一种双梁式机翼主盒段结构的制作方法
1.本实用新型涉及飞机机翼技术领域,特别涉及一种机翼主盒段结构。
背景技术:
2.传统双梁式机翼主盒段结构由前梁、后梁、上蒙皮、下蒙皮及翼肋组成。如图4所示,原机翼主盒段通过上蒙皮、下蒙皮、前梁及后梁与翼肋机械连接而形成,在实际生产装配中,需用工装型架来定位各部件位置,再用抽芯铆钉或高锁螺栓来连接固定。此种结构形式零部件多,装配过程复杂,对工装型架精度要求较高,整体结构强度较低,同时由于使用了大量的螺栓等连接件,在长期飞行中受空气动力载荷作用会导致螺栓松动,后期检查维护量大。
技术实现要素:
3.针对现有技术中存在的不足,本实用新型提供了一种双梁式机翼主盒段结构,减少了装配工作量,降低了装配难度,同时大大减少了螺栓等标准件的使用,降低了后期检查维护工作量。
4.本实用新型的目的是这样实现的:一种双梁式机翼主盒段结构,由前梁、后梁、上蒙皮、下蒙皮及翼肋组成,所述前梁、后梁、下蒙皮及翼肋为整体成型结构,所述翼肋贴合在前梁、后梁、下蒙皮的内侧,上蒙皮安装在所述整体成型结构上。
5.作为本实用新型的进一步限定,所述翼肋的顶部加工有槽口,所述上蒙皮的内表面上设有卡入所述槽口的筋条。
6.作为本实用新型的进一步限定,所述筋条为夹心结构,其内部为泡沫芯、外部为复材蒙皮。
7.作为本实用新型的进一步限定,所述上蒙皮采用紧固件与所述整体成型结构固定连接。
8.作为本实用新型的进一步限定,所述前梁、后梁、上蒙皮、下蒙皮及翼肋均为复合材料。
9.与现有技术相比,本实用新型的有益效果在于:
10.本实用新型中前梁、后梁、下蒙皮及翼肋为整体成型结构,减少了装配工作量,降低了装配难度,简化了工装型架,同时大大减少了螺栓等标准件的使用,方便后期检查维护;这种设计具备结构装配简单、装配量少、安全性高、整体强度高及密封性好的特点。
附图说明
11.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
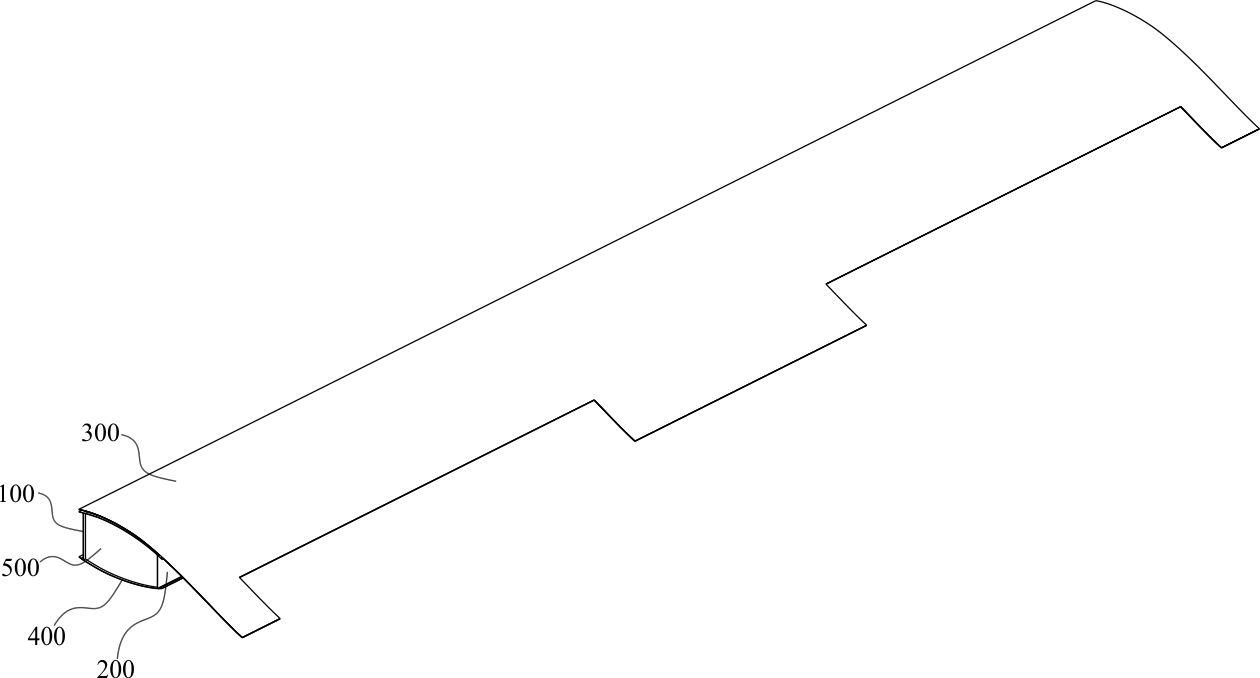
12.图1为本实用新型立体结构示意图。
13.图2为本实用新型中整体成型结构示意图。
14.图3为本实用新型中上蒙皮结构示意图。
15.图4为现有技术中双梁式机翼主盒段结构示意图。
16.其中,100前梁,200后梁,300上蒙皮,301筋条,400下蒙皮,500翼肋,501槽口。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
实施例
18.如图1-3所示的一种双梁式机翼主盒段结构,由前梁100、后梁200、上蒙皮300、下蒙皮400及翼肋500组成,前梁100、后梁200、下蒙皮400及翼肋500为整体成型结构,翼肋500贴合在前梁100、后梁200、下蒙皮400的内侧,上蒙皮300安装在整体成型结构上。
19.具体的,本实施例中翼肋500共设计有十个,但并不局限于此,可根据实际需要进行调整,下蒙皮400与前梁100、后梁200、翼肋500为整体件,中间区域厚度10mm,往两侧逐渐递减至6mm,装配过程只有上蒙皮300与整体成型结构的装配,采用螺栓和抽钉等连接件进行固定连接即可。
