打捆机的包边方法及包边机构与流程
[0001]
本发明涉及农业机械技术领域,特别涉及一种打捆机的包边方法及包边机构。
背景技术:
[0002]
在农业生产中,地膜打碎后的残膜、收获的籽棉或其他体积小、质量轻的物料需要集中收集后,压实形成圆捆后,通过在圆捆的外圆周面包膜,避免圆捆在卸料时散开。
[0003]
现有技术中,通过导膜机构将包装膜导入物料圆捆与容置圆捆的凹腔之间的间隙,使包装膜包覆圆柱状物料的圆周面,包装膜的宽度大于圆柱状物料的宽度,包装膜包覆物料圆捆时,需要将包装膜的边缘包向圆捆的底面,而圆捆在形成过程中,圆捆的底面紧贴打捆机的内侧板,使得包装膜的边缘难以进入圆捆的底面和内侧板之间,如何使包装膜的边缘顺利进入圆捆的底面和内侧板之间,形成圆捆的包边是亟需解决的问题。
技术实现要素:
[0004]
本发明所要解决的技术问题是:提供一种打捆机的包边方法及包边机构,使包装膜的边缘顺利进入圆捆的底面和内侧板之间形成包边。
[0005]
为了解决上述技术问题,本发明采用的技术方案为:
[0006]
本发明涉及一种打捆机的包边方法,所述方法包括以下步骤:
[0007]
步骤1:在园捆旋转的情况下挤压圆捆的侧沿,使圆捆侧沿与侧板之间形成间隙;
[0008]
步骤2:包装膜在展开后被拉伸并包裹圆捆的圆周面,使包装膜的侧边进入圆捆侧沿与侧板之间的间隙。
[0009]
本发明还涉及一种打捆机的包边机构,包括紧贴于圆捆底面的侧板,包括包边挤压推送轮,所述包边挤压推送轮置于侧板的紧贴于圆捆底面边沿处。
[0010]
本发明的有益效果在于:通过在包装膜还未引导至圆捆圆周面前,先通过包边挤压推送轮挤压圆捆的侧沿,使圆捆侧沿与侧板之间形成间隙,然后包装膜引导至圆捆圆周面后,通过包装膜拉伸并包裹圆捆的圆周面,使包装膜的侧边能够顺利地进入圆捆侧沿与侧板之间的间隙,由于圆捆具有一定的回弹性,当包装膜侧边进入圆捆侧沿与侧板之间的间隙后,圆捆回弹继续贴近侧板,将包装膜侧边夹在圆捆与侧板之间,使包装膜的侧边紧贴圆捆的侧沿,形成包边。
附图说明
[0011]
图1为本发明实施例1的打捆机的包边机构的结构示意图;
[0012]
图2为本发明实施例2的打捆机的包边机构的结构示意图;
[0013]
图3为本发明实施例1的打捆机的包边机构的包边挤压推送轮结构示意图;
[0014]
图4为本发明实施例2的打捆机的包边机构的包边挤压推送轮结构示意图;
[0015]
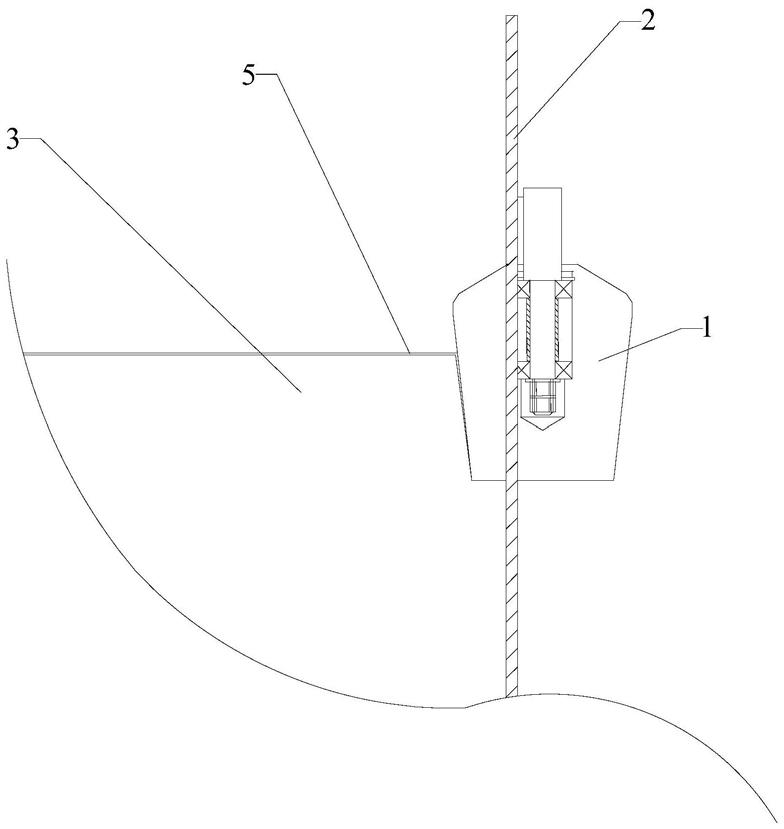
图5为本发明实施例1的打捆机的包边机构安装于打捆机的结构示意图;
[0016]
图6为图5的a部放大图;
[0017]
图7为本发明实施例3的打捆机的包边机构中的边膜导向轮的结构示意图;
[0018]
图8为本发明实施例3的打捆机的包边机构中的导膜辊的结构示意图;
[0019]
标号说明:
[0020]
1、包边挤压推送轮;11、辊体;12、安装板;13、螺栓孔;2、侧板;21、安装孔;3、圆捆;4、第一平面;5、包装膜;6、边膜导向轮;7、导膜轮。
