一种ECU组件轴向安装的紧凑型电动助力转向的动力单元的制作方法
一种ecu组件轴向安装的紧凑型电动助力转向的动力单元
技术领域
1.本实用新型涉及汽车电动助力转向技术领域,具体地说是一种ecu组件轴向安装的紧凑型电动助力转向的动力单元。
背景技术:
2.现有电动助力转向装置中,动力单元中ecu的pcb板布置方式常采用两种结构;一种为单pcb板设计方式,此时pcb板尺寸较大,ecu整体径向空间尺寸随之变大,而实际尺寸往往受到整车安装空间限制;另一种为多层pcb板且采用上下结构设计方式,此时pcb板尺寸受到电机直径尺寸约束,只能设计很小,导致往往需要3块及以上的pcb板,产品成本较高,且ecu内部电连接方式复杂,整体制造工序繁琐。
技术实现要素:
3.本实用新型为克服现有技术的不足,提供一种ecu组件轴向安装的紧凑型电动助力转向的动力单元,主要目的是减小eps(电动助力转向系统)中的powerpck(动力单元)的空间尺寸,简化设计结构,提高其制造工艺性;同时提高动力单元散热能力,提供的冗余空间也可作为高功率(大型号)转向系统动力单元的解决方案。
4.为实现上述目的,设计一种ecu组件轴向安装的紧凑型电动助力转向的动力单元,包括电机组件、ecu组件、盖板,其特征在于:电机组件的一侧连接设有ecu组件,电机组件及ecu组件通过盖板密封;所述的ecu组件位于电机组件的顶部位置。
5.所述的电机组件的顶部采用导热胶及粘接胶连接ecu组件;所述的电机组件的侧面采用密封胶与盖板连接,位于盖板与电机组件的侧面之间设有主pcb板,主pcb板的四周分别采用固定螺钉与电机组件连接,所述的主pcb板与电机组件之间设有导热脂。
6.所述的ecu组件包括ecu壳体、副pcb板、rps芯片、外部连接器接口、三相转接端子、接口pin针、连接器、直角pin针、主定位柱、副定位柱,位于ecu壳体的顶部一侧设有若干外部连接器接口,外部连接器接口内设有若干接口pin针,位于外部连接器接口下方的ecu壳体内壁上连接设有连接器的上端,位于ecu壳体的顶部另一侧的内壁上分别设有三相转接端子,ecu壳体的下方采用安装螺钉连接设有副pcb板,所述的连接器的下端连接直角pin针的上端,直角pin针的下端贯穿副pcb板;所述的副pcb板的底部连接rps芯片。
7.所述的ecu壳体内部的左右两侧分别设有副定位柱,ecu壳体的侧面设有左右两侧分别设有主定位柱。
8.所述的ecu壳体的结构与电机组件的顶部的结构相匹配。
9.所述的盖板及主pcb板为矩形面板结构,盖板的外缘设有若干卡槽。
10.所述的密封胶为矩形框架结构。
11.所述的电机组件包括电机壳体、导热板、电机轴、转子、定子、三相电源pin针、磁铁组件,电机壳体的顶部连接设有导热板,位于电机壳体内部设有电机轴,电机轴的中部套设有转子,转子的外侧套设有定子,位于定子的上端设有三相电源pin针;所述的电机轴的顶
部贯穿导热板并采用连接件连接磁铁组件;位于磁铁组件一侧的导热板上设有扇形凸台。
12.位于电机壳体的侧面设有若干矩形凸台。
13.本实用新型同现有技术相比,提供一种ecu组件轴向安装的紧凑型电动助力转向的动力单元,主要目的是减小eps(电动助力转向系统)中的powerpck(动力单元)的空间尺寸,简化设计结构,提高其制造工艺性;同时提高动力单元散热能力,提供的冗余空间也可作为高功率(大型号)转向系统动力单元的解决方案。
附图说明
14.图1是应用本实用新型的电动助力转向系统的框图。
15.图2是本实用新型电动助力转向动力单元的轴测图。
16.图3是本实用新型电动助力转向动力单元的爆炸图。
17.图4是本实用新型电动助力转向动力单元的剖视图1。
18.图5是本实用新型电动助力转向动力单元的剖视图2。
19.图6是本实用新型中涉及的ecu组件的轴测图。
20.图7是本实用新型中涉及的ecu壳体的轴测图。
21.图8是本实用新型中涉及的电机组件的轴测图。
22.图9是本实用新型中涉及的盖板的轴测图。
具体实施方式
23.下面根据附图对本实用新型做进一步的说明。
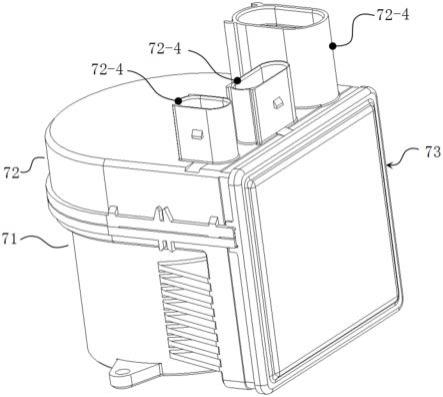
24.如图2至图9所示,电机组件71的一侧连接设有ecu组件72,电机组件71及ecu组件72通过盖板73密封;所述的ecu组件72位于电机组件71的顶部位置。
25.电机组件71的顶部采用导热胶74及粘接胶75连接ecu组件72;所述的电机组件71的侧面采用密封胶76与盖板73连接,位于盖板73与电机组件71的侧面之间设有主pcb板77,主pcb板77的四周分别采用固定螺钉与电机组件71连接,所述的主pcb板77与电机组件71之间设有导热脂78。
