全自动吊盘抓取机构的制作方法
1.本发明涉及漆包线制造设备,更具体涉及全自动吊盘抓取机构。
背景技术:
2.漆包线是由内部的导线及包裹导线的涂层组成,漆包线在生产过程中,需要通过收排线装置将线卷绕于线盘上。当一线盘卷绕完成后,需要及时迅速地将满盘的线盘转移走以便及时更换为空盘。
3.目前,满盘或者空盘的切换移转,有的是通过纯人工来操作,有的是在输送线上设置一个机械手来抓取线盘。经使用发现一些缺陷:一是,空盘是散落于置物台上,有些空盘可能是倾斜或者倾倒的,无法精准快速的抓取,一般需要人工扶正后,再利用机械手抓取,降低了工作效率;二是,空盘绕线前,一般都会先将线头一头固定于捕线器内再进行缠绕,那么在满盘后就需要将线头脱开,线头在滑脱后,成为自由端,容易刮伤已缠绕的线表面,且线尾在切断后,也会成为自由端,同样也会刮伤已缠绕的线表面;三是,现有线盘移转机械手从线盘外侧抓取,抓取不稳,往往需要人工纠正且结构复杂、所需占空间比较大;四是,设备的适用范围小,不同尺寸的盘具需要更换设备的部件,成本高。
技术实现要素:
4.为了解决上述问题,本发明提供了一种集空盘扶正、线头线尾处理和盘具移转于一体的全自动吊盘抓取机构,适用于多种规格的盘具,盘具吊起稳定,自动化程度高,满足高速生产的需求。
5.根据本发明的一个方面,提供了一种全自动吊盘抓取机构,其包括基座、设于基座一端的线头处理装置、设于基座另一端的吊起装置,基座设有机械手定位圈,机械手定位圈的一侧设有抓取装置,抓取装置包括可抓取盘具的夹爪板。由此,使用该全自动吊盘抓取机构时,机械手定位圈用于连接机械手,该全自动吊盘抓取机构使盘具直立放置,对满盘的盘具线头和线尾进行处理,并通过吊起盘具以实现满盘的盘具和空盘的盘具转移;抓取装置位于空盘的盘具上方,然后抓取装置整体下降,利用夹爪板抓取倾斜或倾倒的盘具,当盘具抓取完成后,机械手带动该全自动吊盘抓取机构整体翻转90度、使盘具直立放置后、夹爪板松开盘具;当盘具收线满盘后,机械手带动该全自动吊盘抓取机构整体翻转并移动,使线头处理装置靠近满盘,线头处理装置对线头和线尾进行处理,避免线头和线尾自由散落,不会划伤已缠绕的线表面;随后,调转线头处理装置和吊起装置的位置,利用吊起装置实现空盘和满盘的切换移转,实现了空盘的扶正、满盘的线头线尾处理、满盘和空盘的切换移转,满足高速生产的需求。
6.在一些实施方式中,抓取装置还包括夹爪拉杆轴和夹爪固定套,夹爪固定套套设于夹爪拉杆轴外,夹爪板成对设置、且通过夹爪连接板连接夹爪拉杆轴,夹爪拉杆轴连接有夹爪驱动装置,夹爪驱动装置驱动夹爪拉杆轴伸缩、以实现成对设置的夹爪板打开或闭合。由此,需要抓取空的盘具时,抓取装置位于空的盘具上方,然后抓取装置整体下降,成对设
置的夹爪板位于倾倒或倾斜的盘具两侧,夹爪驱动装置作用于夹爪拉杆轴、使夹爪拉杆轴相对于夹爪固定套向内回缩,夹爪拉杆轴把夹爪连接板的一端往回拉、两个夹爪板向内闭合抓取盘具、盘具呈水平状,当盘具抓取完成后,该全自动吊盘抓取机构整体翻转90度、使盘具直立放置;需要松开盘具时,夹爪驱动装置作用于夹爪拉杆轴、使夹爪拉杆轴相对于夹爪固定套先前伸出,夹爪拉杆轴把夹爪连接板的一端前先推、两个夹爪板向外打开松开盘具,方便后期机械手抓取盘具,有利于实现全自动化作业。
7.在一些实施方式中,抓取装置还包括抓盘座,夹爪驱动装置包括抓盘电机、抓盘驱动齿轮和抓盘齿轮,抓盘电机安装于抓盘座,抓盘电机的输出轴连接于抓盘驱动齿轮,抓盘驱动齿轮与抓盘齿轮啮合,夹爪拉杆轴通过螺纹连接抓盘齿轮,抓盘齿轮可转动安装于抓盘座。由此,抓盘电机带动抓盘驱动齿轮转动,抓盘齿轮与抓盘驱动齿轮啮合传动,夹爪拉杆轴相对于抓盘齿轮作向前或向后移动,夹爪拉杆轴向前移动时、两个夹爪板打开,夹爪拉杆轴向后移动时、两个夹爪板闭合。
8.在一些实施方式中,吊起装置包括吊盘轴、控制轴和铰接块组件,吊盘轴为中空结构,控制轴设于吊盘轴内,铰接块组件相对于控制轴呈对称设置,铰接块组件通过定位销可转动连接于吊盘轴,铰接块组件的一端可活动铰接于控制轴,吊盘轴的外壁设有供铰接块组件展开或回缩的缺口部,控制轴连接有控制轴驱动件,以实现控制轴相对于吊盘轴上下移动、驱动铰接块组件的展开或回缩,吊盘轴的上部套设有固定套,固定套连接于基座。由此,需要吊起盘具时,吊盘轴从上方插入盘具的中心孔内,控制轴驱动件驱动控制轴、使控制轴相对于吊盘轴向上移动,控制轴带动铰接块组件的一端向上移动,同时,铰接块组件绕定位销转动,铰接块组件另一端在缺口部向下翻转展开、伸出吊盘轴的外壁,从盘具的中心孔内勾住盘具顶面的下表面;需要松开盘具时,控制轴驱动件驱动控制轴、使控制轴相对于吊盘轴向下移动,控制轴带动铰接块组件的一端向下移动,同时,铰接块组件绕定位销转动,铰接块组件另一端在缺口部向上翻转回缩;该吊起装置的结构紧凑,从内部吊起盘具,所占空间小,且在移转的过程中,从内部吊起盘具比从外侧抓取盘具更稳定,铰接块组件的展开与回缩都是通过控制轴接触式机械性驱动,确保铰接块组件的展开与回缩到位。