具体实施方式
[0021]
为详细说明本发明的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
[0022]
本发明涉及一种打捆机的包边方法,所述方法包括以下步骤:
[0023]
步骤1:在园捆旋转的情况下挤压圆捆3的侧沿,使圆捆3侧沿与侧板2之间形成间隙;
[0024]
步骤2:包装膜在展开后被拉伸并包裹圆捆3的圆周面,使包装膜的侧边进入圆捆3侧沿与侧板2之间的间隙。
[0025]
上述方法中的圆捆3形成的过程可以通过物料落向松弛的输送带,利用输送带的转动和物料重力的共同作用配合输送带两侧的侧板2挤压,使松弛的输送带胀紧,使物料转动的过程中逐渐形成紧实的圆捆3,然后需要通过放膜装置放膜时,通过驱动输送带反转转动带动圆捆3反向转动转动,同时喂膜装置向输送带和圆捆3圆周面之间导入包装膜,之后包装膜在圆捆3和输送带的夹持转动,使包装膜不断被拉伸并包覆于圆捆3圆周面,由于包装膜的宽度大于圆捆3的宽度,需要将宽于圆捆3的包装膜边缘包向圆捆3的侧沿,才能形成包边,又由于物料形成紧实的圆捆3后,圆捆3的底面紧贴侧板2,又不利于包装膜的边缘进入圆捆3侧沿与侧板2之间的间隙。
[0026]
本发明的打捆机的包边方法中,是在包装膜还未引导至圆捆3圆周面前,先通过包边挤压推送轮1挤压圆捆3的侧沿,使圆捆3侧沿与侧板2之间形成间隙,然后包装膜引导至圆捆3圆周面后,通过将包装膜拉伸并包裹圆捆3的圆周面后,才能使包装膜的侧边能够顺利地进入圆捆3侧沿与侧板2之间的间隙,由于圆捆3具有一定的回弹性,当包装膜侧边进入圆捆3侧沿与侧板2之间的间隙后,圆捆3回弹继续贴近侧板2,将包装膜侧边夹在圆捆3与侧板2之间,使包装膜的侧边紧贴圆捆3的侧沿,形成包边。
[0027]
进一步的,上述圆捆3包边方法中,还包括步骤3:挤压推送圆捆3的侧沿包装膜使其紧贴圆捆3的侧沿。
[0028]
由上述描述可知,包装膜的侧边紧贴圆捆3的侧沿形成包边后,圆捆3继续转动,直至圆捆3侧沿连同包装膜的侧边一同接触包边挤压推送轮1,通过包边挤压推送轮1的挤压使包装膜的侧边在圆捆3的侧沿包紧,使包装膜的侧边更紧密地贴合在圆捆3的侧沿。
[0029]
请参照图1至图8,本发明还涉及一种打捆机的包边机构,包括紧贴于圆捆3底面的侧板2,包括包边挤压推送轮1,所述包边挤压推送轮1置于侧板2的紧贴于圆捆3底面边沿处。
[0030]
由上述描述可知,请参照图1-图6,包边挤压推送轮1可以为辊体11通过轴承连接于固定轴的结构,在侧板2靠近圆捆3侧沿的方位开设安装孔21,将包边挤压推送轮1的固定轴安装在安装孔21处,使辊体11嵌于侧板2,即一部分辊体11在侧板2内侧,另一部分辊体11
在侧板2外侧,辊体11和侧板2之间仅存在容纳辊体11自由转动的间隙,避免圆捆3的物料从侧板2与辊体11之间的间隙漏出。
[0031]
进一步的,上述打捆机的包边机构中,还包括安装板12,所述包边挤压推送轮1可转动地连接于安装板12,所述安装板12连接于侧板2。
