一种电动助力车架的制作方法
本技术涉及电动自行车,尤其是一种电动助力车架。
背景技术:
1、助力自行车,是一种新型二轮车辆,属于自行车的一种,以电池作为辅 助动力来源,安有电机,并具备动力辅助系统,能实现人力骑行和电机助动 一体化的新型交通工具,电机与车架连接,并通过链条与后轮进行连接而传 递动力,同时电机的两侧安装有脚踏,在电机没有电源的情况下,骑行者可以通过脚踏实现人力骑行,阻力和正常的自行车没有差别。
2、但是目前的助力自行车管材采用压型、弯管和冲压等工艺加工,工序多、 零件多,加工后精度低、一致性较差,质量较差,返修率较高,工效低下, 车架各个工件之间全部采用氩弧焊焊接工艺进行焊接,车架在焊接过程中产 生较大变形量,产品一致性较差,影响整车的装配,返修率高,售后成本较 高,全部采用焊接工艺使得用工成本较高,工效较为低下,其所使用的铝合 金管料,加工过程为:电解铝-熔炼 aoo 铝锭-熔炼铝合金棒材-挤压管材-车 架管料加工,这其中发生了两次熔炼,造成能源的浪费且不利于降低碳排放,为此,我们提出一种电动助力车架解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种电动助力车架,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种电动助力车架,包括头管体、后三角和下管体,所述头管体的外表 面固定安装有上管体,所述后三角的右侧面固定安装有中管体,所述后三角的左侧面分别固定连接有左立叉和右立叉,所述左立叉的右侧面固定安装有左平叉,所述右立叉的右侧面固定安装有右平叉,所述左立叉的外表面固定 安装有左叉钩,所述右立叉的外表面固定安装有右叉钩,所述第一下管定位柱的左侧面固定安装有下管体。
4、在进一步的实施例中,所述头管体的外表面固定安装有第一上管定位柱,所述头管体的外表面固定安装有第一下管定位柱。
5、在进一步的实施例中,所述上管体的外表面固定连接有第二上管定位柱,所述第一下管定位柱的外表面开设有两个圆孔。
6、在进一步的实施例中,所述第一下管定位柱,所述第一下管定位柱的外表面固定连接有第二下管定位柱。
7、在进一步的实施例中,所述第二下管定位柱的左侧面固定连接有五通,所述五通的左侧面分别与左平叉和右平叉固定连接。
8、在进一步的实施例中,所述中管体、五通、左平叉、右平叉、左立叉、 右立叉、左叉钩、右叉钩、第二上管定位柱、第二下管定位柱和后三角均采用铝合金挤压铸造工艺一次成型,所述下管体为铝合金材质。
9、与现有技术相比,本实用新型的有益效果是:
10、本装置降低了用工成本:采用传统的现有技术加工一台车架,工序大约 有近 200道,在日产量不变的情况下,需要操作工人大约 180 人,采用铝合 金挤压铸造工艺,将其头管和后三角,采用挤压铸造工艺一次成型后,加工 工序减少到只有 50 道,需要操作工人大约 90 人,节省了人力,用工成本得到降低,大幅度提升了劳动生产率。
11、提高了产品质量:由于采用挤压铸造工艺并结合氩弧焊工艺生产,不但 提高了工作效率,更重要的就是将各个功能的部件模块化后成为四个零件, 使得产品一致性更强、变形量降低,从而提高了产品的质量,易于电动助力车整车智能化装配的实现,并大大降低售后服务的成本。
