连接线定位装载装置的制作方法
1.本实用新型涉及机动车零部件加工设备技术领域,尤其是一种连接线定位装载装置。
背景技术:
2.机动车亦或是电动车握把中通常设置有控制电路板,通过握把上的集成开关实现对照明灯、喇叭以及转向灯等机构的控制,集成开关、控制电路板以及用电器之间通过导线连接,这些导线长度较短,同时导线端部需要连接端子结构以适应安装,目前这些导线的生产加工步骤较为复杂,需要先从成卷的导线线材上截取适当长度的导线,再将导线两端剥皮,裸露出内部的金属线,再将截断剥皮后导线进行输送,以完成后续的端子安装操作,完成打端子操作后,需要将加工完成的线材插入端子盒中进行收纳以方便,同时通过端子盒可以对加工完成的连接线端子部分进行保护,避免损坏,一个端子盒通常可以容纳多个带有端子的连接线,但是由于连接线在剥皮切段过程中容易出现弯折扭曲的现象,无法很好的通过自动化手段进行收纳操作,影响整体加工效率,不利于降低生产成本。并且在完成装端子后,需要将装填完成的端子盒卸下,再将新的端子盒填充上去,目前通过机械安装端子盒较为困难,不容易安装到位,影响端子插接的效果,不利于提高生产加工效率,以及加工效果。
技术实现要素:
3.针对现有技术的不足,本实用新型提供了一种连接线定位装载装置,可以对安装完端子的连接线进行定位,并输送至端子盒位置进插接定位。
4.为实现上述目的,本实用新型提供了一种连接线定位装载装置,包括机架,所述机架上设置有定位座、上料滑轨、装载支座和迁移座,所述上料滑轨倾斜设置,所述装载支座上用于接取端子盒并夹紧的装载夹具,所述装载支座与上料轨道之间设置有用于将端子装载在装载夹具上的装载机构,所述定位座上设置有定位夹具,所述定位夹具包括定位气缸、第一定位臂和第二定位臂,所述定位气缸设置在定位座上,所述定位气缸输出端分别与第一定位臂和第二定位臂连接形成对第一定位臂和第二定位臂合拢或张开的驱动,所述第一定位臂端部设置有两定位夹片,两定位夹片上形成有第一定位槽,所述第二定位臂端部形成有定位夹台,所述定位夹台上形成有第二定位槽,所述第二定位槽与第一定位槽相对设置,两定位夹片之间形成有用于与定位夹台贴合的第一定位抵触台,所述定位夹台两侧形成用于与定位夹片端部贴合的第二定位抵触台,所述迁移座滑动设置在装载支座和定位座之间,所述迁移座上设置有用于夹持连接线插入端子盒的迁移机构。
5.这样设置的有益效果是:这样设置,通过定位夹具,可以对输送到定位夹具位置的连接线进行定位,这里的前置输送可以由机械臂进行送进,也可以采用人工送进的方式,同时将定位夹具设置成这种结构,这里的定位气缸作为优选选用双作用气缸,双作用气缸两个输出端分别与两个定位臂连接,从而实现合拢张开的控制,在定位臂上设置两个定位夹
片,可以从点定位变化为线定位,提高定位效果,进一步的两定位夹片上设置有定位槽,作为优选定位槽可以设置成三角形式,可以将连接线向中心收拢,从而实现准确,当然两个定位夹片上的定位槽是相对齐的,同时在两定位夹片之间设置定位抵触台,配合定位夹台,实现对定位槽的合拢遮蔽,完成定位操作,同时通过定位抵触台与对应定位夹片或定位夹台的配合,可以有效增加定位夹具与连接线的接触面积,不易出现受抵压变形的情况,可以更好的进行抵触定位,同时这种结构简单,利于实现,提高整体结构的使用效果,完成夹持定位后,再通过迁移机构进行转运完成后续插入端子盒插入,这里的迁移夹具可以采用机械臂,也可以采用输送轨道进行输送转运,当然迁移时,需要将定位夹具松开,实现夹起转运的动作,同时这里的端子盒是由上料滑轨送入,经过装载机构送至装载夹具上,通过装载夹具可以有效保证该端子盒的位置稳定,不易出现跑偏的现象,保证带有端子的连接线插入的稳定,提高整体机构的稳定性,这样设置,整体结构简单,可以对安装完端子的连接线进行定位,便于置入端子盒进行收纳操作。
