提升 2.5hz,同比产生同样效果的车身加强方案重量减少2-2.5kg。
50.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1