[0032]
由上述描述可知,请参照图3和图4,可以设计安装板12来固定包边挤压推送轮1的固定轴,安装板12与包边挤压推送轮1的辊体11边缘间隙配合,以此避免圆捆3的物料从辊体11与侧板2的间隙漏出,通过在侧板2设置安装孔21,安装孔21的大小和安装板12的大小对应,安装板12设置与安装孔21边缘一一对应的螺栓孔13,通过螺栓将安装板12固定在安装孔21处,从而方便包边挤压推送轮1的拆装和位置调节。请参照图3和图4,安装板12上的螺栓孔13可设计为条形孔,可调节安装板12在安装孔21处的安装方位和角度。
[0033]
进一步的,上述打捆机的包边机构中,所述包边挤压推送轮1与圆捆3接触点的法线和圆捆3的轴线所在平面为第一平面4,所述第一平面4与包边挤压推送轮1的轴线夹角为0-45度(上述第一平面4与包边挤压推送轮1的轴线夹角在图5和图6中示为α角)。
[0034]
由上述描述可知,请参照图5和图6,上述第一平面4与包边挤压推送轮1的轴线夹角为0-45度,在上述夹角下,使得包装膜在圆捆3侧沿形成包边后,再次经过包边挤压推送轮1时,包边挤压推送轮1在滚压包装膜侧边时,对包装膜侧边具有拉紧的作用,即具有将包装膜侧边向圆捆3径向的拉力,使包装膜的侧边更紧密地贴合在圆捆3侧沿。
[0035]
进一步的,上述打捆机的包边机构中,所述包边挤压推送轮1的形状为圆柱形。
[0036]
进一步的,上述打捆机的包边机构中,所述包边挤压推送轮1的形状为圆台体。
[0037]
进一步的,上述打捆机的包边机构中,所述包边挤压推送轮1的锥高大于圆捆3的半径。
[0038]
由上述描述可知,请参照图3,上述包边挤压推送轮1为圆台体时,其锥高(即圆台体的弧面延长线的交点(圆锥顶点)至圆台体底面圆心的间距)(图3中示为h)要大于圆捆3的半径,即圆台体状的包边挤压推送轮1的锥度不能过大,即上述锥高无穷大时,包边挤压推送轮1趋近于圆柱体。
[0039]
进一步的,请参照图7,上述打捆机的包边机构中,还包括边膜导向轮6,所述边膜导向轮6位于包边挤压推送轮1相对于圆捆转动方向的前方,所述边膜导向轮6的轴向截面形状为工字型,所述边膜导向轮位于包边挤压推送轮相对于圆捆转动方向的前方。
[0040]
当圆捆由包边挤压推送轮临时挤压形成与侧板的间隙后,包装膜导入圆捆圆周面,此时通过工字型的边膜导向轮将包装膜拉伸并包裹圆捆的圆周面,侧边的包装膜进入圆捆侧沿与侧板之间的间隙。
[0041]
进一步的,请参照图8,上述打捆机的包边机构中,还包括导膜轮7,所述导膜轮7的圆周面与圆捆的圆周面接触,所述导膜轮7位于边膜导向轮与包边挤压推送轮1之间。
[0042]
导膜轮的作用是将包装膜导入圆捆圆周面,由于导膜轮的圆周面与圆捆的圆周面接触,可使包装膜中部紧密地包覆在圆捆圆周面。
[0043]
进一步的,上述打捆机的包边机构中,所述导膜轮7的轴向截面为中字形。
[0044]
实施例1
[0045]
