一种飞机工装的机械式定位锁紧装置的制作方法
1.本发明属于航空制造装配装置的技术领域,一种飞机工装的机械式定位锁紧装置。
背景技术:
2.在大型飞机、船舶等制造领域中,由于产品外形的不规则性和复杂性,普遍对产品采取分段式的加工制造,再通过各部件的对合装配形成最终产品。在飞机大部件调姿对合装配过程中,采用数控定位器实现对大部件位姿调整对合的方式已经越来越广泛,在使用专用飞机工装作为大部件装配连接件的应用场景里,可通过将其固定在专用数控定位器上作为大部件调姿对合运动参照基准的方式来实现,因此大部件的位姿运动精度和工装的定位精度是保证最终产品完成精确对合装配的重要因素。为了保证飞机工装的定位精度和反复拆装的重复定位性能满足对合装配要求,采用机械式定位锁紧装置,实现对飞机工装的精确定位及可靠锁紧,从而提高飞机大部件的调姿对合装配精度和综合效率。
技术实现要素:
3.本发明的目的在于提供一种飞机工装的机械式定位锁紧装置,旨在解决上述问题。
4.本发明使用定位销和锁紧销作为定位和锁紧功能的实现介质,通过转动手柄控制所述工装接头组件产生轴向位移完成锁紧,具有结构稳固可靠、操作方便以及重复定位性好的特点。
5.本发明主要通过以下技术方案实现:一种飞机工装的机械式定位锁紧装置,包括锁紧组件和工装接头组件,所述工装接头组件包括工装接头、定位销、锁紧销,所述锁紧组件包括锁紧套筒、手柄机构、端盖和从下至上依次设置在锁紧套筒内部的定位环、锁紧环;所述锁紧套筒的顶部设置有环状的端盖,所述锁紧环转动设置在锁紧套筒内,所述锁紧套筒沿周向设置有贯穿孔,所述手柄机构穿过贯穿孔并与锁紧环连接;所述工装接头的一侧与飞机工装连接,且另一侧伸入锁紧套筒并与锁紧套筒连接,所述工装接头的另一侧的侧壁的周向从上至下依次设置有锁紧销、定位销,所述定位环对应定位销开设有定位卡槽,所述锁紧环的内壁对应锁紧销设置有倾斜的锁紧槽,且锁紧槽的最高处贯通的设置有避让孔。
6.在锁紧过程中,所述锁紧销外圆柱面与所述锁紧槽上方的斜面保持接触;所述工装接头的一端安装所述定位销和锁紧销,且另一端与飞机工装固定连接。本发明使用定位销和锁紧销作为定位和锁紧功能的实现介质,通过转动手柄机构控制所述工装接头组件产生轴向位移完成锁紧。
7.为了更好地实现本发明,进一步地,所述锁紧环由若干个弧形斜块组成,且相邻弧形斜块之间通过压缩弹簧连接,所述弧形斜块的内部设置有倾斜的锁紧槽;所述弧形斜块的数量大于等于锁紧销的数量。
8.本发明通过使用定位销和锁紧销作为定位和锁紧功能的实现介质,转动手柄控制所述弧形斜块的锁紧槽上部的斜面发生厚度方向的变化使工装接头组件产生轴向位移完成锁紧。所述弧形斜块通过所述压缩弹簧柔性连接,保证每个所述弧形斜块的锁紧槽的斜面都与所述锁紧销可靠接触。在实际使用过程中,所述锁紧销的设置位置不一定规整,会有一定的误差或者错位,为了适应不同的安装环境,通过在相邻弧形斜块之间设置压缩弹簧实现柔性安装,进一步提高了锁紧的应用范围,提高了安装精度,具有较好的实用性。
9.为了更好地实现本发明,进一步地,所述锁紧套筒沿周向对应弧形斜块设置有若干个贯穿孔。
10.为了更好地实现本发明,进一步地,所述贯穿孔的两端分别设置有阶梯孔,所述手柄机构包括手柄、把手、手柄套筒、复位弹簧,所述手柄的一端穿过贯穿孔并与锁紧环连接,且另一端与把手连接,所述手柄的外侧滑动套设有手柄套筒,所述手柄套筒与手柄之间设置有复位弹簧,所述手柄套筒的外径大于贯穿孔的宽度,且小于等于阶梯孔的宽度。
11.为了更好地实现本发明,进一步地,所述阶梯孔的底部设置有感应槽,所述感应槽内设置有接近感应开关。
