一种薄壁结构及其制造方法与流程
本发明属于船舶,具体涉及一种薄壁结构及其制造方法。
背景技术:
1、随着中国船舶的转型升级,豪华邮轮、客滚船、pctc船等产品的相继研发和建造,但薄壁结构如甲板、上建壁板的热应力残余变形一直是建造控制的难点。薄壁结构通过电弧焊接方式进行连接,热输入量大,残余应力和变形不可避免,对于产生的变形需要采用大量的火工进行调平,需要耗费大量的人力、物力。
2、现有的薄壁结构焊接方法采用角焊小车+半自动co2焊进行焊接,在薄壁结构内侧焊接,每根纵骨或加强材焊接进行双面角焊缝焊接,如图1至图2所示。
3、薄壁结构通常由薄壁板和球扁钢、t排组成,球扁钢或t排与薄壁板连接采用电弧焊方式进行焊接,需要进行双面角焊,焊接热输入量大,焊后容易产生角变形波浪变形等。
4、薄壁板与球扁钢、t排结构采用电弧焊方式连接,角焊缝的焊脚尺寸不容易控制,焊脚尺寸容易超标,增加焊后变形。
5、此外,薄板结构焊后产生的变形需要采用大量的火工进行调平,需要耗费大量的人力、物力。
技术实现思路
1、为解决上述技术问题,本发明提供一种薄壁结构及其制造方法,改变薄壁结构传统的电弧焊连接方式,采用热输入量较小的激光焊,实现薄壁结构的无变形或微变形,解决薄壁结构的变形问题。
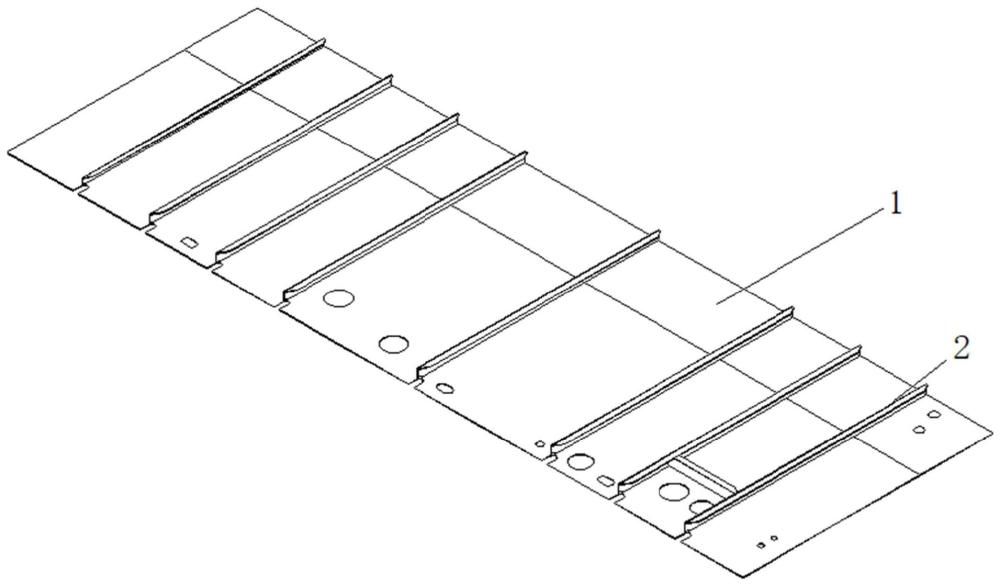
2、本发明的目的是通过以下技术方案实现的,一种薄壁结构,包括面板和设置在面板上的纵向结构。
3、其中,设置在面板上的纵向结构有多个,每一个纵向结构之间互相平行,纵向结构与面板之间采取激光焊的方式固定。
4、优选的,面板上设置的纵向结构包括纵骨和加强材。
5、本发明除了提供一种薄壁结构外,还进一步提供一种上述薄壁结构的制造方法,具体步骤如下:
6、步骤1、对待焊接的纵向结构进行铣边,在面板连接位置采用喷丸方式去掉钢板上的底漆;
7、步骤2、将待焊接的纵向结构通过点焊定位在面板连接位置;
8、步骤3、采用吊机将薄壁结构翻身,通过激光焊加填丝的方式将纵向结构焊接在面板连接位置。
9、优选的,步骤1中,待焊接的纵向结构的铣边长度为1mm-3mm,在面板连接位置采用喷丸方式去掉钢板上的底漆的宽度为15mm-25mm。
10、优选的,步骤2中,面板上的纵向结构装配保证在0mm-0.5mm。
11、优选的,步骤3中,当待焊接的面板板厚为3mm-6mm时,激光焊功率为6kw-10kw;当待焊接的面板板厚为6mm-12mm时,激光焊功率为10kw-15kw。
12、优选的,步骤3中,采用焊接机器人进行激光焊。
13、与现有技术相比,本发明具备以下优点:
14、本发明提供的一种薄壁结构及其制造方法,突破了薄壁结构传统的电弧焊连接方式,采用热输入量非常小的激光焊,实现薄壁结构的无变形或微变形,解决了薄壁结构变形问题,减少人工火工矫正工作,提高作业效率和薄壁结构的质量。本发明通过采用焊接机器人实现了纵骨或加强材的智能化、自动化焊接,焊接效率和焊接质量均得到提升。
技术特征:
1.一种薄壁结构,其特征在于:所述薄壁结构包括面板(1)和设置在所述面板(1)上的纵向结构(2);
2.如权利要求1所述的一种薄壁结构,其特征在于:所述面板(1)上设置的所述纵向结构(2)包括纵骨和加强材。
3.一种薄壁结构的制造方法,其特征在于:所述方法用于制造权利要求1-2任一项所述的薄壁结构,具体步骤如下:
4.如权利要求3所述的一种薄壁结构的制造方法,其特征在于:所述步骤1中,待焊接的所述纵向结构(2)的铣边长度为1mm-3mm,在所述面板连接位置(5)采用喷丸方式去掉钢板上的底漆的宽度为15mm-25mm。
5.如权利要求3所述的一种薄壁结构的制造方法,其特征在于:所述步骤2中,所述面板(1)上的所述纵向结构(2)装配保证在0mm-0.5mm。
6.如权利要求3所述的一种薄壁结构的制造方法,其特征在于:所述步骤3中,当待焊接的所述面板(1)板厚为3mm-6mm时,激光焊功率为6kw-10kw;当待焊接的所述面板(1)板厚为6mm-12mm时,激光焊功率为10kw-15kw。
7.如权利要求3所述的一种薄壁结构的制造方法,其特征在于:所述步骤3中,采用焊接机器人进行激光焊。
技术总结
本发明公开了一种薄壁结构及其制造方法,薄壁结构包括面板和设置在面板上的纵向结构。其中,设置在面板上的纵向结构有多个,每一个纵向结构之间互相平行,纵向结构与面板之间采取激光焊的方式固定。本发明突破了薄壁结构传统的电弧焊连接方式,采用热输入量小的激光焊,实现薄壁结构的无变形或微变形,解决了薄壁结构变形问题,减少人工火工矫正工作,提高作业效率和薄壁结构的质量。本发明通过采用焊接机器人实现了纵骨或加强材的智能化、自动化焊接,焊接效率和焊接质量均得到提升。
技术研发人员:马金军,刘博,魏烽宇
受保护的技术使用者:广船国际有限公司
技术研发日:
技术公布日:2024/5/16
- 还没有人留言评论。精彩留言会获得点赞!