一种折角T型材的放样方法与流程
本发明涉及放样,特别是涉及一种折角t型材的放样方法。
背景技术:
1、在船舶设计中,船舶的内部结构纵横交错,存在众多的折角零件,尤其是折角t型材零件。折角t型材零件通常是由面板与腹板垂直拼装组成的。
2、目前,建模软件仅能放样展开90°拼装的折角t型材零件,对于非90°拼装的折角t型材,在保持一定拼装角度的情况下,不能将折角t型材进行正确放样展开,无法准确提供折角t型材的加工角度。另外,现场做法还可将折角t型材的面板分段建模,对面板零件分段放样展开,最后分段拼装焊接,但是,这种做法增加了零件建模、装配以及焊接工作量,生产效率低且成本高,拼装成型效果较差。
3、综上所述,对于非90°拼装的折角t型材而言,现有技术中缺少其放样展开方法,无法提供准确的加工数据,不能满足整件下料、加工及装配的要求,生产效率低且成本高。
技术实现思路
1、为了解决上述问题,本发明的目的在于提供一种折角t型材的放样方法,以解决现有技术中缺少对非90°拼装的折角t型材的放样展开方法,无法提供准确的加工数据,不能满足整件下料、加工及装配的要求,生产效率低且成本高的问题。
2、本发明的折角t型材的放样方法技术方案为:
3、折角t型材的放样方法包括以下步骤:
4、s1、在腹板平面内,画出折角t型材的投影示意图,显示出腹板的实形以及面板在腹板平面的投影线;
5、s2、确定面板的实体宽度d、面板与腹板的拼装角度α,在t型材的投影示意图中,得出面板的上边线与下边线之间的间距d,并选取对应折角不同位置的至少两个剖视图;
6、s3、以折角为界将面板分段展开:
7、分别做面板的上边线、下边线的两个平行线,两个平行线的间距等于面板的实体宽度d,再将面板边线的端点垂直投影至相应的平行线,连接投影后的端点,得到面板分段的展开实形,然后依次拼接至少两个面板分段,完成面板的放样展开;
8、s4、求取面板的折角角度:
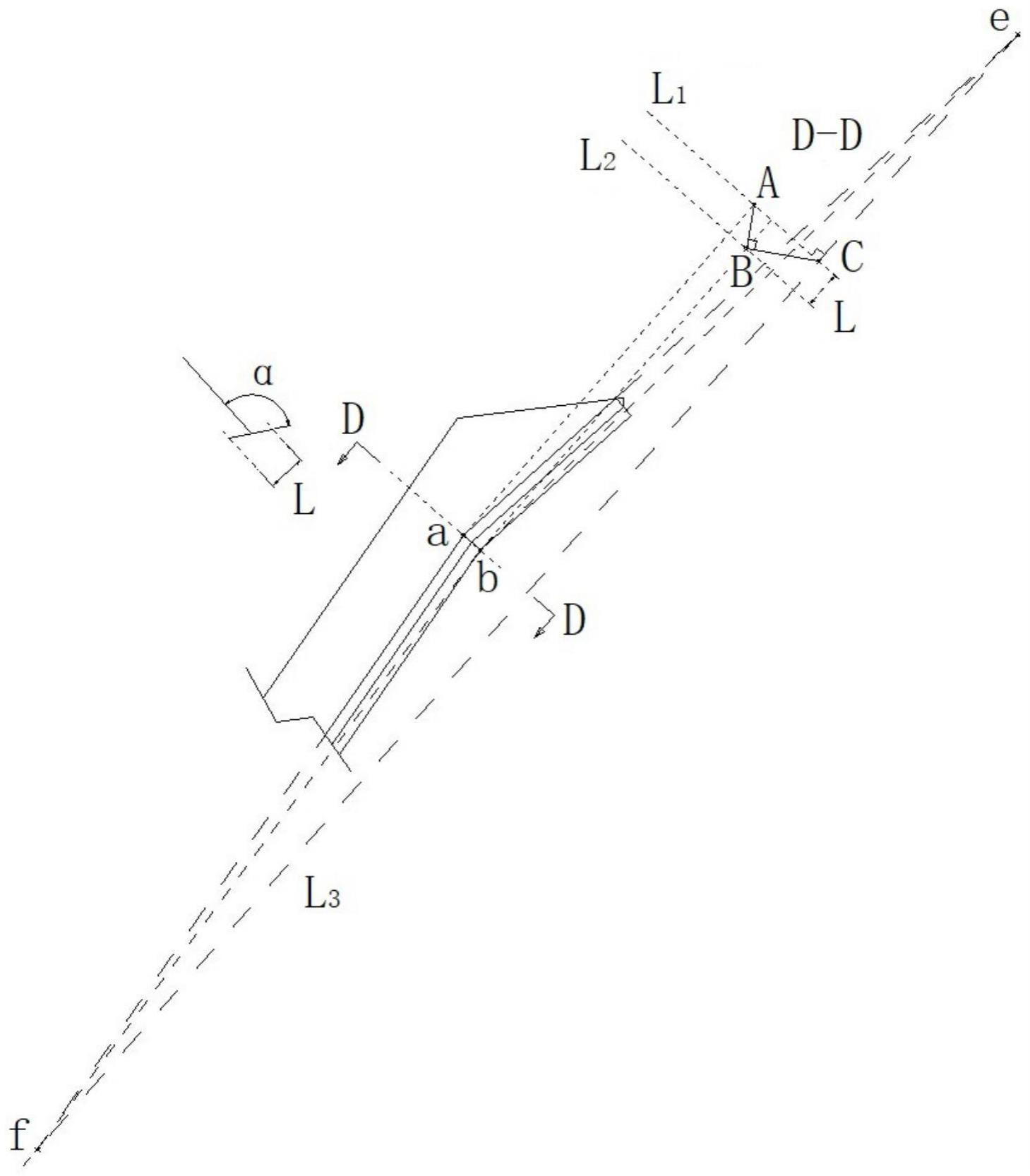
9、4.1、定义面板的上边线折角点为a、面板的下边线折角点为b,在t型材的投影示意图中,沿折角线ab作t型材的d-d剖视图,并作面板的上边线的投影线l1,面板的下边线的投影线l2,两个投影线的间距为l,l等于两个边线垂直腹板面的垂距和;
10、4.2、先将上边线折角点a投影至l1上得到投影点a,将下边线折角点b投影至l2上得到投影点b,连接投影点a、b,得到面板折角线实形ab;
11、4.3、过投影点b作线段ab的垂线,并交l1于点c,即bc线段所在面垂直面板折角线实形ab;
12、4.4、过点c作l1的垂线,得到直线l3;
13、4.5、延伸面板的上边线,分别交l3于点e、点f;
14、4.6、连接点b、点e,得到线段be,连接点b、点f,得到线段bf;
15、4.7、在△bef中,∠ebf为面板折角角度,线段ef实长为m3,线段be、线段bf为腹板面上的投影线;根据直角三角形定理,通过线段ef、线段be、线段bf的实长计算得出∠ebf为面板折角角度;
16、s5、按照面板的放样展开图进行下料面板,并加工出对应面板折角的角度,以角度α将面板与腹板进行拼装。
17、作为进一步的优选方案,在步骤s1中,折角t型材具有三个分段和两个折角;相应的,在步骤s2中,作分别垂直于三个分段的面板边线的剖视图a-a、b-b、c-c,且面板与腹板之间的夹角均为α。