9.在一些实施方式中,吊盘轴设有三段不同尺寸的外径,相应的控制轴也设有三段不同尺寸的外径、依次称为上铰接段、中铰接段、下铰接段,铰接块组件包括均成对设置的上铰接块、中铰接块和下铰接块,上铰接段的两侧设有供上铰接块连接的槽口,中铰接段设有供中铰接块容纳的容纳口,下铰接段设有收容下铰接块的避让部,避让部设有导向销,下铰接块的端部设有与导向销配合的安装槽。由此,根据不同规格的盘具中间孔的孔径,将吊盘轴的外径采用三段台阶式设计,相应的,控制轴也设置有三段铰接段、铰接块组件也设有三对,提高该设备的通用性;由于吊盘轴的下端外径越来越小,铰接块组件的安装空间受限,铰接块组件需要展开或回缩时,上铰接块、中铰接块能够在槽口、容纳口内转动,下铰接块在避让部内、可沿导向销转动。
10.在一些实施方式中,控制轴通过螺纹连接有旋转螺母,旋转螺母外套设有螺母座,螺母座与旋转螺母之间设有第一轴承,螺母座安装于吊盘轴的上部,旋转螺母连接控制轴驱动件,控制轴驱动件通过座盖架设于螺母座上,固定套的下端设有固定套下盖板。由此,控制轴驱动件带动旋转螺母旋转,旋转螺母与控制轴螺纹传动,实现控制轴上下移动。
11.在一些实施方式中,控制轴驱动件为伺服电机,控制轴设有竖直的导向槽,导向槽
内贯穿设有限位销,限位销的两端安装于吊盘轴上。由此,伺服电机驱动旋转螺母旋转时,在控制轴上下移动的过程中,导向槽相对于限位销上下移动,起到导向作用,同时也可防止控制轴在移动的过程中转动,限位销确保控制轴不转动,旋转螺母与控制轴因为螺纹连接的因素,控制轴在旋转螺母内只能作上下移动;当伺服电机带动旋转螺母顺时针转动时,控制轴作向上移动,铰接块组件在缺口部向下翻转展开、伸出吊盘轴的外壁,可吊起盘具;当伺服电机带动旋转螺母逆时针转动时,控制轴作向下移动,铰接块组件在缺口部向上翻转回缩至吊盘轴的壁内,松开盘具。
12.在一些实施方式中,控制轴驱动件为气缸,控制轴驱动件安装于吊盘轴的顶部,控制轴驱动件的活塞杆连接控制轴的顶部,吊盘轴的上部套设有固定套,固定套的下端设有固定套下盖板,控制轴驱动件的缸体位于固定套内。由此,当采用气缸作为控制轴驱动件时,通过气缸的活塞杆的伸缩实现控制轴相对于吊盘轴的上下移动;当气缸的活塞杆伸出时,控制轴作向下移动,铰接块组件在缺口部向上翻转回缩至吊盘轴的壁内,松开盘具;当气缸的活塞杆回缩时,控制轴作向上移动,铰接块组件在缺口部向下翻转展开、伸出吊盘轴的外壁,可吊起盘具。
13.在一些实施方式中,固定套下盖板连接有压盘固定板,吊盘轴外套设有盘具压板,盘具压板可升降连接于压盘固定板下方。由此,盘具压板与压盘固定板之间的距离可变长或缩短,当铰接块组件展开勾住盘具顶面时,盘具压板位置下降,盘具压板与盘具的上表面相抵触,可防止盘具在吊起的过程中往一侧偏,可防止盘具晃动,确保盘具吊起后的稳定。
14.在一些实施方式中,盘具压板的两端分别连接有压盘丝杆、压盘导杆,压盘丝杆通过螺纹连接有压盘齿轮,压盘齿轮通过压盘齿轮座安装于压盘固定板,压盘齿轮与压盘齿轮座之间设有第二轴承,压盘固定板安装有压盘电机,压盘电机的输出轴连接有压盘驱动齿轮,压盘驱动齿轮与压盘齿轮啮合。由此,压盘电机带动压盘驱动齿轮转动,压盘齿轮与压盘驱动齿轮啮合传动,压盘丝杆相对于压盘齿轮作向上或向下移动;当压盘丝杆向下移动时,带动盘具压板位置下降,盘具压板与盘具的上表面相抵触;当压盘丝杆向上移动时,带动盘具压板位置上升,盘具压板远离盘具的上表面。
15.在一些实施方式中,压盘固定板连接有压盘气缸,压盘气缸的活塞杆连接盘具压板。由此,通过压盘气缸的活塞杆伸缩来控制盘具压板的位置移动,当压盘气缸的活塞杆伸出时,盘具压板位置下降,盘具压板与盘具的上表面相抵触,当压盘气缸的活塞杆回缩时、盘具压板复位。
16.在一些实施方式中,线头处理装置包括基板、脱线顶尖、挡线块、勾线部和压线部,脱线顶尖可升降活动连接于基板,勾线部可转动连接于基板、且勾线部位于脱线顶尖的外侧,挡线块位于脱线顶尖与勾线部之间、且挡线块相对于脱线顶尖可作左右移动,压线部相对于勾线部可作伸出或回缩移动,基板连接于基座。
