车辆钣金试制件工装及钣金试制件的制作方法
本申请涉及车辆配件加工,具体涉及一种车辆钣金试制件工装及钣金试制件。
背景技术:
1、在车辆的新车型开发过程中,必须进行车身及相关附件的设计、试制与验证。在激烈的市场竞争中,车辆开发周期越短,越容易在市场上占得先机。现在的车辆配件设计数据都是借助先进的设计软件,因此时效都较高。但是,样车或车辆配件试制的时间都相对较长,特别是初样件和小批量样件的试制,由于缺少相应的工艺工装,样车或相关配件实物制作的试制过程慢,且尺寸保证能力不足,配件的一致性差。
2、如果开发配件相应的工装,传统的方法是由工装设备制造厂家进行开发制造,工装设备制造厂家接到数据后进行设计,制作,并交付试制工厂;或者由试制工厂自己通过常规测量进行试件手工制作和焊接。
3、但上述车身和相关配件工装的试制方法均存在以下缺点:一是工装设计及制作周期长;二是工装制作费用高,样车试制完成后就报废了;三是工装的制作所需的机械加工设备种类多,一般小企业不具备相应的设备条件,外委加工制造费用也高。
技术实现思路
1、鉴于上述问题,本申请提供了一种车辆钣金试制件工装,用于解决上述车辆钣金试制件制作周期长、费用高的技术问题。
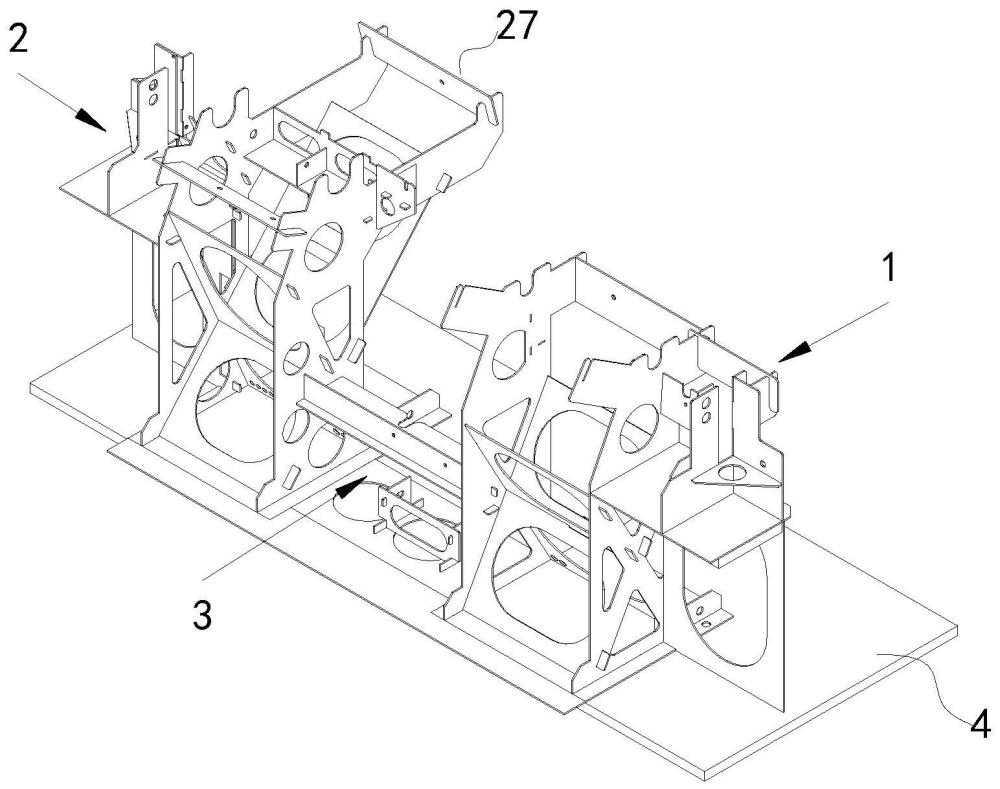
2、为实现上述目的,发明人提供了一种车辆钣金试制件工装,用于制作车辆钣金试制件,所述车辆钣金试制件包括与车辆其他结构连接的装配面或装配孔,所述车辆钣金试制件工装包括两个以上的组件,每个所述组件至少包括一个定位板,所述定位板用于定位一个所述装配面或所述装配孔;
3、每个所述组件由多个卡板通过拼接结构拼接形成,所述拼接结构包括榫卯拼接结构和/或卡接结构。
4、进一步的,每个所述组件包括x形的加强板、侧板、底板和所述定位板;
5、所述加强板由两个所述卡板通过中部的卡槽卡接形成,所述加强板的两侧和底部设置有榫卯拼接结构,并通过所述榫卯拼接结构与所述底板以及对应侧的所述侧板榫卯拼接;所述定位板设置于所述加强板上或连接于两个所述侧板之间。
6、进一步的,所述榫卯拼接的连接处通过焊接固定连接。
7、进一步的,所述卡板由1mm至3mm厚的热轧钢板制成。
8、进一步的,所述卡板的中部镂空。
9、进一步的,所述卡板在所述组件上通过卡槽可拆卸连接;且所述卡槽的开口处设置有弧形的导向结构。
10、进一步的,相邻两个所述组件通过连接件固定连接。
11、为解决上述技术问题,本申请还提供了另一技术方案:
12、一种车辆钣金试制件,所述车辆钣金试制件由以上任一技术方案所述的车辆钣金试制件工装制得。
13、进一步的,所述车辆钣金试制件为车辆驾驶室内的仪表台内部的安装梁。
