一种总装车间使用的车门装配线的制作方法
1.本实用新型涉及汽车生产线技术领域,尤其涉及一种总装车间使用的车门装配线。
背景技术:
2.车门是为驾驶员和乘客提供出入车辆的通道,并隔绝车外干扰,在一定程度上减轻侧面撞击,保护乘员。汽车的美观也与车门的造型有关。车门的好坏,主要体现在,车门的防撞性能,车门的密封性能,车门的开合便利性,当然还有其它使用功能的指标等。汽车车门安装是汽车总装中重要的部分之一,主要包括车门拆除、车门分装和车门合装三个工序,这三个工序是布置在不同的运行线路上的,因此车门安装需要布置较长的生产线,对厂房车间的空间要求较高。
3.因总装生产时,要在成车线装配仪表合件、座椅等大件,需要车门在这些大件装配完成后再进行装配。另因车门上装配的零部件较多,以往在单体工装上对车门进行分装,如专利号为cn209426900u的实用新型公开了一种车门安装线,包括内饰线、车门分装线、终线总装配线、agv小车、车门吊具、空中摩擦线、升降机;该实用新型公开的车门安装线结合通过agv小车以及升降机将车门的地面输送线路与空中输送线路相结合,使车门安装线和安装流程更加柔性化,能够适用于不用车型车门的安装。类似于该实用新型这种单体工装对车门进行分装,不光装配效率低下,而且经常出现装配过程中磕碰划伤问题,影响生产效率和产品质量。
4.基于上述技术问题,本领域的技术人员亟需研发一种装配效率高,提升工人劳动效率并保证装配质量的总装车间使用的车门装配线。
技术实现要素:
5.本实用新型的目的是提供一种装配效率高,提升工人劳动效率并保证装配质量的总装车间使用的车门装配线。
6.为了实现上述目的,本实用新型提供如下技术方案:
7.本实用新型的一种总装车间使用的车门装配线,该装配线包括:
8.车门拆卸区;以及
9.空车门输送线,空车门在所述车门拆卸区从车身上拆下、并送至所述空车门输送线;
10.车门储存区,其能够储存空车门、并通过吊具将空车门悬于空中;所述空车门输送线能够将空车门从空中输送至所述车门储存区;
11.车门装配线,空车门在所述车门装配线上进行流水装配,且所述车门装配线的两端均设有升降设备;
12.该装配线还包括:
13.车门输送线;以及
14.举升部,装配后的车门通过所述车门输送线输送至所述举升部,且所述举升部用以对装配后的左右车门进行升降;
15.返回线,空吊具能够通过所述返回线从空中返回。
16.进一步的,所述车门拆卸区设置在pbs钢平台上,且拆门采用助力机械手进行操作。
17.进一步的,所述空车门输送线、车门装配线和车门输送线均采用空中摩擦线输送。
18.进一步的,所述车门装配线具有初始端和终端,所述初始端设有车门线初始工位升降机;
19.所述车门装配线的终端设有车门线终端升级机。
20.进一步的,车门装配线包括车门分装线,空车门在所述车门分装线上进行分装;以及
21.第二车门输送线,所述第二车门输送线采用空中摩擦线将分装后的车门输送所述举升部。
22.优选的,所述车门装配线工设有15个有效分装工位,且工位间距为4500mm,在每个工位上车门下沿至地面垂直高度为500mm。
23.进一步的,所述举升部包括右车门终端升降机,其用以升降装配后的右车门;
24.左车门终端升降机,其用以升降装配后的左车门。
25.在上述技术方案中,本实用新型提供的一种总装车间使用的车门装配线,具有以下有益效果:
26.本实用新型的一种总装车间使用的车门装配线从拆车门开始,一直在车门分装、排序、存放及装配,均为流水线形式,提升工人劳动效率并保证装配质量,实用性强。
附图说明
27.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
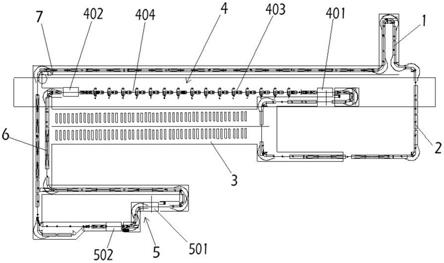
28.图1为本实用新型实施例提供的一种总装车间使用的车门装配线的整体结构示意图。
29.附图标记说明:
30.1、车门拆卸区;2、空车门输送线;3、车门储存区;4、车门装配线;5、举升部;6、车门输送线;7、返回线;
31.401、车门线初始工位升降机;402、车门线终端升级机;403、车门分装线;404、第二车门输送线;
32.501、右车门终端升降机;502、左车门终端升降机。
具体实施方式
33.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
