集成能量吸收铸件的制作方法
所公开的主题大体上涉及用于制造用于车辆中的集成能量吸收铸件的系统和方法。更具体地,本主题涉及车身部件,该车身部件被铸造为单体式单件,并提供能量吸收碰撞保护以免车辆受冲击。
背景技术:
1、用于车辆的传统碰撞冲击能量吸收系统包括多个多件部件。例如,碰撞冲击能量吸收系统可以在车辆的前端和后端具有多个连接件,这些连接件被构造成多个级,这些级被设计成响应于冲击力而压缩或挤压(crush)。这些多个级可包括响应于冲击力而起皱的金属冲压件或挤压部件。
2、安装在车辆上的传统碰撞冲击能量吸收系统由于其多件式和分级的传统设计,无法支持对高效制造和设计可扩展性的日益增长的需求。此外,随着构成冲击能量吸收系统的部件数量的增加,与制造、安装和维修这些传统冲击能量吸收系统相关的复杂性和成本变得过高。
技术实现思路
1、出于总结的目的,本文描述了一些方面、优点和新颖的特征。应当理解,根据任何一个特定实施例,并非所有这些优点都可以实现。因此,所公开的主题可以以实现或优化一个优点或一组优点而不实现本文所教导或建议的所有优点的方式来体现或实现。
2、本文描述的主题的一个或多个变体的细节在附图和下面的描述中阐述。本文所述主题的其他特征和优点将从说明书和附图以及权利要求书中显而易见。然而,所公开的主题不限于所公开的任何特定实施例。
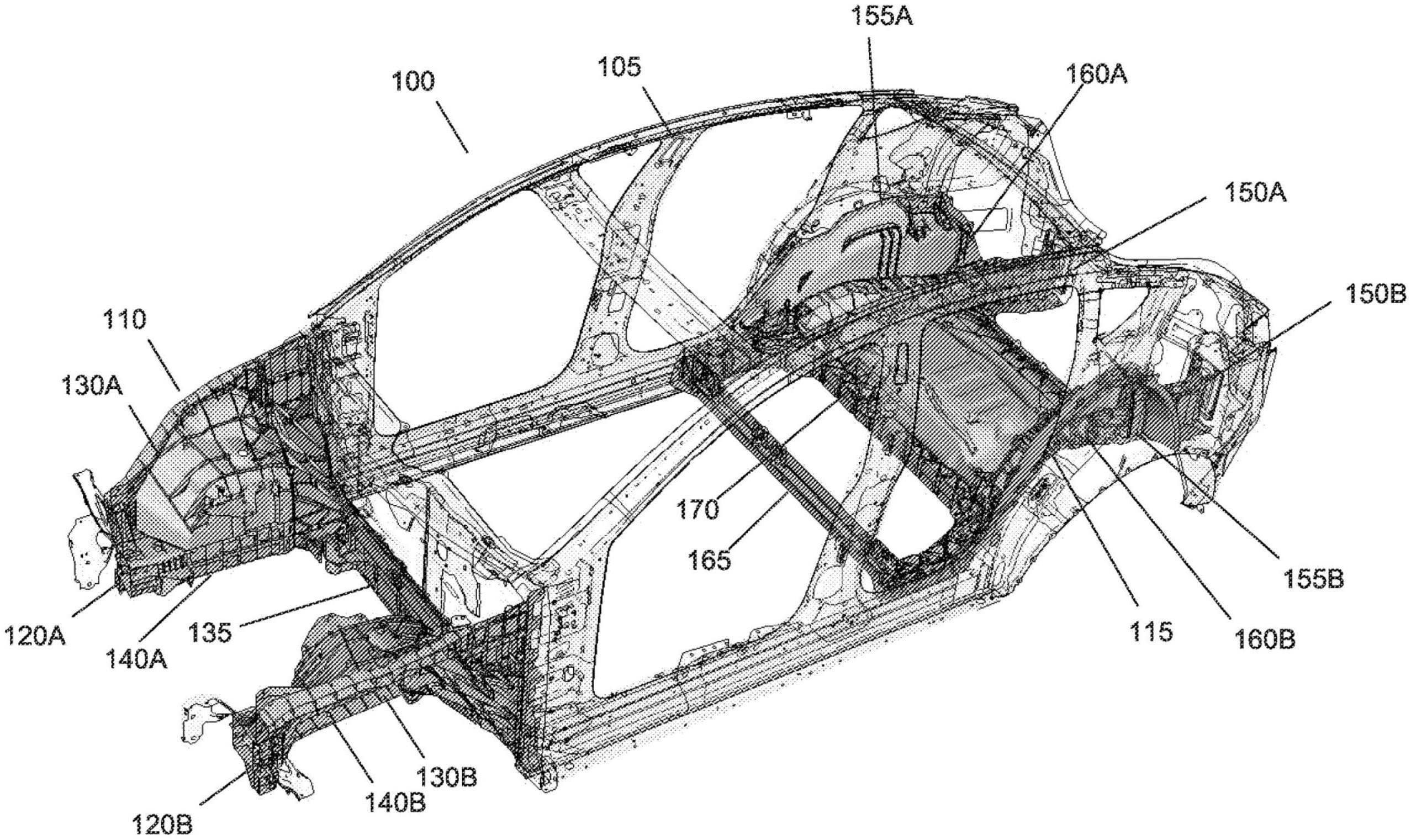
3、一个实施例是一种由单体铸造金属部件形成的用于车辆的集成能量吸收系统。该系统可以包括通过由支撑件连接的左轮舱和右轮舱;与客舱框架的第一连接;与车身面板或保险杠的第二连接部;以及邻近左轮舱的第一褶皱区和邻近右轮舱的第二褶皱区。
4、另一实施例是一种制造用于车辆的集成能量吸收系统的方法。该方法可以包括铸造单体金属件,该单体金属件包括由横向支撑件连接的左轮舱和右轮舱并且具有临近左轮舱和前轮舱的褶皱区。
技术特征:
1.一种用于车辆的集成能量吸收系统,所述集成能量吸收系统由单体铸造金属部件形成并且包括:
2.根据权利要求1所述的集成能量吸收系统,其中所述集成能量吸收系统位于所述车辆前部。
3.根据权利要求2所述的集成能量吸收系统,其中至所述车辆客舱框架的所述至少一个安装件位于所述单体铸造金属部件的后部。
4.根据权利要求2所述的集成能量吸收系统,其中所述第二连接部被安装到前保险杠。
5.根据权利要求2所述的集成能量吸收系统,其中所述第一褶皱区和所述第二褶皱区具有由多个单独的单元形成的微单元结构。
6.根据权利要求1所述的集成能量吸收系统,其中所述集成能量吸收系统位于所述车辆的尾部。
7.根据权利要求6所述的集成能量吸收系统,其中至所述车辆客舱框架的所述至少一个安装件位于所述单体铸造金属部件的前部。
8.根据权利要求6所述的集成能量吸收系统,其中所述第二连接部被安装到后车身面板或保险杠。
