一种轻量化汽车厢体生产工艺及厢体的制作方法
1.本发明涉及汽车厢体技术领域,具体是一种轻量化汽车厢体生产工艺及厢体。
背景技术:
2.厢式货车是一类具有独立的封闭结构车厢,或与驾驶室联成一体的整体式封闭结构车厢,主要用于载运货物的商用车。厢式货车可选后开门、左右开门、全封闭、半封闭、仓栅,具有机动灵活、操作方便,工作高效、运输量大,充分利用空间及安全、可靠等优点,广泛适用于运输各类货物,各大工厂、超市、个人均适用,它是全天候的,既可以在市际各种公路上,也可在城市市区内完成运输任务。
3.现有的厢式货车的厢体一般在车厢工厂生产后运输至货车工厂处,将厢体安装到货车上,由于生产好的厢体体积较大,搬运比较麻烦,搬运成本比较高;而且厢体内部中空,导致空间利用率低,每次只能运输少量的厢体,运输成本也较高,不利于提高整体经济效益。
技术实现要素:
4.本发明的目的在于提供一种轻量化汽车厢体生产工艺及厢体,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:
6.一种轻量化汽车厢体,包括上顶、底盘、前围、后围、第一侧围和第二侧围,所述上顶、底盘、前围、后围、第一侧围和第二侧围围成长方体厢体结构;所述底盘包括两根第二横梁和若干根第三横梁,所述第二横梁呈轨道状分布且所述第三横梁呈轨枕状依次固定设置于第二横梁顶部,所述底盘还包括底板,底板固定安装于第三横梁上;所述前围和后围分别包括两根水平设置的第二横边梁和两根竖直设置的纵边梁,所述前围和后围的第二横边梁和纵边梁首尾固定连接且围成矩形框;所述前围还包括前板,前板固定安装于所述第二横边梁和纵边梁围成矩形框内;所述后围还包括两扇对开设置的后门板,后门板通过铰链与后围的纵边梁连接,所述后门板和后围的第二横边梁上分别固定安装有相互配合的锁具;所述第一侧围和第二侧围分别包括两根水平设置的第一横边梁,所述第一侧围的两根第一横边梁之间固定连接有第一侧板,所述第二侧围的两根第一横边梁之间固定连接有两根门梁;两根门梁之间通过铰链安装有两扇对开设置的侧门板,所述侧门板和第二侧围的第一横边梁上分别固定安装有相互配合的锁具;所述第二侧围两根门梁外的第一横边梁之间还固定连接有第二侧板;所述上顶包括第一横梁和顶板,所述第一横梁固定连接于第一侧围和第二侧围顶部的两根第一横边梁之间;所述顶板固定安装于第一横梁上。
7.作为本发明进一步的方案:所述第二横梁与第三横梁连接处分别设置有底盘限位块,所述底盘限位块通过焊接方式分别与第二横梁和第三横梁固定连接;所述底板与第三横梁之间的连接方式采用焊接。
8.作为本发明再进一步的方案:所述第二横边梁和纵边梁通过焊接方式固定连接;
所述前板四侧边缘通过焊接与所述第二横边梁和纵边梁固定连接。
9.作为本发明再进一步的方案:所述第一侧板上下边缘通过焊接方式与所述第一横边梁固定连接;所述第二侧板三侧边缘通过焊接方式与所述第一横边梁和门梁固定连接。
10.作为本发明再进一步的方案:所述第一侧围和第二侧围底部的第一横边梁上以及所述底盘的第三横梁两端分别水平开设有若干相互配合的螺纹孔,所述第一侧围和第二侧围底部的第一横边梁分别通过螺栓紧固件与所述底盘的第三横梁固定连接;所述前围和后围底部的的第二横边梁上以及所述底盘的外侧两根第三横梁上分别水平开设有若干相互配合的螺纹孔,所述前围和后围底部的的第二横边梁分别通过螺栓紧固件与所述底盘的外侧两根第三横梁固定连接。
11.作为本发明再进一步的方案:相邻的两根第一横边梁和第二横边梁之间还通过连接角钢配合螺栓螺母紧固件固定连接。
12.作为本发明再进一步的方案:所述第一横梁两端以及第一侧围和第二侧围顶部的两根第一横边梁上分别水平开设有若干相互配合的通孔,所述第一横梁通过铆钉与第一侧围和第二侧围顶部的两根第一横边梁固定连接。