34.参见图1所示;
35.本实用新型的一种总装车间使用的车门装配线,该装配线包括:
36.车门拆卸区1;以及
37.空车门输送线2,空车门在所述车门拆卸区1从车身上拆下、并送至所述空车门输送线2;
38.车门储存区3,其能够储存空车门、并通过吊具将空车门悬于空中;所述空车门输送线2能够将空车门从空中输送至所述车门储存区3;
39.车门装配线4,空车门在所述车门装配线4上进行流水装配,且所述车门装配线4的两端均设有升降设备;
40.该装配线还包括:
41.车门输送线6;以及
42.举升部5,装配后的车门通过所述车门输送线6输送至所述举升部5,且所述举升部5用以对装配后的左右车门进行升降;
43.返回线7,空吊具能够通过所述返回线7从空中返回。
44.本实用新型的一种总装车间使用的车门装配线吊具的整体流动方向为车门拆卸区1——空车门输送线2——车门储存区3——车门装配线4——车门输送线6——举升部5——返回线7——车门拆卸区1。
45.作为本实施例进一步的介绍,所述车门拆卸区1设置在pbs钢平台上,且拆门采用助力机械手进行操作。装门工位设置在f12~f14工位,由助力机械手将车门取下再与车体合装,升降机的设置确保机械手的安装空间并在升降过程中不与机械手干涉。
46.作为本实施例进一步的介绍,所述空车门输送线2、车门装配线4和车门输送线4均采用空中摩擦线输送。车组采用整体挂钩方式,分段摩擦驱动(在长的快速输送段每3或4组吊具设置1组驱动),车组能自动编组及脱钩。
47.作为本实施例进一步的介绍,所述车门装配线4具有初始端和终端,所述初始端设有车门线初始工位升降机401;
48.所述车门装配线4的终端设有车门线终端升级机402。装配时,车门可旋转打开60
°
,以方便安装门把手等;在工艺段,吊具设有导向轨,以保证车门在进行装配时不发生倾斜及晃动。
49.作为本实施例进一步的介绍,车门装配线4包括车门分装线403,空车门在所述车门分装线403上进行分装;以及
50.第二车门输送线404,所述第二车门输送线404采用空中摩擦线将分装后的车门输送所述举升部5。
51.作为本实施例优选的技术方案,所述车门装配线4工设有15个有效分装工位,且工位间距为4500mm,在每个工位上车门下沿至地面垂直高度为500mm;生产节拍1.7min/台。
52.作为本实施例进一步的介绍,所述举升部5包括右车门终端升降机501,其用以升降装配后的右车门;
53.左车门终端升降机502,其用以升降装配后的左车门。本实施例共设有四台升降机,其中右车门终端升降机501和左车门终端升降机502分别设在15个工位中的12和14工位。
54.线体设置满足以下条件:1、车门与原车身一一对应关系需保证;2、从拆门到装门
的线体长度在满足一一对应;3、设有吊具维修存放区。
55.在空中储存采取横向存储形式,以节约占用空间。
56.每套吊具装载4个车门(同一台车的门),车组采用四车组,单个空车门重量大约为30
㎏
,单个装配好的车门最大重量约为50
㎏
。
57.需检修的吊具由分流道岔进入检修区检修,完成后再通过合流道岔进入主线重新投入使用,检修区采用钢平台。
58.为考虑下线车门返修需要,提供返修吊具3套(带移动车轮,不考虑吊具打开)。在空中储存采取横向积放形式。
59.分装前的车门从空中降至车门分装线403,通过过渡摩擦驱动和横向存储区输送至分装工位;分装完的车门通过过渡摩擦驱动进入升降机,转入空中摩擦快速段,并快速输送至车门装配工位。在车门分装线403工艺段,升降机进入工艺段及工艺段进入升降机区域各设置一段快速过渡段,同时需确保工艺段所有工位节拍一致;
60.车门储存区3的意义:因拆车门工位到后序装车门合件(成车工位)工位,中间差了近60个工位(中间有内饰线、底盘线,装车门在成车线8工位)。需要缓存排序,来保证车门与整车一对一的关系。
61.在上述技术方案中,本实用新型提供的一种总装车间使用的车门装配线,具有以下有益效果:
62.本实用新型的一种总装车间使用的车门装配线从拆车门开始,一直在车门分装、排序、存放及装配,均为流水线形式,提升工人劳动效率并保证装配质量,实用性强。
63.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1