一种锰锌铁氧体磁芯压机传输装置及传输方法与流程
[0001]
本发明涉及磁芯加工技术领域,具体涉及一种锰锌铁氧体磁芯压机传输装置及传输方法。
背景技术:
[0002]
锰锌铁氧体磁芯压机是一种把原料粉末压制成型为特殊结构形状磁芯的设备,在对压机压制成型的磁芯产品进行传输放置时,传统厂商是通过工人手动将压制成型的磁芯放置到承烧板上,放置效率较低,人力资源浪费,由于工人熟练度不同,放置产品时用力大小很难把握,用力过大容易压坏磁芯产品,尤其是对于那些很薄的产品,施加的力大了很容易挤压碎裂,导致产品不合格率升高,造成原料浪费。
[0003]
现有技术中,在对锰锌铁氧体磁芯进行传输及排列时,磁粉经过压机压制成型为特定型号的磁芯,通过传送带将磁芯传送到下一转运装置,为保证磁芯不被损坏和传输效率,要严格控制作用在磁芯上的力及输送装置的可靠性。
[0004]
现有的专利技术,如授权公告号为cn 106742278 a的中国专利磁芯自动排列机,包括机座,机座上设置有底板,底板上设置有磁芯输送装置以及旋转包装台;磁芯输送装置包括皮带底座。其不足之处在于:磁芯输送到产品包装箱时是单排传输,效率较低。
[0005]
又如授权公告号为cn 202575429 u的中国专利一种多层铁氧体磁芯自动排列机,包括机架、在机架上设置的上料输送机构、排列预处理用的托盘机构、物料转移释放机构、磁芯烧结匣移栽机构、以及控制管理电路。其不足之处在于:1)装有磁铁的导板下降吸附磁芯时,导板在到达磁芯上表面时导板内的磁铁下落到导板内部底面,导板下底面周围突然产生磁场,磁芯在磁力作用下突然被吸附到导板底部,若冲击力过大则会损坏磁芯;2)磁芯从滑道滑入上料输送机构的输送带时,第二排之后的磁芯进入输送带都会挤压前面的磁芯,越靠后的磁芯受到的挤压力越大,挤压力过大磁芯易碎裂。
技术实现要素:
[0006]
本发明的目的在于提供一种锰锌铁氧体磁芯压机传输装置及传输方法,能够实现磁芯的快速转运,防止磁芯受损,自动化程度极高。
[0007]
为实现上述发明目的,本发明所采用的技术方案是:一种锰锌铁氧体磁芯压机传输装置,包括主体支架和设置在主体支架一侧的载物架,所述主体支架的顶部延伸至载物架的上方,所述载物架上放置有承烧板;
[0008]
所述主体支架的顶部设置有能够在横向驱动组件驱动下沿主体支架长度方向往复移动的滑动架,主体支架的下部设置有宽平输送带,所述宽平输送带的带轮轴与输送电机传动连接;所述宽平输送带的上方设置有电磁吸附箱,所述电磁吸附箱通过纵向驱动组件安装在滑动架上,且能够在纵向驱动组件的驱动下沿上下方向往复移动;
[0009]
还包括控制器,所述横向驱动组件、纵向驱动组件、电磁吸附箱、输送电机均与控制器电性连接,且受控于控制器。
[0010]
优选的,所述滑动架包括分别设置在主体支架前后两侧顶杆上的两根滑杆,所述滑杆之间通过多根横置连杆固定连接,所述滑杆与主体支架的顶杆构成滑动配合,一组相邻的横置连杆之间构成纵向驱动组件的安装区域。
[0011]
优选的,所述主体支架顶杆的两端还设置有两对用于限制滑动架横向极限位置的限位块。
[0012]
优选的,所述纵向驱动组件包括固定设置在横置连杆之间的固定架,所述固定架的下端设置有横向的定位板;所述固定架的内部设置有能够沿上下方向移动的升降支架;
[0013]
所述固定架的顶部设置有升降电机,所述升降电机与丝杆的上端传动连接,所述丝杆的中段穿过升降支架,并与升降支架构成螺纹配合,丝杆的下端与定位板连接,并构成转动配合;所述电磁吸附箱安装在升降支架的下端。
[0014]
优选的,所述定位板上还设置有导向组件,所述导向组件包括呈矩阵状分布在定位板上的四根竖向的导向套,每一根所述导向套内均穿设有一根竖向的导向杆,所述导向套与导向杆滑动配合;所述导向杆的下端与电磁吸附箱固定连接。
[0015]
优选的,所述宽平输送带的上表面和承烧板的上表面平齐。