9.根据权利要求2或6所述的集成能量吸收系统,其中所述第一褶皱区和所述第二褶皱区具有由多个单独的单元形成的微单元结构。
10.根据权利要求1所述的集成能量吸收系统,其中所述第一褶皱区或所述第二褶皱区包括带肋的“c”形区段。
11.根据权利要求10所述的集成能量吸收系统,其中所述带肋的“c”形区段包括形成所述“c”形区段的顶部腹板、底部腹板和竖直腹板。
12.根据权利要求11所述的集成能量吸收系统,其中所述带肋的“c”形区段还包括中间腹板,以增加能量吸收。
13.根据权利要求10所述的集成能量吸收系统,其中所述带肋的“c”形区段还包括多个扇形肋,以促进渐进挤压。
14.根据权利要求1所述的集成能量吸收系统,其中所述第一褶皱区和所述第二褶皱区包括带肋的“i”形区段。
15.根据权利要求1所述的集成能量吸收系统,其中所述集成能量吸收系统位于所述车辆的尾部,并且所述第一褶皱区和所述第二褶皱区包括波形轮廓。
16.根据权利要求15所述的集成能量吸收系统,其中所述波形轮廓位于带肋区段的顶部腹板和底部腹板上。
17.根据权利要求15所述的集成能量吸收系统,其中所述波形轮廓位于带肋区段的肋之间。
18.根据权利要求15所述的集成能量吸收系统,其中所述波形轮廓位于带肋区段的中间腹板上。
19.根据权利要求1所述的集成能量吸收系统,其中所述铸件包括铝金属。
20.根据权利要求19所述的集成能量吸收系统,其中所述铸件包括铝和镁合金或铝和硅合金。
21.一种制造用于车辆的集成能量吸收系统的方法,包括:
22.根据权利要求21所述的方法,其中铸造所述单体金属件包括在压力下将熔融金属放置到模具中以铸造所述单体金属件。
23.根据权利要求22所述的方法,其中将所述熔融金属放置到所述模具中包括将所述熔融金属放置到压铸机中,所述压铸机具有55,000至61,000千牛顿(5,600至6,200tf)的夹紧模力。
24.根据权利要求22所述的方法,其中将所述熔融金属放置到所述模具中包括以大约每秒6米的速度将所述熔融金属放置到压铸机中。
技术总结
一种具有前部集成能量吸收铸件和后部集成能量吸收铸件的车辆集成能量吸收系统。每个前部和后部铸件都是单个统一的铸件,其构成了集成的能量吸收系统。带肋区段(诸如“I”形区段和“C”形区段)构成铸件,并由各种不同的技术和/或成型(诸如切口、波形轮廓、渐缩部、扩张部和/或肋间隔)形成。诸如封闭区段铸件的附加区段也可以集成在集成能量吸收系统中。
技术研发人员:A·赖,S·S·萨万特,P·温伯格,M·伯吉斯,T·斯宾塞,P·科恩迈尔,G·帕丁森,P·D·爱德华兹,C·里纳尔迪,A·瑞科尔,C·库曼,D·莫尔
受保护的技术使用者:特斯拉公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!