12.所述锁紧套筒侧壁开设的贯穿孔两端有沿轴向两边扩展的阶梯孔,所述手柄转动至所述阶梯孔时,所述复位弹簧可弹回所述手柄套筒,手柄可固定在阶梯孔处。所述接近感应开关安装在所述锁紧套筒上,所述手柄套筒外周为接近感应开关的感应检测点。接近感应开关为现有技术,故不再赘述。
13.为了更好地实现本发明,进一步地,所述锁紧环的外侧壁设置有螺纹孔,所述手柄的一端与螺纹孔螺纹连接。
14.为了更好地实现本发明,进一步地,所述工装接头包括定位面和设置在定位面下方的连接套筒,所述连接套筒的侧壁上从上至下依次沿周向设置有若干个锁紧销、定位销;所述定位面对应飞机工装沿周向设置有若干个安装连接孔。
15.所述连接套筒的底部侧壁对应锁紧销和定位销开设了沿径向方向的盲孔,止动螺钉可穿过所述盲孔对锁紧销和定位销进行定位。
16.为了更好地实现本发明,进一步地,所述锁紧套筒的顶部侧壁沿周向设置有定位孔,所述端盖对应沿周向设置有若干个连接安装孔位,所述端盖与锁紧套筒通过螺栓固定连接。
17.所述端盖与所述锁紧套筒固定连接,所述端盖覆盖所述铜圈和所述锁紧套筒围边,所述端盖中心开设用于所述工装接头组件通过的避让空间。
18.为了更好地实现本发明,进一步地,所述锁紧组件还包括铜圈,所述锁紧环的上下两侧与定位环、端盖之间分别设置有铜圈;所述铜圈的边缘沿周向设置有若干个凹槽,所述铜圈通过止动螺钉固定设置在锁紧套筒内部。所述铜圈可有效减少所述锁紧环转动摩擦带来的磨损,还可通过改变所述铜圈厚度调整所述手柄转动的灵活性。
19.为了更好地实现本发明,进一步地,所述定位环的顶部对应锁紧环设置有安装槽,所述锁紧环与安装槽之间设置有铜圈。
20.本发明的工作原理如下:使锁紧组件处于松开状态的初始位置,放入工装接头组件使定位销进入锁紧套筒的定位卡槽内,锁紧销位于弧形斜块的避让孔内,拉动手柄套筒使复位弹簧处于压缩状态,
转动手柄使弧形斜块转动,弧形斜块的锁紧槽上方的斜面通过沿厚度方向的变化带动锁紧销,使工装接头组件产生轴向位移,至端盖外表面与工装接头的定位面靠紧贴死后达到锁紧状态,此时手柄进入阶梯孔内,松开手柄套筒,在复位弹簧弹的作用下手柄套筒复位,手柄套筒卡接在阶梯孔内,此时手柄无法产生松动或回退,有效稳定锁紧状态。安装在感应槽处的接近感应开关可以通过感应手柄套筒的外圆周面进行状态信号监测反馈。工作完成后,提升手柄套筒使复位弹簧产生压缩变形至手柄套筒脱离阶梯孔,反向转动手柄,使弧形斜块退回至初始位置,此时工装接头组件可沿轴向退出,实现解锁。
21.本发明的有益效果:(1)本发明使用定位销和锁紧销作为定位和锁紧功能的实现介质,通过转动手柄控制所述工装接头组件产生轴向位移完成锁紧,具有结构稳固可靠、操作方便以及重复定位性好的特点;(2)本发明通过转动手柄控制所述弧形斜块的锁紧槽上部的斜面发生厚度方向的变化,进而使工装接头组件产生轴向位移完成锁紧。所述弧形斜块通过所述压缩弹簧柔性连接,保证每个所述弧形斜块的锁紧槽的斜面都与所述锁紧销可靠接触,具有较好的实用性;(3)所述手柄转动至所述阶梯孔时,所述复位弹簧可弹回所述手柄套筒,手柄可固定在阶梯孔处,实现固定锁紧环的位置,灵活固定锁紧状态,具有较好的实用性;(4)所述铜圈可有效减少所述锁紧环转动摩擦带来的磨损,还可通过改变所述铜圈厚度调整所述手柄转动的灵活性,具有较好的实用性;(5)本发明采用机械式定位锁紧,使用定位销和锁紧销作为定位和锁紧功能的实现介质,通过定位销和定位卡槽提高定位性能,通过手柄带动弧形斜块运动控制锁紧状态,复位弹簧保证锁紧状态的稳定可靠,并通过接近感应开关对锁紧状态进行信号监测反馈,具有较好的实用性。