[0016]
优选的,所述限位块上固定设置了保护橡胶块。
[0017]
优选的,所述电磁吸附箱包括箱体,所述箱体内部均匀设置有若干绕线铁杆,所述绕线铁杆外绕设有电磁线圈,所述电磁线圈与电磁开关串联;所述电磁开关与控制器电性连接,且受控于控制器。
[0018]
优选的,所述控制器为plc控制器。
[0019]
优选的,所述锰锌铁氧体磁芯压机传输装置的传输方法,包括以下步骤:
[0020]
a、宽平输送带与工件输送带对接,并在控制器的控制下将工件间断输送至电磁吸附箱的下方;
[0021]
b、控制器控制横向驱动组件动作,带动安装在滑动架上的电磁吸附箱移动至工件的上方;
[0022]
c、控制器控制纵向驱动组件动作,带动电磁吸附箱下移;并控制电磁吸附箱开启,完成对工件的吸附;
[0023]
d、控制器控制纵向驱动组件动作,带动电磁吸附箱上移;并控制横向驱动组件动作,带动滑动架上的电磁吸附箱移动至承烧板上方;
[0024]
e、控制器控制纵向驱动组件动作,带动电磁吸附箱下移;并控制电磁吸附箱关闭,将工件放下;
[0025]
f、重复步骤a-e,直到将一定数量的工件叠放在承烧板上,然后更换承烧板,进行后续的传输。
[0026]
本发明的有益效果集中体现在:
[0027]
1、采用自动控制的方法,极大的提高了磁芯工件的传输转运效率,降低了工作人员的劳动强度。
[0028]
2、采用了电磁吸附箱作为磁场源,当电磁吸附箱底面与磁芯工件上表面接触时通电励磁,使得作用在磁芯工件上的磁力可控且避免了磁力突增带来的冲击力,能够很好的保护磁芯工件不受损伤。
[0029]
3、控制器可控制宽平输送带有序进给给料,当一排磁芯工件传输到宽平输送带上
时,宽平输送带转动一小段距离,再承接下一排磁芯工件,使磁芯工件的接收和进给更加的有序,有效的避免了磁芯工件间相互挤压的情况。
附图说明
[0030]
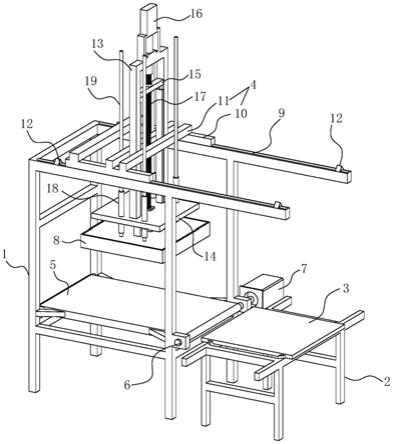
图1为本发明的结构示意图;
[0031]
图2为图1中所示结构的主视图;
[0032]
图3为图2中的左视图。
具体实施方式
[0033]
结合图1-3所示的,一种锰锌铁氧体磁芯压机传输装置,包括主体支架1和设置在主体支架1一侧的载物架2,所述主体支架1的顶部延伸至载物架2的上方,所述载物架2上放置有承烧板3,所述承烧板3可采用人工更换或辅助其他机械设备进行取放更换。
[0034]
本发明所述主体支架1的顶部设置有能够在横向驱动组件驱动下沿主体支架1长度方向往复移动的滑动架4,所述滑动架4顾名思义就是能够滑动的架子,其具体结构较多,其可以就是一个方框或有一个网板架,当然,如图1中所示,所述滑动架4也可以是包括分别设置在主体支架1前后两侧顶杆9上的两根滑杆10,所述滑杆10之间通过多根横置连杆11固定连接,所述滑杆10与主体支架1的顶杆9构成滑动配合,其构成滑动配合的方式也可以采用滑套式、导轨式等。
[0035]
本发明所述的横向驱动组件可采用丝杠螺母副、气缸、液压缸、电动推杆等等,在一般情况下,处于成本、控制精度等方面的综合考虑,采用气缸是较为适宜的模式,当然,在滑动架4和工件质量较重时,采用液压缸等作为替换也是可行的。为了避免滑动架4在主体支架1上过渡滑动,本发明所述主体支架1顶杆9的两端还设置有两对用于限制滑动架4横向极限位置的限位块12,当滑动架4的滑杆10端部与限位块12接触时,实现位置的限止,在此基础上,为了防止刚性冲击,提高限位块12和滑杆10的使用寿命,所述限位块12上固定设置了保护橡胶块。
[0036]
所述主体支架1的下部设置有宽平输送带5,所述宽平输送带5的带轮轴6与输送电机7传动连接。一般情况下,所述宽平输送带5的上表面和承烧板3的上表面平齐,当然为了减少电磁吸附箱8在卸下工件时的行程长度,将载物架2设置的更高,使承烧板3处于高位也是可行的。所述宽平输送带5的上方设置有电磁吸附箱8,所述电磁吸附箱8通过纵向驱动组件安装在滑动架4上,且能够在纵向驱动组件的驱动下沿上下方向往复移动。所述电磁吸附箱8采用电磁铁原理,能够实现工件的吸附与脱附,且吸附力度可控。