17.在一些实施方式中,挡线块通过螺纹连接有螺杆,螺杆为正反牙螺杆,挡线块设有两个,两个挡线块分别设于螺杆的正牙和反牙,基板的下方设有螺杆支架,螺杆穿过螺杆支架连接有挡线螺杆齿轮,挡线螺杆齿轮啮合有挡线螺杆驱动齿轮,挡线螺杆驱动齿轮的中心连接有挡线电机,挡线电机安装于螺杆支架,螺杆支架安装有挡线限位板,挡线块的上部侧壁与挡线限位板抵触。由此,挡线电机带动挡线螺杆驱动齿轮,挡线螺杆齿轮与挡线螺杆驱动齿轮啮合传动,螺杆随着挡线螺杆齿轮转动,因挡线块与挡线限位板抵触、且挡线块与
螺杆螺纹连接,所以,当螺杆转动时,挡线块不能转动、只能沿着螺杆移动,在脱线顶尖作用于捕线器时,挡线块快速移动、将线头从捕线器中推出;当挡线电机反向转动,通过齿轮啮合结合螺纹传动,挡线块沿着螺杆移动实现复位;收排线装置为提高工作效率,一般至少设置两个盘具收线位置,各捕线器开口方向不同,因此,通过设置正反牙螺杆,两个挡线块可沿着螺杆向两侧移动,无论捕线器的开口方向朝向哪一侧,挡线块都可以接触到线头将其推出捕线器。
18.在一些实施方式中,脱线顶尖连接有脱线下压板,脱线下压板的两端设有脱线压杆,脱线压杆穿过基板连接有脱线上压板,脱线压杆外套设有压杆轴承座,压杆轴承座与脱线压杆之间设有直线滑动轴承,压杆轴承座安装于基板,脱线上压板连接有脱线驱动件。由此,脱线驱动件作用于脱线上压板,随着脱线上压板升降,脱线压杆相对于基板作上下移动,脱线下压板带动脱线顶尖作升降移动以实现对捕线器的控制,直线滑动轴承可保证脱线压杆的平稳升降。
19.在一些实施方式中,脱线驱动件包括脱线电机、脱线驱动齿轮和脱线齿轮,脱线电机安装于基板,脱线电机的输出轴连接于脱线驱动齿轮,脱线驱动齿轮与脱线齿轮啮合,脱线齿轮的中心通过螺纹连接有脱线丝杆,脱线丝杆外套设有脱线丝杆轴承座,脱线丝杆轴承座与脱线丝杆之间设有第三轴承。由此,脱线电机带动脱线驱动齿轮转动,脱线齿轮与脱线驱动齿轮啮合传动,脱线丝杆相对于脱线齿轮作做上下升降移动,脱线丝杆下降时,脱线顶尖顶住捕线器,便于松开线头脱线,轴承可保证脱线丝杆的平稳升降。
20.在一些实施方式中,脱线驱动件为气缸,脱线驱动件通过气缸座安装于基板,脱线驱动件的活塞杆连接脱线上压板。由此,当采用气缸为脱线驱动件时,通过气缸的活塞杆来控制脱线上压板的升降,当气缸的活塞杆伸出时,脱线上压板向上移动,脱线压杆相对于基板作向上移动,脱线下压板带动脱线顶尖作向上移动;当气缸的活塞杆回缩时,脱线下压板带动脱线顶尖作向下移动,脱线顶尖顶住捕线器以松开线头。
21.在一些实施方式中,基板的下方设有勾线支板,勾线支板安装有勾线驱动装置,勾线驱动装置连接有勾线座,勾线部为一体式结构、且整体呈钩状,勾线部包括钩端和挡端,钩端和挡端之间设有安装端,勾线部的安装端固定于勾线座。由此,挡线块推动线头的同时,勾线驱动装置启动,安装于勾线座的钩端转动,钩端勾起线头,挡端可以限制线头被勾起后的位置,确保线头勾起后呈向上翘趋势。
22.在一些实施方式中,勾线驱动装置采用电机或转向气缸,勾线座连接于电机的输出轴或转向气缸的转臂。
23.在一些实施方式中,压线部采用呈带状的橡皮筋,压线部的两端分别连接一个压线驱动装置,压线驱动装置的末端通过压线支架安装于基板下方,压线驱动装置驱动压线部作伸出或回缩移动。由此,压线驱动装置启动,驱动橡皮筋朝向满盘一侧靠拢,橡皮筋将勾起后的线头压住使线头上翘,当线尾在切断后,线尾被上翘的线头勾住,线头和线尾固定后,不会划伤已缠绕的线表面。
24.在一些实施方式中,压线驱动装置采用电动推杆或气缸,压线部连接于电动推杆的推杆部或气缸的活塞杆。
25.与现有技术相比,本发明的有益效果是:本发明科学合理、结构紧凑,通过齿轮传动结合螺纹相互转动的方式,或气缸控制的方式,实现夹爪拉杆轴作向前或向后移动,从而
控制夹爪板闭合或打开、实现对未直立的盘具的抓取或松开,盘具抓取后,通过机械手将全自动吊盘抓取机构整体翻转,使盘具直立放置,便于下一道工序精准抓取盘具;通过齿轮传动结合螺纹相互转动的方式或气缸控制方式实现脱线顶尖的升降活动,脱线顶尖作用于捕线器松开线头,通过正反牙螺杆控制挡线板向两侧移动、以接触式机械性推动线头,同时,勾线驱动装置驱动勾线部将线头向上勾起,确保线头脱离捕线器并呈上翘状,压线驱动装置驱动橡皮筋使线头折弯上翘便于勾住线尾,线头线尾固定后不会划伤已缠绕的线表面;吊盘轴插入盘具的中心孔内,利用控制轴驱动件带动旋转螺母转动,控制轴因限位销不转动而是利用旋转螺母与控制轴之间的螺纹相互转动、实现控制轴的上下移动,或者利用气缸控制控制轴的上下移动,控制轴接触式机械性驱动铰接块组件转动,实现铰接块组件展开或回缩,铰接块组件从盘具的中心孔内勾住盘具顶面;通过齿轮传动结合螺纹相互转动的方式或者气缸控制方式实现盘具压板的升降,盘具压板可压住盘具的上表面,确保盘具吊起的稳定性;该全自动吊盘抓取机构集空盘扶正、线头线尾处理和盘具移转于一体,通过设置多对铰接块组件,适用于多种规格的盘具,提高了设备的通用性,避免了配件更换的麻烦,盘具吊起稳定,自动化程度高,提高了工作效率,满足高速生产的需求。