12、技术创新:电动自行车领域内,仍然采用传统的氩弧焊焊接工艺生产铝 合金车架,其工序多,用工多,焊接点为十个之多,用工成本较高,且产品 变形量大,不一致性较为严重,产品质量不高,返修率较高。采用铝合金挤 压铸造工艺,是对该领域中的一次大胆技术创新,使产品模块化后大大减少 了氩弧焊焊接点,只有四个焊接点,由于头管和后三角为挤压铸造一次成型,产品变形量小,工效高、质量稳定,用工成本大幅度降低。
技术特征:
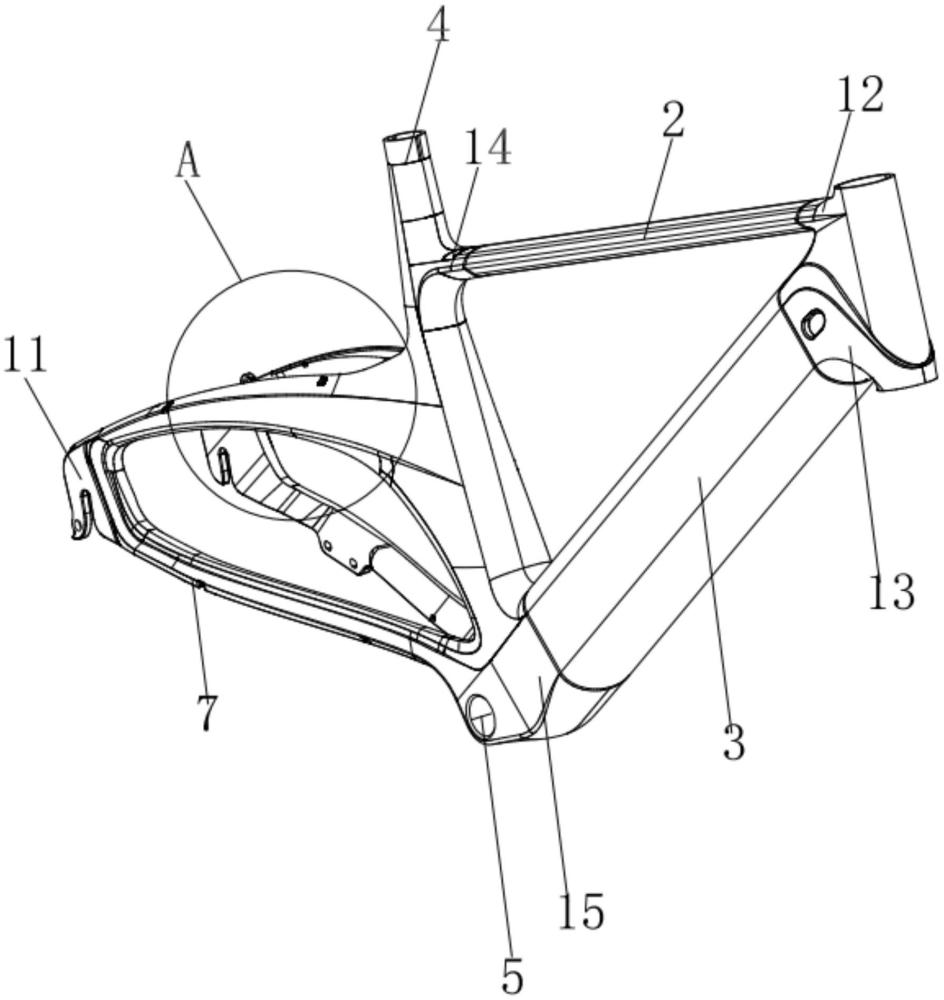
1.一种电动助力车架,其特征在于:包括头管体(1)和后三角(16), 所述头管体(1)的外表面固定安装有上管体(2),所述后三角(16)的右侧 面固定安装有中管体(4),所述后三角(16)的左侧面分别固定连接有左立 叉(8)和右立叉(9),所述左立叉(8)的右侧面固定安装有左平叉(6), 所述右立叉(9)的右侧面固定安装有右平叉(7),所述左立叉(8)的外表面固定安装有左叉钩(10),所述右立叉(9)的外表面固定安装有右叉钩(11);
2.根据权利要求1所述的一种电动助力车架,其特征在于:所述头管体 (1)的外表面固定安装有第一上管定位柱(12),所述头管体(1)的外表面 固定安装有第一下管定位柱(13),所述第一下管定位柱(13)的左侧面固定安装有下管体(3),所述下管体(3)为铝合金材质。
3.根据权利要求2所述的一种电动助力车架,其特征在于:所述上管体(2)的外表面固定连接有第二上管定位柱(14),所述第一下管定位柱(13)的外表面开设有两个圆孔(17)。
4.根据权利要求2所述的一种电动助力车架,其特征在于:所述第一下 管定位柱(13),所述第一下管定位柱(13)的外表面固定连接有第二下管定位柱(15)。
5.根据权利要求4所述的一种电动助力车架,其特征在于:所述第二下 管定位柱(15)的左侧面固定连接有五通(5),所述五通(5)的左侧面分别与左平叉(6)和右平叉(7)固定连接。
技术总结
本技术公开了一种电动助力车架,包括头管体和后三角,所述头管体的外表面固定安装有上管体,所述后三角的右侧面固定安装有中管体,所述后三角的左侧面分别固定连接有左立叉和右立叉,所述左立叉的右侧面固定安装有左平叉,所述右立叉的右侧面固定安装有右平叉,所述左立叉的外表面固定安装有左叉钩,所述右立叉的外表面固定安装有右叉钩,本装置采用传统的现有技术加工一台车架,工序大约有近200道,在日产量不变的情况下,需要操作工人大约180人,采用铝合金挤压铸造工艺,将其头管和后三角,采用挤压铸造工艺一次成型后,加工工序减少到只有50道,需要操作工人大约90人,节省了人力,用工成本得到降低,大幅度提升了劳动生产率。
技术研发人员:周大伟,贾启彪,靖丽鹏,冯在磊,叶帅
受保护的技术使用者:天津大良工匠工业设计有限公司
技术研发日:20230525
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!