18、作为进一步的优选方案,在步骤s2中,根据三角函数公式,计算得到d=d*|cosα|。
19、作为进一步的优选方案,在步骤4.7中,分别以线段be、线段bf为直角边,以l为另一直角边,求得线段be实长为m1、线段bf实长为m2。
20、作为进一步的优选方案,以线段实长m1、m2、m3为边长作三角形,m1与m2之间的夹角即为面板折角角度。
21、作为进一步的优选方案,重复步骤s4,同理得到面板的另一个折角的角度,并在步骤s5中加工出相对面板折角的角度。
22、本发明的折角t型材的放样方法,与现有技术相比,其有益效果:
23、由于该折角t型材的放样方法是根据折角面板的拼装角度和折角角度,先投影展开面板实形,再利用投影关系作辅助三角形,求得三边实长,进而得出面板的实际折角角度。
24、尤其是,该折角t型材的放样方法中求取面板的折角角度,利用过面板的下边线折角点作折角线实形的垂线,即垂线所在平面垂直实际折角线,作此平面内过折角线且另外两边分别在折角面板的两个折面的三角形,求得三角形的三边实长,从而得到了折角面板的折角角度。采用该放样方法能够实现非90°拼装的折角t型材的精确放样展开,可提供准确的加工数据,满足了整件下料、加工及装配的要求,生产效率高且成本更低。
技术特征:
1.一种折角t型材的放样方法,其特征是,包括以下步骤:
2.根据权利要求1所述的折角t型材的放样方法,其特征是,在步骤s1中,折角t型材具有三个分段和两个折角;相应的,在步骤s2中,作分别垂直于三个分段的面板边线的剖视图a-a、b-b、c-c,且面板与腹板之间的夹角均为α。
3.根据权利要求1所述的折角t型材的放样方法,其特征是,在步骤s2中,根据三角函数公式,计算得到d=d*|cosα|。
4.根据权利要求1所述的折角t型材的放样方法,其特征是,在步骤4.7中,分别以线段be、线段bf为直角边,以l为另一直角边,求得线段be实长为m1、线段bf实长为m2。
5.根据权利要求1所述的折角t型材的放样方法,其特征是,以线段实长m1、m2、m3为边长作三角形,m1与m2之间的夹角即为面板折角的角度。
6.根据权利要求1所述的折角t型材的放样方法,其特征是,重复步骤s4,同理得到面板的另一个折角的角度,并在步骤s5中加工出相对面板折角的角度。
技术总结
本发明提供了一种折角T型材的放样方法,涉及放样领域。该折角T型材的放样方法包括以下步骤:S1、在腹板平面内,画出折角T型材的投影示意图,显示出腹板的实形以及面板在腹板平面的投影线;S2、确定面板的实体宽度D、面板与腹板的拼装角度α,在T型材的投影示意图中,得出面板的上边线与下边线之间的间距d,并选取对应折角不同位置的至少两个剖视图;S3、以折角为界将面板分段展开:S4、求取面板的折角角度:S5、按照面板的放样展开图进行下料面板,并加工出对应面板折角的角度,以角度α将面板与腹板进行拼装。能够对非90°拼装的折角T型材精确放样展开,提供准确的加工数据,满足了整件下料、加工及装配的要求,生产效率高且成本更低。
技术研发人员:杨伟锋
受保护的技术使用者:中船黄埔文冲船舶有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!