附图说明
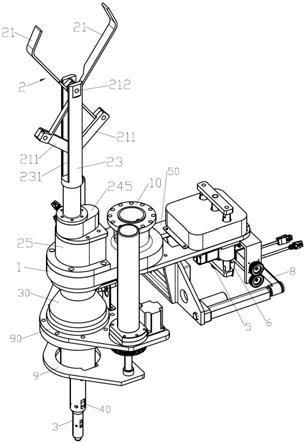
26.图1是本发明全自动吊盘抓取机构的一实施方式的立体结构示意图;
27.图2是图1的另一角度的立体结构示意图;
28.图3是图1的主视图;
29.图4是抓取装置的立体结构示意图;
30.图5是图4的另一角度的立体结构示意图;
31.图6是图4的主视图;
32.图7是线头处理装置、吊起装置、压盘固定板和盘具压板的连接示意图;
33.图8是图7的另一角度的立体结构示意图;
34.图9是图7的俯视图;
35.图10是图7的主视图;
36.图11是图10中a-a的剖视图;
37.图12是图7的侧视图;
38.图13是图12中b-b的剖视图,该图中铰接块组件呈展开状态;
39.图14是图12中d-d的剖视图;
40.图15是图12中c-c的剖视图;
41.图16是吊起装置、压盘固定板和盘具压板的连接结构示意图;
42.图17是图16另一视角的结构示意图;
43.图18是图16的侧视图;
44.图19是图18中e-e的剖视图,该图中铰接块组件呈回缩状态;
45.图20是吊盘轴的结构示意图,其中,图20-1是吊盘轴的立体图,图20-2、20-3和20-4是吊盘轴不同角度下内部的结构示意图;
46.图21是控制轴的结构示意图,其中,图21-1是控制轴的立体图,图21-2和21-3是控制轴的不同角度下的结构示意图;
47.图22是线头处理装置的立体结构示意图;
48.图23是图22另一视角的立体结构示意图;
49.图24是图22的主视图;
50.图25是图22的侧视图;
51.图26是图25中f-f的剖视图;
52.图27是本发明全自动吊盘抓取机构的另一实施方式的抓取装置的结构示意图;
53.图28是本发明全自动吊盘抓取机构的另一实施方式的线头处理装置的结构示意图;
54.图29是本发明全自动吊盘抓取机构的另一实施方式的吊起装置、压盘固定板和盘具压板的连接结构示意图;
55.图30是在进行漆包线线头处理时,线头处理前的示意图和线头折弯后的示意图。
具体实施方式
56.下面结合具体实施方式对本发明作进一步的说明。
57.如图1所示,本发明所述一实施方式的一种全自动吊盘抓取机构,是用于使倾倒或倾斜的盘具扶正,吊起盘具以实现满盘的盘具和空盘的盘具转移,在此过程中,为了防止满盘缠绕的线损伤,将线头和线尾进行处理。采用的控制方式,主要是通过气缸控制或者齿轮传动结合螺纹相互转动的方式。
58.实施例1
59.如图1至3所示,本发明所述一实施方式的一种全自动吊盘抓取机构,包括基座1、设于基座2一端的线头处理装置、设于基座1另一端的吊起装置,基座1设有机械手定位圈10,机械手定位圈10的一侧设有抓取装置2,抓取装置2包括可抓取盘具的夹爪板21,机械手定位圈10用于连接机械手,实现该全自动吊盘抓取机构的整体翻转、移动。通过夹爪板21来抓取空盘的盘具,机械手带动该全自动吊盘抓取机构整体翻转90度、使盘具直立放置,使线头处理装置靠近满盘,线头处理装置对线头和线尾进行处理,避免线头和线尾自由散落,不会划伤已缠绕的线表面,调转线头处理装置和吊起装置的位置,通过吊起盘具以实现满盘的盘具和空盘的盘具转移,该全自动吊盘抓取机构实现了空盘的扶正、满盘的线头线尾处理、满盘和空盘的切换移转,满足高速生产的需求。
60.如图4和5所示,抓取装置2还包括夹爪拉杆轴22和夹爪固定套23,夹爪拉杆轴22外套设有夹爪固定套23,夹爪板21设有两个,为成对设置。两个夹爪板21通过夹爪连接板211连接夹爪拉杆轴22。具体的,成对的夹爪板21呈交叉设置,通过夹爪固定轴212活动铰接于夹爪固定套23的上端,夹爪连接板211的一端与夹爪板21铰接,夹爪连接板211的另一端与夹爪拉杆轴22铰接。在夹爪固定套23的外壁两侧均开设限位槽231。夹爪拉杆轴22的末端连接有夹爪驱动装置24,夹爪驱动装置24驱动夹爪拉杆轴22伸缩,以实现成对设置的夹爪板21打开或闭合。
61.如图6所示,本实施例中,夹爪驱动装置24包括抓盘电机241、抓盘驱动齿轮242和抓盘齿轮243。抓盘电机241固定安装于一个抓盘座25,抓盘座25的底部连接于基座1。抓盘电机241的输出轴穿过抓盘座25的顶部、与抓盘驱动齿轮242连接,抓盘驱动齿轮242与抓盘齿轮243啮合,夹爪拉杆轴22通过螺纹连接抓盘齿轮243的中心。抓盘齿轮243可转动安装于