附图说明
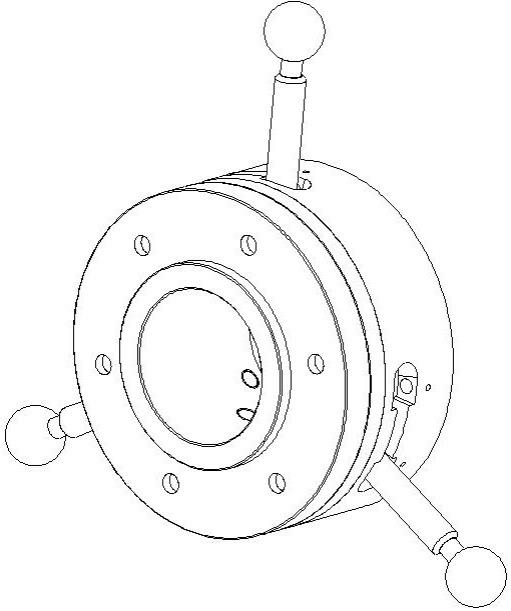
22.图1为工装接头组件的爆炸示意图;图2为锁紧组件的爆炸示意图;图3为本发明的机械式定位锁紧装置的三维装配结构示意图;图4是本发明的机械式定位锁紧装置的装配剖面示意图。
23.其中:1.锁紧套筒,2.手柄套筒,3.复位弹簧,4.把手,5.铜圈,6.弧形斜块,7.压缩弹簧,8.端盖,9.定位销,10.锁紧销,11.工装接头,12.接近感应开关。
24.1101.定位面,1102.第一止动螺钉安装孔,1103.第二止动螺钉安装孔,1104.安装连接孔;101.贯穿孔,102.阶梯孔,103.感应槽,104.定位孔,105.定位卡槽,106.定位环;501.凹槽,601.避让孔,602.螺纹孔,603.斜面,801.连接安装孔位。
具体实施方式
25.实施例1:一种飞机工装的机械式定位锁紧装置,如图1
‑
图4所示,包括锁紧组件和工装接头
11组件,所述工装接头11组件包括工装接头11、定位销9、锁紧销10,所述锁紧组件包括锁紧套筒1、手柄机构、端盖8和从下至上依次设置在锁紧套筒1内部的定位环106、锁紧环;所述锁紧套筒1的顶部设置有环状的端盖8,所述锁紧环转动设置在锁紧套筒1内,所述锁紧套筒1沿周向设置有贯穿孔101,所述手柄机构穿过贯穿孔101并与锁紧环连接;所述工装接头11的一侧与飞机工装连接,且另一侧伸入锁紧套筒1并与锁紧套筒1连接,所述工装接头11的另一侧的侧壁的周向从上至下依次设置有锁紧销10、定位销9,所述定位环106对应定位销9开设有定位卡槽105,所述锁紧环的内壁对应锁紧销10设置有倾斜的锁紧槽,且锁紧槽的最高处贯通的设置有避让孔601。
26.进一步地,如图1所示,所述工装接头11包括定位面和设置在定位面下方的连接套筒,所述连接套筒的侧壁上从上至下依次沿周向设置有若干个锁紧销10、定位销9;所述定位面对应飞机工装沿周向设置有若干个安装连接孔1104。所述连接套筒的底部侧壁对应锁紧销10和定位销9开设了沿径向方向的盲孔,止动螺钉可穿过所述盲孔对锁紧销10和定位销9进行定位。
27.本发明使用定位销9和锁紧销10作为定位和锁紧功能的实现介质,通过转动手柄控制所述工装接头11组件产生轴向位移完成锁紧,具有结构稳固可靠、操作方便以及重复定位性好的特点。在锁紧过程中,所述锁紧销10外圆柱面与所述锁紧槽上方的斜面603保持接触;所述工装接头11的一端安装所述定位销9和锁紧销10,且另一端与飞机工装固定连接。本发明使用定位销9和锁紧销10作为定位和锁紧功能的实现介质,通过转动手柄机构控制所述工装接头11组件产生轴向位移完成锁紧。
28.实施例2:本实施例是在实施例1的基础上进行优化,如图2所示,所述锁紧环由若干个弧形斜块6组成,且相邻弧形斜块6之间通过压缩弹簧7连接,所述弧形斜块6的内部设置有倾斜的锁紧槽;所述弧形斜块6的数量大于等于锁紧销10的数量。
29.进一步地,所述锁紧套筒1沿周向对应弧形斜块6设置有若干个贯穿孔101。
30.本发明通过使用定位销9和锁紧销10作为定位和锁紧功能的实现介质,转动手柄控制所述弧形斜块6的锁紧槽上部的斜面603发生厚度方向的变化使工装接头11组件产生轴向位移完成锁紧。所述弧形斜块6通过所述压缩弹簧7柔性连接,保证每个所述弧形斜块6的锁紧槽的斜面603都与所述锁紧销10可靠接触。在实际使用过程中,所述锁紧销10的设置位置不一定规整,会有一定的误差或者错位,为了适应不同的安装环境,通过在相邻弧形斜块6之间设置压缩弹簧7实现柔性安装,进一步提高了锁紧的应用范围,提高了安装精度,具有较好的实用性。