13.作为本发明再进一步的方案:所述顶板、前板、第一侧板和第二侧板均采用瓦楞板。
14.所述轻量化汽车厢体的生产工艺,其特征在于,包括以下步骤:
15.1)选取和加工特定尺寸的零件,包括第一横边梁、第二横边梁、纵边梁、第一横梁、顶板、第二横梁、第三横梁、底盘限位块、底板、前板、后门板、第一侧板、第二侧板、侧门板、铰链、锁具、连接角钢和门梁;在上述零件特定位置打通孔或螺纹孔;
16.2)组装底盘、前围、后围、第一侧围和第二侧围;
17.2.1)组装底盘:通过底盘限位块分别与第二横梁和第三横梁焊接将第二横梁与第三横梁固定,再将底板焊接在第三横梁上;
18.2.2)组装前围:通过焊接方式将第二横边梁和纵边梁首尾连接组成矩形框,再通过焊接方式将前板焊接固定于所述矩形框上;
19.2.3)组装后围:通过焊接方式将第二横边梁和纵边梁首尾连接组成矩形框,通过铰链将后门板安装在所述矩形框内,在后门板和所述第二横边梁上安装锁具;
20.2.4)组装第一侧围:通过焊接方式将第一侧板焊接固定于两根第一横边梁之间;
21.2.5)组装第二侧围:通过焊接方式将两根第一横边梁和两根门梁连接;通过铰链将侧门板安装在门梁内,在侧门板和所述第一横边梁上安装锁具;再通过焊接方式将第二侧板焊接固定于门梁外的两根所述第一横边梁之间;
22.3)对组装好的底盘、前围、后围、第一侧围和第二侧围以及未组装的第一横梁、顶板和其他零件打包,运送至客户指定地点后等待组装厢体;
23.4)组装厢体:将前围、后围、第一侧围和第二侧围分别通过螺纹连接的方式固定于底盘的四侧,获得无顶厢体;通过连接角钢对无顶厢体各个棱角进行加固;再通过铆接的方式将第一横梁固定于厢体顶部的两根第一横边梁之间,通过铆接方式将顶板固定于厢体顶部的第一横边梁和第一横梁上;
24.5)对组装好的厢体进行检验,检验合格后完成。
25.相较于现有技术,本发明的有益效果如下:
26.1、底盘、前围、后围、第一侧围和第二侧围各自零件的连接安装主要采用焊接方式进行安装,单个部件的一体性较强;
27.2、底盘、前围、后围、第一侧围和第二侧围之间的连接安装主要采用螺纹连接方式进行安装,安装比较方便快捷,使用工具相对简单,且容错率较高,有利于客户拆装;
28.3、上顶的安装采用铆接的方式,安装速度更快且能有效降低安装难度;
29.4、相邻的两根第一横边梁和第二横边梁之间通过连接角钢配合螺栓螺母紧固件固定连接,使得相邻的底盘、前围、后围、第一侧围和第二侧围之间均存在连接关系,从而保证安装后厢体的稳定性;
30.5、采用模块化设计,厢体各部件可以分开运输,各部件搬运方便,降低搬运成本,且大大提高了空间利用率,降低运输成本;通过不同连接安装方式的组合,有效提高了客户安装的效率;
31.6、厢体模块化的设计更容易形成标准化,方便将各零部件设计成标准件,大大提高生产效率和降低生产成本。
附图说明
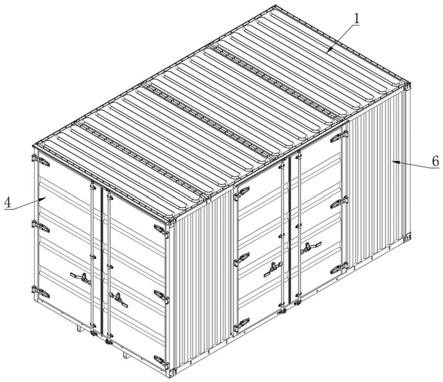
32.图1为轻量化汽车厢体的结构示意图。
33.图2为轻量化汽车厢体在另一方向的结构示意图。
34.图3为轻量化汽车厢体在a处的局部结构示意图。
35.图4为轻量化汽车厢体顶板去除后的结构示意图。
36.图5为轻量化汽车厢体拆解时的结构示意图。
37.图6为轻量化汽车厢体中底盘的结构示意图。
38.图7为轻量化汽车厢体中后围的结构示意图。
39.图8为轻量化汽车厢体中第二侧围的结构示意图。
40.附图标记注释:1
‑
上顶、2
‑
底盘、3
‑
前围、4
‑
后围、5
‑
第一侧围、6
‑
第二侧围、7
‑
第一横边梁、8
‑
第二横边梁、9
‑
纵边梁、10
‑
第一横梁、11
‑
顶板、12
‑
第二横梁、13
‑
第三横梁、14
‑
底盘限位块、15
‑
底板、16
‑
前板、17
‑
后门板、18
‑
第一侧板、19
‑