抓盘座25,抓盘座25与抓盘齿轮243之间的上下两端均安装有第四轴承244,两个第四轴承244之间安装有垫圈2442,下端第四轴承244的底部设有轴承盖板2441。抓盘驱动齿轮242和抓盘齿轮243外罩设有抓盘齿轮盖245,夹爪固定套23通过螺丝固定安装于抓盘齿轮盖245上。抓盘电机241带动抓盘驱动齿轮242转动,抓盘齿轮243与抓盘驱动齿轮242啮合传动,夹爪拉杆轴22相对于抓盘齿轮243作向前或向后移动,夹爪拉杆轴22向前移动时、两个夹爪板21打开,夹爪拉杆轴22向后移动时、两个夹爪板21闭合。
62.在抓盘座25与抓盘齿轮243之间设有第四轴承244,有利于抓盘齿轮243平稳转动。夹爪固定套23、夹爪固定轴212部件安装紧凑,且相关传动部件都被罩设保护起来,有利于延长设备的使用寿命。
63.如图7至13所示,吊起装置包括吊盘轴3、控制轴4和铰接块组件40。吊盘轴3为中空结构,控制轴4位于吊盘轴3内,铰接块组件40相对于控制轴4呈对称设置,铰接块组件40通过定位销404可转动连接于吊盘轴3,铰接块组件40的一端可活动铰接于控制轴4,吊盘轴3的外壁设有供铰接块组件40展开或回缩的缺口部31,控制轴4连接有控制轴驱动件44,以实现控制轴4相对于吊盘轴3上下移动、驱动铰接块组件40的展开或回缩。
64.如图21和23所示,线头处理装置包括基板50、脱线顶尖5、挡线块6、勾线部7和压线部8。脱线顶尖5可升降活动连接于基板50的下方,基板50通过螺栓固定于基座1。勾线部7可转动连接于基板50,且勾线部7位于脱线顶尖5的外侧(即远离吊起装置的一侧)。挡线块6位于脱线顶尖5与勾线部7之间,且挡线块6相对于脱线顶尖5可作左右移动。压线部8相对于勾线部7可作伸出或回缩移动。
65.如图11所示,固定套30为中空结构,吊盘轴3的上部套设于固定套30内,固定套30的下端面通过螺栓覆盖连接有固定套下盖板301,固定套下盖板301与吊盘轴3的上端边缘可以安装导向柱3011(如图16所示)定位。固定套30的上端面通过螺栓连接于基座1的下表面。
66.如图8和30所示,盘具收线满盘后,脱线顶尖5的位置下降作用于捕线器100,挡线块6移动并推动捕线器100与盘具之间的线头,同时勾线部7勾起线头,使线头从捕线器100中滑脱,压线部8伸出将线头压住于满盘表面使得线头上翘、以便于勾住线尾,线头和线尾固定后,不会划伤已缠绕的线表面。随后,调转线头处理装置和吊起装置的位置,需要吊起盘具时,吊盘轴3从上方插入盘具的中心孔内,控制轴驱动件44驱动控制轴4、使控制轴4相对于吊盘轴3向上移动,控制轴4带动铰接块组件40的一端向上移动,同时,铰接块组件40绕定位销404转动,铰接块组件40另一端在缺口部31向下翻转展开、伸出吊盘轴3的外壁,从盘具的中心孔内勾住盘具顶面的下表面;需要松开盘具时,控制轴驱动件44驱动控制轴4、使控制轴4相对于吊盘轴3向下移动,控制轴4带动铰接块组件40的一端向下移动,同时,铰接块组件40绕定位销404转动,铰接块组件40另一端在缺口部31向上翻转回缩,该全自动吊盘抓取机构整体上移,吊盘轴3脱离盘具。
67.该全自动吊盘抓取机构的结构紧凑,通过移动的挡线块6,机械性的将线头从捕线器100中推出,可确保线头脱离捕线器100,从内部吊起盘具,所占空间小,且在移转的过程中,从内部吊起盘具比从外侧抓取盘具更稳定,铰接块组件40的展开与回缩都是通过控制轴4接触式机械性驱动,确保铰接块组件40的展开与回缩到位。
68.常用盘具有不同的规格,盘具的中心孔的孔径一般有100mm、45mm、30mm,因此,为
了提供设备的通用性,将吊盘轴3从上至下设有三段不同尺寸的外径(如图20所示)。相应的,控制轴4也设有三段不同尺寸的外径,依次称为上铰接段41、中铰接段42、下铰接段43(如图21所示)。如图12所示,铰接块组件40也设有三对,分别称为上铰接块401、中铰接块402和下铰接块403。如图21所示,上铰接段41的两侧开设有供上铰接块401连接的槽口411,中铰接段42开设有供中铰接块402容纳的容纳口421,下铰接段43开设有收容下铰接块403的避让部431。如图18和19所示,避让部431固定安装有一根导向销4311,下铰接块403的端部开设有与导向销4311配合的安装槽4031。根据不同规格的盘具中间孔的孔径,将吊盘轴3的外径采用三段台阶式设计,相应的,控制轴4也设置有三段铰接段、铰接块组件40也设有三对,提高该吊盘抓取机构的通用性。由于吊盘轴3的下端外径越来越小,铰接块组件40的安装空间受限,因此,铰接块组件40与控制轴3、吊盘轴4的连接结构设计要求非常高,铰接块组件40需要展开或回缩时,上铰接块401、中铰接块402能够在槽口411、容纳口421内转动,下铰接块403在避让部431内、可沿导向销4311转动。