31.本实施例的其他部分与实施例1相同,故不再赘述。
32.实施例3:本实施例是在实施例1或2的基础上进行优化,如图2、图4所示,所述贯穿孔101的两端分别设置有阶梯孔102,所述手柄机构包括手柄、把手4、手柄套筒2、复位弹簧3,所述手柄的一端穿过贯穿孔101并与锁紧环连接,且另一端与把手4连接,所述手柄的外侧滑动套设有手柄套筒2,所述手柄套筒2与手柄之间设置有复位弹簧3,所述手柄套筒2的外径大于贯穿孔101的宽度,且小于等于阶梯孔102的宽度。
33.进一步地,所述阶梯孔102的底部设置有感应槽103,所述感应槽103内设置有接近
感应开关110112。
34.所述锁紧套筒1侧壁开设的贯穿孔101两端有沿轴向两边扩展的阶梯孔102,所述手柄转动至所述阶梯孔102时,所述复位弹簧3可弹回所述手柄套筒2,手柄可固定在阶梯孔102处。所述接近感应开关110112安装在所述锁紧套筒1上,所述手柄套筒2外周为接近感应开关110112的感应检测点。接近感应开关110112为现有技术,故不再赘述。
35.进一步地,所述锁紧环的外侧壁设置有螺纹孔602,所述手柄的一端与螺纹孔602螺纹连接。
36.进一步地,所述锁紧套筒1的顶部侧壁沿周向设置有定位孔104,所述端盖8对应沿周向设置有若干个连接安装孔位801,所述端盖8与锁紧套筒1通过螺栓固定连接。所述端盖8与所述锁紧套筒1固定连接,所述端盖8覆盖所述铜圈5和所述锁紧套筒1围边,所述端盖8中心开设用于所述工装接头11组件通过的避让空间。
37.本实施例的其他部分与上述实施例1或2相同,故不再赘述。
38.实施例4:本实施例是在实施例1
‑
3任一个的基础上进行优化,如图2所示,所述锁紧组件还包括铜圈5,所述锁紧环的上下两侧与定位环106、端盖8之间分别设置有铜圈5;所述铜圈5的边缘沿周向设置有若干个凹槽501,所述铜圈5通过止动螺钉固定设置在锁紧套筒1内部。
39.进一步地,所述定位环106的顶部对应锁紧环设置有安装槽,所述锁紧环与安装槽之间设置有铜圈5。
40.所述铜圈5可有效减少所述锁紧环转动摩擦带来的磨损,还可通过改变所述铜圈5厚度调整所述手柄转动的灵活性。
41.本发明的工作原理如下:使锁紧组件处于松开状态的初始位置,放入工装接头11组件使定位销9进入锁紧套筒1的定位卡槽105内,锁紧销10位于弧形斜块6的避让孔601内,拉动手柄套筒2使复位弹簧3处于压缩状态,转动手柄使弧形斜块6转动,弧形斜块6的锁紧槽上方的斜面603通过沿厚度方向的变化带动锁紧销10,使工装接头11组件产生轴向位移,至端盖8外表面与工装接头11的定位面靠紧贴死后达到锁紧状态,此时手柄进入阶梯孔102内,松开手柄套筒2,在复位弹簧3弹的作用下手柄套筒2复位,手柄套筒2卡接在阶梯孔102内,此时手柄无法产生松动或回退,有效稳定锁紧状态。安装在感应槽103处的接近感应开关110112可以通过感应手柄套筒2的外圆周面进行状态信号监测反馈。工作完成后,提升手柄套筒2使复位弹簧3产生压缩变形至手柄套筒2脱离阶梯孔102,反向转动手柄,使弧形斜块6退回至初始位置,此时工装接头11组件可沿轴向退出,实现解锁。
42.本实施例的其他部分与上述实施例1
‑
3任一个相同,故不再赘述。
43.实施例5:一种飞机工装的机械式定位锁紧装置,如图1
‑