一种打捆机的包边机构,包括紧贴于圆捆3底面的侧板2,包括包边挤压推送轮1,所述包边挤压推送轮1置于侧板2的紧贴于圆捆3底面边沿处。请参照图1-图8,包边挤压推
送轮1可以为辊体11通过轴承连接于固定轴的结构,在侧板2靠近圆捆3侧沿的方位开设安装孔21,将包边挤压推送轮1的固定轴安装在安装孔21处,使辊体11嵌于侧板2,即一部分辊体11在侧板2内侧,另一部分辊体11在侧板2外侧,辊体11和侧板2之间仅存在容纳辊体11自由转动的间隙,避免圆捆3的物料从侧板2与辊体11之间的间隙漏出。还包括安装板12,所述包边挤压推送轮1的可转动地连接于安装板12,所述侧板2设有安装孔21,所述安装板12通过螺钉固定于安装孔21。请参照图3和图4,可以设计安装板12来固定包边挤压推送轮1的固定轴,安装板12与包边挤压推送轮1的辊体11边缘间隙配合,以此避免圆捆3的物料从辊体11与侧板2的间隙漏出,通过在侧板2设置安装孔21,安装孔21的大小和安装板12的大小对应,安装板12设置与安装孔21边缘一一对应的螺栓孔13,通过螺栓将安装板12固定在安装孔21处,从而方便包边挤压推送轮1的拆装和位置调节。请参照图3和图4,安装板12上的螺栓孔13可设计为条形孔,可调节安装板12在安装孔21处的安装方位和角度。
[0046]
所述包边挤压推送轮1与圆捆3接触点的法线和圆捆3的轴线所在平面为第一平面4,所述第一平面4与包边挤压推送轮1的轴线夹角为0-45度(上述第一平面4与包边挤压推送轮1的轴线夹角在图5和图6中示为α角)。请参照图5和图6,上述第一平面4与包边挤压推送轮1的轴线夹角为0-45度,在上述夹角下,使得包装膜在圆捆3侧沿形成包边后,再次经过包边挤压推送轮1时,包边挤压推送轮1在滚压包装膜侧边时,对包装膜侧边具有拉紧的作用,即具有将包装膜侧边向圆捆3径向的拉力,使包装膜的侧边更紧密地贴合在圆捆3侧沿。所述包边挤压推送轮1的形状为圆台体。所述包边挤压推送轮1的锥高大于圆捆3的半径。其锥高(即圆台体的弧面延长线的交点(圆锥顶点)至圆台体底面圆心的间距)(图3中示为h)要大于圆捆3的半径,即圆台体状的包边挤压推送轮1的锥度不能过大,即上述锥高无穷大时,包边挤压推送轮1趋近于圆柱体。
[0047]
实施例2
[0048]
一种打捆机的包边机构,包括紧贴于圆捆3底面的侧板2,包括包边挤压推送轮1,所述包边挤压推送轮1安装于侧板2,所述包边挤压推送轮1位于圆捆3的侧沿。请参照图1-图6,包边挤压推送轮1可以为辊体11通过轴承连接于固定轴的结构,在侧板2靠近圆捆3侧沿的方位开设安装孔21,将包边挤压推送轮1的固定轴安装在安装孔21处,使辊体11嵌于侧板2,即一部分辊体11在侧板2内侧,另一部分辊体11在侧板2外侧,辊体11和侧板2之间仅存在容纳辊体11自由转动的间隙,避免圆捆3的物料从侧板2与辊体11之间的间隙漏出。还包括安装板12,所述包边挤压推送轮1的可转动地连接于安装板12,所述侧板2设有安装孔21,所述安装板12通过螺钉固定于安装孔21。请参照图3和图4,可以设计安装板12来固定包边挤压推送轮1的固定轴,安装板12与包边挤压推送轮1的辊体11边缘间隙配合,以此避免圆捆3的物料从辊体11与侧板2的间隙漏出,通过在侧板2设置安装孔21,安装孔21的大小和安装板12的大小对应,安装板12设置与安装孔21边缘一一对应的螺栓孔13,通过螺栓将安装板12固定在安装孔21处,从而方便包边挤压推送轮1的拆装和位置调节。请参照图3和图4,安装板12上的螺栓孔13可设计为条形孔,可调节安装板12在安装孔21处的安装方位和角度。