69.本实施例中,吊盘轴3的三段外径尺寸依次为99mm、44mm、29mm,当铰接块组件40伸出时,上铰接块401凸出吊盘轴3有10.5mm,中铰接块402凸出吊盘轴3有7.5mm,下铰接块403凸出吊盘轴3有7mm。当铰接块组件40回缩时,上铰接块401、中铰接块402、下铰接块403完全回缩至吊盘轴3的缺口部31内。在实际应用中,可以根据盘具的尺寸规格,调整吊盘轴3的外径和铰接块组件40的凸出于吊盘轴3的尺寸。
70.控制轴4和控制轴驱动件44的具体安装结构:如图12和13所示,控制轴4的上部有一段外螺纹,旋转螺母45设有与控制轴4的外螺纹配合的内螺纹,控制轴4通过螺纹连接旋转螺母45。旋转螺母45外套设有螺母座46,螺母座46与旋转螺母45之间的上下端均安装有第一轴承47,上下两第一轴承47之间安装有螺母轴承垫圈48,螺母座46通过螺栓安装于吊盘轴3的上部。旋转螺母45的顶部连接有控制轴驱动件44,控制轴驱动件44通过座盖49架设于螺母座46上,座盖49与螺母座46通过螺栓固定。吊盘轴3的上部置于固定套2内。
71.本实施例中,如图12、13和19所示,控制轴驱动件44采用伺服电机44a,控制轴4开设有一条竖直的导向槽422,导向槽422内贯穿有一根限位销4221,限位销4221的两端固定安装于吊盘轴3上。伺服电机44a驱动旋转螺母45旋转时,旋转螺母45与控制轴4因为螺纹连接的因素,在控制轴4移动的过程中,通过限位销4221限制控制轴4,限位销4221确保控制轴4不转动,限位销4221同时起到导向作用,使导向槽422相对于限位销4221上下移动,可防止控制轴4在移动的过程中转动、确保控制轴4在旋转螺母45内只能作上下移动。当伺服电机44a带动旋转螺母45顺时针转动时,控制轴4作向上移动,铰接块组件4在缺口部31向下翻转展开、伸出吊盘轴3的外壁,可吊起盘具。当伺服电机44a带动旋转螺母45逆时针转动时,控制轴4作向下移动,铰接块组件40在缺口部31向上翻转回缩至吊盘轴3的壁内,松开盘具。
72.如图16和17所示,固定套2外套设有压盘固定板90,并通过螺栓将压盘固定板90与固定套下盖板301固定。吊盘轴3外套设有盘具压板9,盘具压板9可活动升降连接于压盘固定板90下方。无须吊起盘具时,盘具压板9位于铰接块组件4的上方。盘具压板9与压盘固定板90之间的距离可变长或缩短。当铰接块组件4展开勾住盘具顶面时,盘具压板9位置下降,盘具压板9与盘具的上表面相抵触,可防止盘具在吊起的过程中往一侧偏,可防止盘具晃动,确保盘具吊起后的稳定。
73.如图14和16所示,本实施例中,盘具压板9的两端分别通过螺栓固定安装有一根压
盘丝杆91和一根压盘导杆92。压盘丝杆91通过螺纹连接有压盘齿轮911,压盘齿轮911通过压盘齿轮座912安装于压盘固定板90,压盘齿轮座912通过螺栓固定于压盘固定板90,压盘齿轮911与压盘齿轮座912之间设有第二轴承913。压盘固定板90安装有压盘电机914,压盘电机914的输出轴连接有压盘驱动齿轮915,压盘驱动齿轮915与压盘齿轮911啮合。压盘丝杆91外套设有压盘丝杆铜套916,压盘丝杆铜套916外套设有压盘丝杆铜套座917,压盘丝杆铜套座917通过螺栓连接于压盘齿轮座912的上方。压盘固定板90通过螺栓安装有导杆轴承座921,导杆轴承座921内安装有直线滑动轴承922,直线滑动轴承922套设于压盘导杆92外。压盘丝杆91和压盘导杆92的外侧均设有保护罩94。压盘电机914带动压盘驱动齿轮915转动,压盘齿轮911与压盘驱动齿轮915啮合传动,压盘丝杆91相对于压盘齿轮911作向上或向下移动。沿着压盘丝杆91和压盘导杆92的导向,当压盘丝杆91向下移动时,带动盘具压板9位置下降,盘具压板9与盘具的上表面相抵触。当压盘丝杆91向上移动时,带动盘具压板9位置上升,盘具压板9远离盘具的上表面。在盘具压板9升降的过程中,压盘丝杆91相对于压盘丝杆铜套916滑动,压盘导杆92相对于直线滑动轴承922滑动,确保盘具压板9升降的平稳性。
