侧围总成、车身和车辆的制作方法
本技术涉及车辆侧围主拼,具体涉及一种侧围总成、车身和车辆。
背景技术:
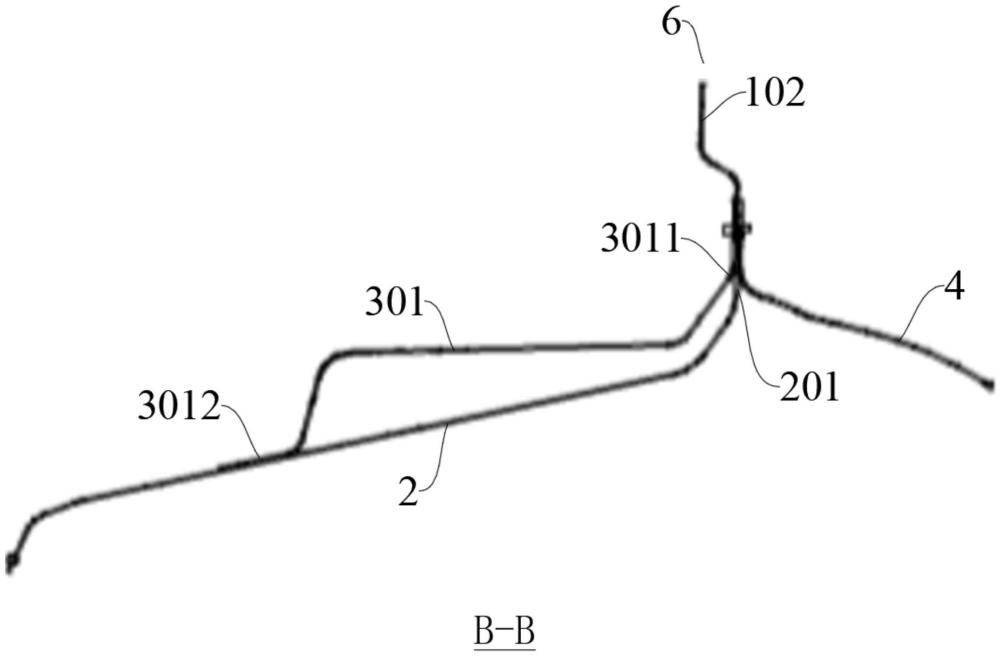
1、如图1至图3所示,相关技术中,地板总成10包括后轮罩内板1001,内侧围总成20包括c柱下内板2001和后轮罩外板2003,侧围加强板总成30包括c柱下加强板3001,在对c柱下加强板3001焊接时,通常将c柱下加强板3001在其宽度方向上的两端分别焊接在c柱下内板2001的止口面2002和后轮罩外板2003上。
2、由于c柱下加强板3001会阻挡焊枪4对后轮罩内板1001和后轮罩外板2002的焊接,因此,必须先将后轮罩外板2003与后轮罩内板1001焊接后,才能进行c柱下加强板3001的焊接。但是采用上述焊接方式,需要将内侧围总成20和侧围加强板总成30两次主拼到地板总成10上,导致主拼工位较多,投资较高,存在生产效率低和生产成本高的问题。
技术实现思路
1、本公开旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本公开的实施例提出一种具有生产效率高和装配成本低的侧围侧围总成。
2、本公开的实施例提出一种具有生产效率高和装配成本低的车身。
3、本公开的实施例提出一种具有生产效率高和装配成本低的车辆。
4、本公开实施例的侧围总成包括c柱下内板、后轮罩外板和c柱下加强板,所述后轮罩外板与所述c柱下内板连接,所述后轮罩外板上具有用于与后轮罩内板焊接的第一焊接部;所述c柱下加强板设于所述后轮罩外板的外侧,所述c柱下加强板包括第一焊接段,在正交于车辆宽度方向的投影面上,所述第一焊接段的投影位于所述c柱下内板的投影面内,所述第一焊接段在其宽度方向上的两端具有第二焊接部和第三焊接部,所述第二焊接部靠近车门止口设置并与所述第一焊接部焊接相连,所述第三焊接部与所述后轮罩外板相连。
5、在一些实施例中,所述第一焊接部与所述第二焊接部的数量均为多个,多个所述第二焊接部沿所述c柱下加强板的长度方向间隔布置,多个所述第二焊接部与多个所述第一焊接部一一对应相连。
6、在一些实施例中,所述c柱下内板包括上段内板和下段内板,所述上段内板的宽度大于所述下段内板的宽度,所述第一焊接段与所述下段内板相对应且小于所述下段内板的宽度;
7、所述c柱下加强板包括位于所述第一焊接段上方的第二焊接段,所述第二焊接段与所述上段内板对应且相连。
8、在一些实施例中,所述上段内板在其宽度方向上靠近所述车门止口的一端具有第四焊接部,所述第二焊接段的宽度大于所述第一焊接段的宽度,所述第二焊接段在其宽度方向上靠近所述车门止口的一端具有第五焊接部,所述第五焊接部与所述第四焊接部焊接相连。
9、在一些实施例中,所述第四焊接部和所述第五焊接部的数量均为多个,多个所述第四焊接部和多个所述第五焊接部均沿所述c柱下内板的长度方向间隔设置且一一对应相连。
10、在一些实施例中,所述第二焊接段上具有供焊枪通过的焊枪孔,所述后轮罩外板上具有用于与后轮罩内板焊接的第六焊接部,所述第六焊接部在所述车辆的宽度方向与所述焊枪孔对应。
11、在一些实施例中,所述焊枪孔和所述第六焊接部的数量均为多个,多个所述焊枪孔和多个所述第六焊接部均沿所述第二焊接段的长度方向间隔布置且一一对应。
12、在一些实施例中,所述焊枪孔的内径为26mm-30mm。
13、本公开实施例的车身包括侧围总成和地板总成,所述侧围总成为上述任一实施例中所述的侧围总成;所述侧围总成与所述地板总成相连。