图4所示,包括锁紧组件和工装接头11组件,所述工装接头11组件包括工装接头11、定位销9、锁紧销10,所述工装接头11的一端安装所述定位销9和锁紧销10,且另一端与飞机工装固定连接。所述锁紧组件包括锁紧套筒1、手柄机构、端盖8和从下至上依次设置在锁紧套筒1内部的定位环106、锁紧环。所述锁紧环转动设置在锁紧套筒1内,所述锁紧套筒1沿周向设置有贯穿孔101,所述手柄机构穿过贯穿孔101并与锁紧环连接;所述定位环106对应定位销9开设有定位卡槽105,所述锁紧环的
内壁对应锁紧销10设置有倾斜的锁紧槽,且锁紧槽的最高处贯通的设置有避让孔601。
44.进一步地,如图2、图4所示,所述贯穿孔101的两端分别设置有阶梯孔102,所述手柄机构包括手柄、把手4、手柄套筒2、复位弹簧3,所述手柄的一端穿过贯穿孔101并与锁紧环连接,且另一端与把手4连接,所述手柄的外侧滑动套设有手柄套筒2,所述手柄套筒2与手柄之间设置有复位弹簧3,所述手柄套筒2的外径大于贯穿孔101的宽度,且小于等于阶梯孔102的宽度。
45.进一步地,如图2所示,所述锁紧环由若干个弧形斜块6组成,且相邻弧形斜块6之间通过压缩弹簧7连接,所述弧形斜块6的内部设置有倾斜的锁紧槽;所述弧形斜块6的数量大于等于锁紧销10的数量。
46.如图1所示,工装接头11上安装有两组定位销9和三组锁紧销10,其中工装接头11的底部侧壁分别对应设置有第一止动螺钉安装孔1102、第二止动螺钉安装孔1103,工装接头11的顶部设置有与专用飞机工装的安装连接孔1104。
47.如图2、图3所示,锁紧套筒1的周围侧壁上开设了沿周向延伸的贯穿孔101,在贯穿孔101的两端分别设有沿轴向两边扩展的阶梯孔102,三组弧形斜块6安装于锁紧套筒1内侧,每两个弧形斜块6之间安装有压缩弹簧7,弧形斜块6前后各安装有铜圈5,所述铜圈5的边缘设置有凹槽501,铜圈5上的凹槽501用于防止铜圈5转动。所述端盖8上设置有与锁紧套筒1上定位孔104对应的连接安装孔位801。手柄穿过贯穿孔101并与弧形斜块6上的螺纹孔602固定连接,转动手柄可带动弧形斜块6一齐转动。
48.本实例的具体工作过程如下:1)锁紧工作过程如下:使锁紧组件处于松开状态的初始位置,放入工装接头11组件使定位销9进入锁紧套筒1的定位卡槽105内,锁紧销10位于弧形斜块6的避让孔601内,拉动手柄套筒2使复位弹簧3处于压缩状态,转动手柄使弧形斜块6转动,弧形斜块6的锁紧槽上方的斜面603通过沿厚度方向的变化带动锁紧销10,使工装接头11组件产生轴向位移,至端盖8外表面与工装接头11的定位面靠紧贴死后达到锁紧状态,此时手柄进入阶梯孔102内,松开手柄套筒2,在复位弹簧3弹的作用下手柄套筒2复位,手柄套筒2卡接在阶梯孔102内,此时手柄无法产生松动或回退,有效稳定锁紧状态。安装在感应槽103处的接近感应开关110112可以通过感应手柄套筒2的外圆周面进行状态信号监测反馈;2)工作完成后,提升手柄套筒2使复位弹簧3产生压缩变形至手柄套筒2脱离阶梯孔102,反向转动手柄,使弧形斜块6退回至初始位置,此时工装接头11组件可沿轴向退出,实现解锁。
49.本实施例的用于飞机工装的机械式定位锁紧装置通过手柄可进行锁紧、松开状态的有效控制;同时手柄的复位弹簧3和锁紧套筒1的阶梯孔102可有效稳固锁紧状态,避免振动或误碰引起的手柄松动或回退;接近感应开关110112可实现锁紧状态的有效反馈,具有较好的实用性。
50.以上所述,仅是本发明的较佳实施例,并非对本发明做任何形式上的限制,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化,均落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1