74.如图11和15所示,脱线顶尖5的具体安装结构,脱线顶尖5通过螺丝连接于脱线下压板51的底部,脱线下压板51的两端通过螺丝连接有脱线压杆52,脱线压杆52穿过基板50连接有脱线上压板53,脱线上压板53连接有脱线驱动件。两根脱线压杆52外均套设有压杆轴承座521,压杆轴承座521与脱线压杆52之间安装有直线滑动轴承522,两个压杆轴承座521的顶部均安装于基板50的下表面。本实施例中,脱线驱动件包括脱线电机541、脱线驱动齿轮542和脱线齿轮543。基板50通过螺栓安装有脱线电机座板5411,脱线电机541通过螺栓安装于脱线电机座板5411的底部。脱线电机541的输出轴穿过脱线电机座板5411连接脱线驱动齿轮542,脱线驱动齿轮542与脱线齿轮543啮合。脱线齿轮543的中心通过螺纹连接有脱线丝杆544,脱线丝杆544外套设有脱线丝杆轴承座545,脱线丝杆轴承座545安装于基板50。脱线齿轮543与脱线丝杆轴承座545之间安装有垫圈547,脱线丝杆轴承座545的上下两端与脱线丝杆544之间设有第三轴承546,两个第三轴承546之间安装有垫圈548。线头处理装置有罩壳55,罩壳55用于罩住脱线齿轮543、脱线驱动齿轮542、以及脱线压杆52和脱线丝杆544的上部分。
75.脱线电机541带动脱线驱动齿轮542转动,脱线齿轮543与脱线驱动齿轮542啮合传动,脱线丝杆544相对于脱线齿轮543作做上下升降移动。脱线上压板53随着脱线丝杆544升降,脱线压杆52相对于基板50作上下移动,脱线下压板51带动脱线顶尖5作升降移动,当脱线丝杆544下降时、脱线顶尖5顶住捕线器100,捕线器100松开其内部压住的线头。在升降过程中,第三轴承546、直线滑动轴承522可保证脱线丝杆544、脱线压杆52的平稳升降。
76.如图23和26所示,挡线块6的具体结构,挡线块6的上部为矩形结构,挡线块6的下部为三角形片状结构。挡线块6的上部设有内螺纹孔,挡线块6的内螺纹孔内安装有一根长长的螺杆61,该螺杆61具有外螺纹。基板50的下方安装有两个螺杆支架60,螺杆61的两端通过轴承611安装于螺杆支架60。螺杆61的一段穿过螺杆支架60连接有挡线螺杆齿轮62,挡线螺杆齿轮62啮合有挡线螺杆驱动齿轮63,挡线螺杆驱动齿轮63的中心连接有挡线电机64,挡线电机64通过螺丝固定安装于螺杆支架60。两个螺杆支架60之间安装有挡线限位板65,挡线块6上部的矩形结构侧壁与挡线限位板65抵触。
77.挡线电机64带动挡线螺杆驱动齿轮63转动,挡线螺杆齿轮62与挡线螺杆驱动齿轮63啮合传动,螺杆61随着挡线螺杆齿轮62转动,因挡线块6与挡线限位板65抵触、且挡线块6与螺杆61螺纹连接,所以,当螺杆61转动时,挡线块6不能转动、只能沿着螺杆61移动。在脱线顶尖5作用于捕线器100时,挡线块6快速移动,将线头从捕线器100中推出。当挡线电机64反向转动,通过齿轮啮合结合螺纹传动,挡线块6沿着螺杆61移动实现复位。
78.螺杆61可采用正反牙螺杆,挡线块6具有两个,两个挡线块6分别设于螺杆61的正牙和反牙。由于,漆包线的收排线装置为提高工作效率,一般至少设置两个盘具收线位置,各捕线器100开口方向不同。因此,通过设置正反牙螺杆61,两个挡线块6可沿着螺杆61向两侧移动,无论捕线器100的开口方向朝向哪一侧,挡线块6都可以接触到线头将其推出捕线器100。
79.如图22和24所示,基板50的端部下方安装有勾线支板73,勾线支板73位于两个螺杆支架60中间位置。勾线支板73通过螺丝固定安装有勾线驱动装置71,勾线驱动装置71的前端连接有勾线座72。勾线部7为一体式结构,且整体呈钩状。勾线部7包括钩端701和挡端702,钩端701和挡端702之间有安装端703,勾线部7的安装端703固定于勾线座72。挡线块6推动线头的同时,勾线驱动装置71带动钩端701转动时,钩端701勾起线头,挡端702可以限制线头被勾起后的位置,确保线头勾起后呈向上翘趋势。勾线驱动装置71可采用电机或转向气缸,勾线驱动装置71是用于驱动勾线部7的转动,以勾起捕线器100内的线头。采用电机作为勾线驱动装置71时,勾线座72连接于电机的输出轴。采用转向气缸作为勾线驱动装置71时,勾线座72连接于转向气缸的转臂。
80.如图22和25所示,压线部8的具体安装结构,压线部8采用呈带状的橡皮筋,压线部8的两端分别连接一个压线驱动装置81,两个压线驱动装置81的末端通过压线支架82安装于基板50下方,压线驱动装置81驱动压线部8作伸出或回缩移动。压线驱动装置81的前端连接有固定头83,橡皮筋的两端分别连接两侧压线驱动装置81的固定头83上并用固定夹板831锁紧,橡皮筋位于勾线座72的下方。压线驱动装置81采用电动推杆(如图22所示)或气缸(如图28所示)。当采用电动推杆作为压线驱动装置81时,电动推杆的推杆部安装固定头83,橡皮筋的两端安装于固定头83并用固定夹板831锁紧。当采用气缸作为压线驱动装置81时,气缸的活塞杆安装固定头83,橡皮筋的两端安装于固定头83并用固定夹板831锁紧。