20.需要说明的是,前梁100、后梁200、下蒙皮400及翼肋500均采用复材制成,在成型过程中采用预浸料铺贴、固化即可完成,铺贴过程跟常规铺贴工艺一样,先在设计好的模具上铺贴前梁100、后梁200、下蒙皮400预浸料,预固化后,在预固化好后的预浸料内侧放入翼肋500铺贴模具,铺贴翼肋500预浸料,铺贴完成后送入热压罐固化,脱模得到整体成型结构,装配时只需采用紧固件进行该整体成型结构与上蒙皮300的固定连接,在飞机飞行中,机翼上下蒙皮400承受气动载荷和集中力载荷,再通过螺栓和抽钉等连接件将力传递给翼肋500和前后梁200,作为直接受力件,上下蒙皮400要有足够的强度即可;本实用新型很大程度上减少了装配工作量,降低了装配难度。提高了机翼盒段处强度和刚度。
21.进一步的,翼肋500的顶部加工有槽口501,上蒙皮300的内表面上设有卡入槽口501的筋条301。
22.具体的,槽口501加工的数量与筋条301一致,筋条301为夹心结构,其内部为泡沫芯、外部为复材蒙皮,成型时上蒙皮300进行单独的铺贴固化,铺贴的过程中在局部位置加入泡沫芯,铺贴完成后进行固化,脱模后得到上蒙皮300。
23.本实用新型中,梁-肋-下蒙皮400整体成型结构由前梁100、后梁200、翼肋500及下蒙皮400组成,再与上蒙皮300连接组成某型机翼盒段,起飞时,整个机翼可以承受20t的起飞重量,机翼强度和刚度能够满足要求;机翼盒段内部设置有结构油箱,能承受8-10t重的燃油,同时要求前后梁200、下蒙皮400与翼肋500组成的盒段密封性能要好;下蒙皮400厚度为10mm至6mm的渐变厚度,结构强度和密封性能均能够满足要求,本实用新型装配简单,装配量少,整体强度高,密封性能好,能满足实际需要。
24.以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
技术特征:
1.一种双梁式机翼主盒段结构,由前梁(100)、后梁(200)、上蒙皮(300)、下蒙皮(400)及翼肋(500)组成,其特征在于,所述前梁(100)、后梁(200)、下蒙皮(400)及翼肋(500)为整体成型结构,所述翼肋(500)贴合在前梁(100)、后梁(200)、下蒙皮(400)的内侧,上蒙皮(300)安装在所述整体成型结构上。2.根据权利要求1所述的一种双梁式机翼主盒段结构,其特征在于,所述翼肋(500)的顶部加工有槽口(501),所述上蒙皮(300)的内表面上设有卡入所述槽口(501)的筋条(301)。3.根据权利要求2所述的一种双梁式机翼主盒段结构,其特征在于,所述筋条(301)为夹心结构,其内部为泡沫芯、外部为复材蒙皮。4.根据权利要求1-3中任一项所述的一种双梁式机翼主盒段结构,其特征在于,所述上蒙皮(300)采用紧固件与所述整体成型结构固定连接。5.根据权利要求1-3中任一项所述的一种双梁式机翼主盒段结构,其特征在于,所述前梁(100)、后梁(200)、上蒙皮(300)、下蒙皮(400)及翼肋(500)均为复合材料。
技术总结
本实用新型公开了飞机机翼领域内的一种双梁式机翼主盒段结构,由前梁、后梁、上蒙皮、下蒙皮及翼肋组成,前梁、后梁、下蒙皮及翼肋为整体成型结构,翼肋贴合在前梁、后梁、下蒙皮的内侧,上蒙皮安装在整体成型结构上,本实用新型减少了装配工作量,降低了装配难度,同时大大减少了螺栓等标准件的使用,降低了后期检查维护工作量。维护工作量。维护工作量。
技术研发人员:李俊 吴长锋 王县委 马婷婷 王亦宁 曹飞 丛朋雨 康瑞良 张辰
受保护的技术使用者:江苏新扬新材料股份有限公司
技术研发日:2022.12.08
技术公布日:2023/3/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1