14、本公开实施例车辆包括上述任一实施例中所述的车身。
15、本公开实施例的侧围总成,在正交于车辆宽度方向的投影面上,将第一焊接段的投影位于c柱下内板的投影面内,以改变c柱下加强板与c柱下内板的搭接位置,可以先将c柱下加强板的第二焊接部焊接在后轮罩外板的第一焊接部上后,再与后轮罩外板进行三层电阻焊,以避免c柱下加强板阻挡焊枪焊接后轮罩内外板的问题。由此,可以实现将内侧围总成和侧围加强板总成预焊接后,在主拼车间将内侧围总成和侧围加强板总成一次主拼到地板总成上,与相关技术相比,减少了主拼工位和用于主拼的设备以及占地面积,不仅提高了生产效率,还降低了生产成本。
16、因此,本公开实施例的侧围总成具有生产效率高和装配成本低等优点。
技术特征:
1.一种侧围总成,其特征在于,包括:
2.根据权利要求1所述的侧围总成,其特征在于,所述第一焊接部与所述第二焊接部的数量均为多个,多个所述第二焊接部沿所述c柱下加强板的长度方向间隔布置,多个所述第二焊接部与多个所述第一焊接部一一对应相连。
3.根据权利要求2所述的侧围总成,其特征在于,所述c柱下内板包括上段内板和下段内板,所述上段内板的宽度大于所述下段内板的宽度,所述第一焊接段与所述下段内板相对应且小于所述下段内板的宽度;
4.根据权利要求3所述的侧围总成,其特征在于,所述上段内板在其宽度方向上靠近所述车门止口的一端具有第四焊接部,所述第二焊接段的宽度大于所述第一焊接段的宽度,所述第二焊接段在其宽度方向上靠近所述车门止口的一端具有第五焊接部,所述第五焊接部与所述第四焊接部焊接相连。
5.根据权利要求4所述的侧围总成,其特征在于,所述第四焊接部和所述第五焊接部的数量均为多个,多个所述第四焊接部和多个所述第五焊接部均沿所述c柱下内板的长度方向间隔设置且一一对应相连。
6.根据权利要求5所述的侧围总成,其特征在于,所述第二焊接段上具有供焊枪通过的焊枪孔,所述后轮罩外板上具有用于与后轮罩内板焊接的第六焊接部,所述第六焊接部在所述车辆的宽度方向与所述焊枪孔对应。
7.根据权利要求6所述的侧围总成,其特征在于,所述焊枪孔和所述第六焊接部的数量均为多个,多个所述焊枪孔和多个所述第六焊接部均沿所述第二焊接段的长度方向间隔布置且一一对应。
8.根据权利要求6所述的侧围总成,其特征在于,所述焊枪孔的内径为26mm-30mm。
9.一种车身,其特征在于,包括:
10.一种车辆,其特征在于,包括权利要求9所述的车身。
技术总结
本公开涉及车辆侧围主拼装配技术领域且公开了一种侧围总成、车身和车辆,所述侧围总成包括C柱下内板、后轮罩外板和C柱下加强板,所述后轮罩外板与所述C柱下内板连接,所述后轮罩外板上具有用于与后轮罩内板焊接的第一焊接部;所述C柱下加强板设于所述后轮罩外板的外侧,所述C柱下加强板包括第一焊接段,在正交于车辆宽度方向的投影面上,所述第一焊接段的投影位于所述C柱下内板的投影面内,所述第一焊接段在其宽度方向上的两端具有第二焊接部和第三焊接部,所述第二焊接部靠近车门止口设置并与所述第一焊接部焊接相连,所述第三焊接部与所述后轮罩外板相连。本公开实施例的侧围总成具有生产效率高和装配成本低等优点。
技术研发人员:梁耀宗
受保护的技术使用者:北京车和家汽车科技有限公司
技术研发日:20230815
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!