第二侧板、20
‑
侧门板、21
‑
铰链、22
‑
锁具、23
‑
连接角钢。
具体实施方式
41.以下实施例会结合附图对本发明进行详述,在附图或说明中,相似或相同的部分使用相同的标号,并且在实际应用中,各部件的形状、厚度或高度可扩大或缩小。本发明所列举的各实施例仅用以说明本发明,并非用以限制本发明的范围。对本发明所作的任何显而易知的修饰或变更都不脱离本发明的精神与范围。
42.实施例1
43.请参阅图1~8,本发明实施例中,一种轻量化汽车厢体,包括上顶1、底盘2、前围3、后围4、第一侧围5和第二侧围6,所述上顶1、底盘2、前围3、后围4、第一侧围5和第二侧围6围成长方体厢体结构;
44.所述底盘2包括两根第二横梁12和若干根第三横梁13,所述第二横梁12呈轨道状分布且所述第三横梁13呈轨枕状依次固定设置于第二横梁12顶部,进一步地,所述第二横
梁12与第三横梁13连接处分别设置有底盘限位块14,所述底盘限位块14通过焊接方式分别与第二横梁12和第三横梁13固定连接,从而保证第二横梁12和第三横梁13紧固连接且避免发生偏移,安装也比较方便,所述底盘2还包括底板15,底板15固定安装于第三横梁13上,优选地,所述底板15与第三横梁13之间的连接方式采用焊接;通过第二横梁12和第三横梁13的设置,大大提高了底盘2的强度,使得底盘2承重能力更高;
45.所述前围3和后围4分别包括两根水平设置的第二横边梁8和两根竖直设置的纵边梁9,所述前围3和后围4的第二横边梁8和纵边梁9首尾固定连接且围成矩形框,优选地,所述第二横边梁8和纵边梁9通过焊接方式固定连接,安装更方便;所述前围3还包括前板16,前板16固定安装于所述第二横边梁8和纵边梁9围成矩形框内,优选地,所述前板16四侧边缘通过焊接与所述第二横边梁8和纵边梁9固定连接;所述后围4还包括两扇对开设置的后门板17,后门板17通过铰链21与后围4的纵边梁9连接,所述后门板17和后围4的第二横边梁8上分别固定安装有相互配合的锁具22;
46.所述第一侧围5和第二侧围6分别包括两根水平设置的第一横边梁7,所述第一侧围5的两根第一横边梁7之间固定连接有第一侧板18,优选地,所述第一侧板18上下边缘通过焊接方式与所述第一横边梁7固定连接;所述第二侧围6的两根第一横边梁7之间固定连接有两根门梁,连接方式优选焊接;两根门梁之间通过铰链21安装有两扇对开设置的侧门板20,所述侧门板20和第二侧围6的第一横边梁7上分别固定安装有相互配合的锁具22;所述第二侧围6两根门梁外的第一横边梁7之间还固定连接有第二侧板19,优选地,所述第二侧板19三侧边缘通过焊接方式与所述第一横边梁7和门梁固定连接;
47.所述第一侧围5和第二侧围6底部的第一横边梁7上以及所述底盘2的第三横梁13两端分别水平开设有若干相互配合的螺纹孔,所述第一侧围5和第二侧围6底部的第一横边梁7分别通过螺栓紧固件与所述底盘2的第三横梁13固定连接;所述前围3和后围4底部的的第二横边梁8上以及所述底盘2的外侧两根第三横梁13上分别水平开设有若干相互配合的螺纹孔,所述前围3和后围4底部的的第二横边梁8分别通过螺栓紧固件与所述底盘2的外侧两根第三横梁13固定连接,由此组成一个无盖的箱体结构;相邻的两根第一横边梁7和第二横边梁8之间还通过连接角钢23配合螺栓螺母紧固件固定连接,使得相邻的底盘2、前围3、后围4、第一侧围5和第二侧围6之间均存在连接关系,从而保证安装后厢体的稳定性;