14、区别于现有技术,上述技术方案中车辆钣金试制件工装包括多个组件,每个组件对应定位一个装配面或装配孔,因此可以保证试制件的制作精度。并且工装是由卡板拼接形成,工装的设计和制造过程快捷,用时短,节约试制件开发时间。并且工装的设计制作成本极低,可节约大量的工装制造费用,工装制作对机械加工设备依赖小,不需投入机加设备,经济实用。
15、上述
技术实现要素:
相关记载仅是本申请技术方案的概述,为了让本领域普通技术人员能够更清楚地了解本申请的技术方案,进而可以依据说明书的文字及附图记载的内容予以实施,并且为了让本申请的上述目的及其它目的、特征和优点能够更易于理解,以下结合本申请的具体实施方式及附图进行说明。
技术特征:
1.一种车辆钣金试制件工装,用于制作车辆钣金试制件,所述车辆钣金试制件包括与车辆其他结构连接的装配面或装配孔,其特征在于,所述车辆钣金试制件工装包括两个以上的组件,每个所述组件至少包括一个定位板,所述定位板用于定位一个所述装配面或所述装配孔;
2.根据权利要求1所述的车辆钣金试制件工装,其特征在于,每个所述组件包括x形的加强板、侧板、底板和所述定位板;
3.根据权利要求2所述的车辆钣金试制件工装,其特征在于,所述榫卯拼接的连接处通过焊接固定连接。
4.根据权利要求1所述的车辆钣金试制件工装,其特征在于,所述卡板由1mm至3mm厚的热轧钢板制成。
5.根据权利要求1所述的车辆钣金试制件工装,其特征在于,所述卡板的中部镂空。
6.根据权利要求1所述的车辆钣金试制件工装,其特征在于,所述卡板在所述组件上通过卡槽可拆卸连接;且所述卡槽的开口处设置有弧形的导向结构。
7.根据权利要求1所述的车辆钣金试制件工装,其特征在于,相邻两个所述组件通过连接件固定连接。
8.一种车辆钣金试制件,其特征在于,所述车辆钣金试制件由权利要求1至7任意一项所述的车辆钣金试制件工装制得。
9.根据权利要求8所述的车辆钣金试制件,其特征在于,所述车辆钣金试制件为车辆驾驶室内的仪表台内部的安装梁。
技术总结
本技术公开了一种车辆钣金试制件工装、工装制作方法及钣金试制件,包括:根据钣金试制件的三维数据设计工装,工装由多个组件组成的立体模型,每个所述组件至少定位一个所述装配面或所述装配孔,每个所述组件由多个卡板拼装形成,每个所述卡板均设置有拼接结构,所述拼接结构包括榫卯拼接结构和/或卡接结构;将所述工装中各所述卡板转化为二维下料图,并根据所述二维下料图进行所述卡板切割下料;将所述卡板拼接形成所述组件,以及将所述组件拼接形成所述工装。本技术可以降低钣金试制件工装的制作周期和成本,并且可以保证工装的定位精度。
技术研发人员:王大军,陈明,郭存来,吕正桂,刘平
受保护的技术使用者:云度新能源汽车有限公司
技术研发日:20230802
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!