[0049]
所述包边挤压推送轮1与圆捆3接触点的法线和圆捆3的轴线所在平面为第一平面4,所述第一平面4与包边挤压推送轮1的轴线夹角为0-45度(上述第一平面4与包边挤压推送轮1的轴线夹角在图5和图6中示为α角)。请参照图5和图6,上述第一平面4与包边挤压推
送轮1的轴线夹角为5-40度,在上述夹角下,使得包装膜在圆捆3侧沿形成包边后,再次经过包边挤压推送轮1时,包边挤压推送轮1在滚压包装膜侧边时,对包装膜侧边具有拉紧的作用,即具有将包装膜侧边向圆捆3径向的拉力,使包装膜的侧边更紧密地贴合在圆捆3侧沿。所述包边挤压推送轮1的形状为圆柱形。所述包边挤压推送轮1的轴线与侧板2平行。
[0050]
实施例3
[0051]
在实施例1或2的基础上,增设导膜轮7和边膜导向轮6;
[0052]
所述边膜导向轮6位于包边挤压推送轮1相对于圆捆转动方向的前方,所述边膜导向轮6的轴向截面形状为工字型,所述边膜导向轮6位于包边挤压推送轮相对于圆捆转动方向的前方。当圆捆由包边挤压推送轮临时挤压形成与侧板的间隙后,包装膜导入圆捆圆周面,此时通过工字型的边膜导向轮将包装膜拉伸并包裹圆捆的圆周面,侧边的包装膜进入圆捆侧沿与侧板之间的间隙。
[0053]
具体的,边膜导向轮6两端10~50毫米长的直径比中部大60~200毫米。
[0054]
所述导膜轮7的圆周面与圆捆的圆周面接触,所述导膜轮7位于边膜导向轮与包边挤压推送轮1之间。导膜轮7的作用是将包装膜导入圆捆圆周面,由于导膜轮的圆周面与圆捆的圆周面接触,可使包装膜中部紧密地包覆在圆捆圆周面。所述导膜轮的轴向截面为中字形。
[0055]
具体的,导膜轮7两端10~50毫米长的直径比中部小60~200毫米。
[0056]
综上所述,通过在包装膜还未引导至圆捆圆周面前,先通过包边挤压推送轮挤压圆捆的侧沿,使圆捆侧沿与侧板之间形成间隙,然后包装膜引导至圆捆圆周面后,通过包装膜拉伸并包裹圆捆的圆周面,使包装膜的侧边能够顺利地进入圆捆侧沿与侧板之间的间隙,由于圆捆具有一定的回弹性,当包装膜侧边进入圆捆侧沿与侧板之间的间隙后,圆捆回弹继续贴近侧板,将包装膜侧边夹在圆捆与侧板之间,使包装膜的侧边紧贴圆捆的侧沿,形成包边。包装膜的侧边紧贴圆捆的侧沿形成包边后,圆捆继续转动,直至圆捆侧沿连同包装膜的侧边一同接触包边挤压推送轮,通过包边挤压推送轮的挤压使包装膜的侧边在圆捆的侧沿压紧,使包装膜的侧边更紧密地贴合在圆捆的侧沿。
[0057]
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1