[0037]
当然,除上述部件外,本发明还包括控制器,所述横向驱动组件、纵向驱动组件、电磁吸附箱8、输送电机7均与控制器电性连接,且受控于控制器,各部件的启、运动行程等均由控制器的控制信号决定,所述控制器可以为工控机、plc控制器等市面上常规的控制系统,由于控制器本身为较为成熟的现有设备,在本发明中不再对此进行赘述。
[0038]
采用本发明上述的滑动架4后,为了便于纵向驱动组件的安装,一组相邻的横置连杆11之间构成纵向驱动组件的安装区域。所述纵向驱动组件的作用在于带动电磁吸附箱8在上下方向运动,其具体的结构也较多,例如:其也可以是气缸、电动推杆等等,但考虑到其运动的稳定性,本发明图1中所述纵向驱动组件包括固定设置在横置连杆11之间的固定架
13,所述固定架13的下端设置有横向的定位板14。所述固定架13的内部设置有能够沿上下方向移动的升降支架15。所述固定架13的顶部设置有升降电机16,所述升降电机16与丝杆17的上端传动连接,所述丝杆17的中段穿过升降支架15,并与升降支架15构成螺纹配合,丝杆17的下端与定位板14连接,并构成转动配合。所述电磁吸附箱8安装在升降支架15的下端。
[0039]
使用时,升降电机16动作,带动丝杆17动作,进而带动升降支架15动作,从而通过升降15带动电磁吸附箱8上下运动。为了进一步提高电磁吸附箱8升降的稳定性,在此基础上,本发明更好的做法还可以是,所述定位板14上还设置有导向组件,所述导向组件包括呈矩阵状分布在定位板14上的四根竖向的导向套18,每一根所述导向套18内均穿设有一根竖向的导向杆19,所述导向套18与导向杆19滑动配合。所述导向杆19的下端与电磁吸附箱8固定连接。通过导向套18和导向杆19的导向作用,电磁吸附箱8在运动时,基本无横向摆动,且运动的误差极小,提高了控制的精准度。
[0040]
本发明电磁吸附箱8的具体结构也较多,例如:电磁吸附箱8就是一个底面设置若干个电磁铁的箱体。也可以是,所述电磁吸附箱8包括箱体,所述箱体内部均匀设置有若干绕线铁杆,所述绕线铁杆外绕设有电磁线圈,所述电磁线圈与电磁开关串联,电磁开关通常安装在箱体的顶部。所述电磁开关与控制器电性连接,且受控于控制器。使用时,控制器控制电磁开关打开,电磁线圈的回路导通,进行励磁,从而使得箱体的底面具有较好的吸附力。当然,考虑到便于对吸附磁力进行控制,电磁线圈的回路上还可以设置一个滑变电阻来改变回路上的电流大小,进而实现磁力大小的控制。当然,除上述方式外,采用其他起到箱体作用的结构来达到吸附、脱附、磁力大小控制的功能也是可行的。
[0041]
本发明所述的锰锌铁氧体磁芯压机传输装置的传输方法,包括以下步骤:
[0042]
a、宽平输送带5与工件输送带的末端对接,工件输送带的前端通常对接成型压力机,宽平输送带5在控制器的控制下将工件间断输送至电磁吸附箱8的下方。
[0043]
b、控制器控制横向驱动组件动作,带动安装在滑动架4上的电磁吸附箱8移动至工件的上方。
[0044]
c、控制器控制纵向驱动组件动作,带动电磁吸附箱8下移。并控制电磁吸附箱8开启,完成对工件的吸附。
[0045]
d、控制器控制纵向驱动组件动作,带动电磁吸附箱8上移。并控制横向驱动组件动作,带动滑动架4上的电磁吸附箱8移动至承烧板3上方。
[0046]
e、控制器控制纵向驱动组件动作,带动电磁吸附箱8下移。并控制电磁吸附箱8关闭,将工件放下。
[0047]
f、重复步骤a-e,直到将一定数量的工件叠放在承烧板3上,然后更换承烧板3,电磁吸附箱8返回,进行后续的传输。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1