81.当压线驱动装置81启动,安装于勾线座72的勾线部7转动,勾线部7勾起线头。压线驱动装置81启动,驱动压线部8(即橡皮筋)朝向满盘一侧靠拢,橡皮筋将勾起后的线头压住使线头上翘,线头从盘具的下部引导出来呈向上折弯上翘并且贴近盘具表面缠绕的线,当线尾在切断后,线尾沿着盘具表面缠绕的线落下,线尾被上翘的线头勾住,使得线尾落至向下折弯的线头与盘具表面之间的间隙中,线头将线尾勾住,线头和线尾不会乱甩,不会划伤已缠绕的线表面。
82.实施例2
83.如图27至29所示,本实施例2所述一种全自动吊盘抓取机构与实施例1的主要区别在于,驱动夹爪拉杆轴22的夹爪驱动装置24、驱动控制轴4的控制轴驱动件44、驱动盘具压板9的升降结构、驱动脱线顶尖5的脱线驱动件不同。本实施例中,主要采用气动控制。
84.如图27所示,夹爪驱动装置24采用气缸24b,气缸24b的缸体固定安装于抓盘座25,气缸24b的活塞杆穿过抓盘座25、与夹爪拉杆轴22连接。当采用气缸24b为夹爪驱动装置24
时,通过气缸24b的活塞杆来控制夹爪拉杆轴22作向前或向后移动。夹爪拉杆轴22向前移动时,两个夹爪板21打开。夹爪拉杆轴22向后移动时,两个夹爪板21闭合。
85.如图28所示,脱线驱动件采用气缸54b,脱线驱动件通过气缸座549安装于基板50,脱线驱动件的活塞杆连接脱线上压板53。当采用气缸54b为脱线驱动件时,通过气缸54b的活塞杆来控制脱线上压板53的升降。具体的,当气缸54b的活塞杆伸出时,脱线上压板53向上移动,脱线压杆52相对于基板50作向上移动,脱线下压板51带动脱线顶尖5作向上移动;当气缸54b的活塞杆回缩时,脱线下压板51带动脱线顶尖5作向下移动,脱线顶尖5顶住捕线器100以松开线头。
86.如图29所示,控制轴驱动件44为气缸44b,气缸44b的缸体安装于吊盘轴3的顶部,气缸44b的活塞杆连接控制轴4的顶部,气缸44b的缸体位于固定套30内。当采用气缸44b作为控制轴驱动件44时,通过气缸44b的活塞杆的伸缩实现控制轴4相对于吊盘轴3的上下移动。具体的,当气缸44b的活塞杆伸出时,控制轴4作向下移动,铰接块组件40在缺口部31向上翻转回缩至吊盘轴3的壁内,松开盘具;当气缸44b的活塞杆回缩时,控制轴4作向上移动,铰接块组件40在缺口部31向下翻转展开、伸出吊盘轴3的外壁,可吊起盘具。
87.如图29所示,压盘固定板90连接有压盘气缸93,压盘气缸93的活塞杆连接盘具压板9。通过压盘气缸93的活塞杆伸缩来控制盘具压板9的位置移动,当压盘气缸93的活塞杆伸出时,盘具压板9位置下降,盘具压板9与盘具的上表面相抵触,当压盘气缸93的活塞杆回缩时、盘具压板9复位。
88.本发明科学合理、结构紧凑,集空盘扶正、线头线尾处理、盘具吊起移转于一体,实现全自动化作业,提高了工作效率,满足高速生产的需求。通过齿轮传动结合螺纹相互转动的方式,或气缸控制的方式,实现夹爪拉杆轴22作向前或向后移动,从而控制夹爪板21闭合或打开、实现对未直立的盘具的抓取或松开。通过齿轮传动结合螺纹相互转动的方式或气缸控制方式实现脱线顶尖5的升降活动,脱线顶尖5作用于捕线器100松开线头,通过正反牙螺杆控制挡线板6向两侧移动、接触式机械性的确保推动线头,同时,勾线驱动装置71驱动勾线部7将线头向上勾起,确保线头脱离捕线器100并呈上翘状,压线驱动装置81驱动压线部8(即橡皮筋)使线头折弯上翘便于勾住线尾,线头线尾固定后不会划伤已缠绕的线表面。吊盘轴3插入盘具的中心孔内,利用控制轴驱动件44带动旋转螺母45转动,控制轴4因限位销4221不转动而是利用旋转螺母45与控制轴4之间的螺纹相互转动、实现控制轴4的上下移动,或者利用气缸控制控制轴4的上下移动,控制轴4接触式机械性驱动铰接块组件40转动,实现铰接块组件40展开或回缩,铰接块组件40从盘具的中心孔内勾住盘具顶面。通过齿轮传动结合螺纹相互转动的方式或者气缸控制方式实现盘具压板9的升降,盘具压板9可压住盘具的上表面,确保盘具吊起的稳定性。通过设置多对铰接块组件40,提高该全自动吊盘抓取机构的通用性,避免了配件更换的麻烦。
89.以上所述的仅是本发明的一些实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本发明的创造构思的前提下,还可以做出其它变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1