26.ecu组件72包括ecu壳体、副pcb板、rps芯片、外部连接器接口、三相转接端子、接口pin针、连接器、直角pin针、主定位柱、副定位柱,位于ecu壳体72-1的顶部一侧设有若干外部连接器接口72-4,外部连接器接口72-4内设有若干接口pin针72-6,位于外部连接器接口72-4下方的ecu壳体72-1内壁上连接设有连接器72-7的上端,位于ecu壳体72-1的顶部另一侧的内壁上分别设有三相转接端子72-5,ecu壳体72-1的下方采用安装螺钉连接设有副pcb板72-2,所述的连接器72-7的下端连接直角pin针72-8的上端,直角pin针72-8的下端贯穿副pcb板72-2;所述的副pcb板72-2的底部连接rps芯片72-3。
27.ecu壳体72-1内部的左右两侧分别设有副定位柱72-10,ecu壳体72-1的侧面设有左右两侧分别设有主定位柱72-9。
28.ecu壳体72-1的结构与电机组件71的顶部的结构相匹配。
29.盖板73及主pcb板77为矩形面板结构,盖板73的外缘设有若干卡槽。
30.密封胶76为矩形框架结构。
31.电机组件71包括电机壳体、导热板、电机轴、转子、定子、三相电源pin针、磁铁组
件,电机壳体71-1的顶部连接设有导热板71-4,位于电机壳体71-1内部设有电机轴71-2,电机轴71-2的中部套设有转子71-5,转子71-5的外侧套设有定子71-6,位于定子71-6的上端设有三相电源pin针71-7;所述的电机轴71-2的顶部贯穿导热板71-4并采用连接件连接磁铁组件71-3;位于磁铁组件71-3一侧的导热板71-4上设有扇形凸台71-8。
32.位于电机壳体71-1的侧面设有若干矩形凸台71-9。
33.助力转向原理:如图1所示,方向盘1和管柱3相连,管柱3中输入轴2与输出轴6之间设有扭矩转角传感器4,动力单元7与减速机构5相连,减速机构5与输出轴6相连。当转动方向盘1时,输入轴2相对输出轴6形成角度差,扭矩转角传感器4检测扭矩角度与方向盘转角,并把该信号传递给动力单元7中ecu组件,ecu 组件根据该信号驱动电机,电机的转矩通过减速机构5作用到输出轴6,实现助力。输出轴6通过中间轴8与机械转向机9相连,转矩转化为齿条轴向力,驱动车轮实现转向。
34.如图2~图9所示,ecu组件72由ecu壳体72-1,副pcb板72-2,若干安装螺钉,连接器72-7组成,连接器72-7嵌入注塑在ecu壳体72-1内,连接器72-7连接直角pin针72-8,ecu壳体72-1内设有外部连接器接口72-4,外部连接器接口72-4中含若干接口pin针72-6,ecu壳体72-1还设有三相转接端子72-5,衬套。副pcb板72-2通过两处副定位柱72-10定位,通过安装螺钉安装固定在衬套上,直角pin针72-8的转接端与副pcb板72-2上对应焊接孔焊接,形成焊接区;三相转接端子72-5的三相焊接端与副pcb板72-2上对应焊接孔焊接,形成焊接区;外部连接器接口72-4的接口pin针72-6的接口焊接端与副pcb板72-2上对应焊接孔焊接,依次形成焊接区,实现电连接。
35.ecu壳体72-1上u型槽与电机壳体71-1上的凸筋通过粘接胶75配合,实现ecu组件72与电机组件71的连接,同时,副pcb板72-2上设有穿孔与三相转接端子72-5的三相对插端位置一一对应,电机组件71中含一组三相电源pin针71-7,当ecu组件72与电机组件71对配安装时,三相电源pin针71-7穿过穿孔与三相对插端对插配合,实现电连接。同时,电机组件71中还包含有导热板71-4与电机轴71-2,电机轴上71-2安装有磁铁组件71-3,导热板71-4上设有扇形凸台71-8,副pcb板72-2与扇形凸台71-8之间设有导热胶,用于副pcb板72-2的导热。副pcb板72-2上rps芯片72-3位于磁铁组件71-3正上方,用于电机转角信号测量。
36.ecu组件72与电机组件71安装完成后,主pcb板77通过ecu壳体72-1上两处主定位柱72-9定位,通过固定螺钉安装固定在螺钉孔上,直角pin针72-8的转接端与主pcb板77上对应焊接孔焊接,形成焊接区域,实现电连接。矩形凸台71-9与主pcb板77之间设有导热脂78,用于主pcb板 77的导热,电机壳体71-1两侧设有隔板,加速电机散热。电机壳体71-1还设有凸筋,与ecu壳体72-1上的凸筋构成完整一圈,共同与盖板73配合,整圈筋与盖板73通过密封胶76实现粘接密封,盖板73上还设有卡槽,用于盖板73的限位。
37.本实用新型主pcb板与副pcb板垂直方式布置在电机侧,空间体积小,电机侧方pcb板长度尺寸不受电机直径限制,可随电机壳体加长而加长,便于元器件布置。
38.两块pcb板散热均通过导热胶/导热脂传到电机壳体,电机壳体上设有两组隔板,提高散热效率。
39.连接器实现了主pcb板与副pcb板的电连接,连接器嵌入注塑在ecu壳体内,一体式结构与使用单独连接器转接方案相比,大大简化了产品结构和制造工序,与柔性pcb板板方式相比成本更低。
40.ecu组件与电机组件的固定,及二者与盖板的固定均采用粘胶方式,工序简单。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1