48.所述上顶1包括第一横梁10和顶板11,所述第一横梁10固定连接于第一侧围5和第二侧围6顶部的两根第一横边梁7之间,所述第一横梁10两端以及第一侧围5和第二侧围6顶部的两根第一横边梁7上分别水平开设有若干相互配合的通孔,所述第一横梁10通过铆钉与第一侧围5和第二侧围6顶部的两根第一横边梁7固定连接;所述顶板11固定安装于第一横梁10上,所述顶板11和第一横梁10上以及前围3和后围4顶部的第二横边梁8上分别竖直开设有若干相互配合的通孔,所述顶板11通过铆钉与第一横梁10以及前围3和后围4顶部的第二横边梁8固定连接;所述第一横梁10设置有若干根,所述顶板11设置有若干块,通过增加第一横梁10的根数减小单块顶板11的面积,从而防止形变,提高整体强度;
49.优选地,所述顶板11、前板16、第一侧板18和第二侧板19均采用瓦楞板,在降低板材重量的情况下保证结构强度;
50.底盘2、前围3、后围4、第一侧围5和第二侧围6各自零件的连接安装主要采用焊接方式进行安装,单个部件的一体性较强;底盘2、前围3、后围4、第一侧围5和第二侧围6之间
的连接安装主要采用螺纹连接方式进行安装,安装比较方便快捷,使用工具相对简单,且容错率较高,有利于客户拆装;上顶1的安装采用铆接的方式,安装速度更快且能有效降低安装难度;采用模块化设计,厢体各部件可以分开运输,各部件搬运方便,降低搬运成本,且大大提高了空间利用率,降低运输成本;通过不同连接安装方式的组合,有效提高了客户安装的效率。
51.实施例2
52.请参阅图1~8,基于实施例1的轻量化汽车厢体的生产工艺,包括如下步骤:
53.1)选取和加工特定尺寸的零件,包括第一横边梁7、第二横边梁8、纵边梁9、第一横梁10、顶板11、第二横梁12、第三横梁13、底盘限位块14、底板15、前板16、后门板17、第一侧板18、第二侧板19、侧门板20、铰链21、锁具22、连接角钢23和门梁;在上述零件特定位置打通孔或螺纹孔;
54.2)组装底盘2、前围3、后围4、第一侧围5和第二侧围6;
55.2.1)组装底盘2:通过底盘限位块14分别与第二横梁12和第三横梁13焊接将第二横梁12与第三横梁13固定,再将底板焊接在第三横梁13上;
56.2.2)组装前围3:通过焊接方式将第二横边梁8和纵边梁9首尾连接组成矩形框,再通过焊接方式将前板16焊接固定于所述矩形框上;
57.2.3)组装后围4:通过焊接方式将第二横边梁8和纵边梁9首尾连接组成矩形框,通过铰链21将后门板17安装在所述矩形框内,在后门板17和所述第二横边梁8上安装锁具22;
58.2.4)组装第一侧围:通过焊接方式将第一侧板18焊接固定于两根第一横边梁7之间;
59.2.5)组装第二侧围:通过焊接方式将两根第一横边梁7和两根门梁连接;通过铰链21将侧门板20安装在门梁内,在侧门板20和所述第一横边梁7上安装锁具22;再通过焊接方式将第二侧板19焊接固定于门梁外的两根所述第一横边梁7之间;
60.3)对组装好的底盘2、前围3、后围4、第一侧围5和第二侧围6以及未组装的第一横梁10、顶板11和其他零件打包,运送至客户指定地点后等待组装厢体;
61.4)组装厢体:将前围3、后围4、第一侧围5和第二侧围6分别通过螺纹连接的方式固定于底盘2的四侧,获得无顶厢体;通过连接角钢对无顶厢体各个棱角进行加固;再通过铆接的方式将第一横梁10固定于厢体顶部的两根第一横边梁7之间,通过铆接方式将顶板11固定于厢体顶部的第一横边梁7和第一横梁10上;
62.5)对组装好的厢体进行检验,检验合格后完成。
63.上述生产工艺包含两部分,第一部分包含步骤1)和步骤2),此部分在工厂内生产完成,完成后将各零部件打包后发往客户处再进行第二部分,第二部分包含步骤步骤4)和步骤5);通过将生产工艺分部进行,从而降低运输成本;同时,厢体模块化的设计也更容易形成标准化,方便将各零部件设计成标准件,大大提高生产效率和降低生产成本。
64.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
65.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1