6.作为本实用新型的进一步设置,所述第一定位臂上还设置有第一定位夹头,所述第二定位臂上还设置有第二定位夹头,所述第一定位夹头和第二定位夹头相对设置,所述第一定位夹头上形成有第一辅助夹槽,所述第二定位夹头上设置有第二辅助夹槽,所述第一辅助夹槽和第二辅助夹槽交错设置,所述第一辅助夹槽一侧设置有用于与第二辅助夹槽贴合的第一辅助台,所述第二辅助夹槽一侧设置有用于与第一辅助夹槽贴合的第二辅助台。
7.这样设置的有益效果是:再增加定位夹头,可以进一步通过定位夹头对连接线进行辅助定位,提升定位效果,便于后续转运插入端子盒时位置的准确性,这里的第一辅助夹槽和第二辅助夹槽交错设置,是将两个夹头错开,在定位动作时,两者侧壁相贴合的下滑,完成定位操作时,辅助夹槽与对应的辅助台端面贴合,从而实现两者夹持位置的合拢,同时可以使得目标连接线可以在通过夹槽侧壁的斜面移动到位,起到良好的定位效果,进一步的两者侧壁相贴合,使得与连接线的贴合面积更大,不易出现受抵压变形的情况。
8.作为本实用新型的进一步设置,所述第一定位夹头滑动设置在第一定位臂上,所述第一定位夹头上设置有用于将第一定位夹头压紧在第一定位臂上的第一锁紧螺钉,所述第二定位夹头滑动设置在第二定位臂上,所述第二定位夹头上设置有用于将第二定位夹头压紧在第二定位臂上的第二锁紧螺钉。
9.这样设置的有益效果是:这样设置可以对定位夹头位置进行调整,适配不同规格形式的连接线要求,进一步的,这种连接结构通过锁紧螺钉压紧,即在对应定位夹头上螺钉孔,在对应的定位臂上开设滑槽,通过锁紧螺钉穿过螺钉孔以及滑槽后,在另一端套设一个螺母实现固定压紧,这种结构简单,利于实现,紧固形式也十分简单,利于操作实现,提高整体结构的使用效果。
10.作为本实用新型的进一步设置,所述迁移机构包括迁移夹具、第一迁移台和第二迁移台,所述迁移座上沿宽度方向设置有第一迁移轨,所述第一迁移台滑动设置在第一迁移轨上,所述第一迁移台上沿高度方向设置有第二迁移轨,所述第二迁移台滑动设置在第二迁移轨上,所述迁移夹具设置在第二迁移台上。
11.这样设置的有益效果是:这样设置可以实现对迁移夹具的左右上下滑移,实现对连接线位置的控制,使得连接线上的端子可以准确插入倒端子盒对应位置,这种结构简单,
利于实现,提高输送效率。
12.作为本实用新型的进一步设置,所述迁移夹具包括迁移气缸和两个迁移夹头,所述迁移气缸设置在第二迁移台上,所述迁移气缸输出端分别与两个迁移夹头连接形成对两迁移夹头合拢或张开的驱动。
13.这样设置的有益效果是:这种夹具结构简单,作为优选迁移气缸选用双作用气缸,其两个输出端分别与对应迁移夹头连接,从而形成对两迁移夹头合拢或张开的驱动,利于实现,有效提高夹持效果。
14.作为本实用新型的进一步设置,所述迁移夹具为两个,两迁移夹具之间形成有间隔槽。
15.这样设置的有益效果是:设置成两个迁移夹具,可以更好地更为稳定的对连接线进行夹持,利于保持连接线形态的稳定,方便后续定位插入端子盒,同时设置间隔槽,避免在夹持过程中触碰到其他夹具,使得整体结构更加合理。
16.作为本实用新型的进一步设置,所述装载机构包括上料支座、装载推杆、装载滑架和装载气缸,所述上料支座靠近上料滑轨设置,所述上料支座上滑动设置有接料滑块和用于驱动接料滑块滑动至装载推杆与装载夹具之间的接料气缸,所述接料滑块与接料气缸输出端连接,所述接料滑块端部开设有用于容置待填装端子盒的接料槽,所述装载滑架设置在机架上,所述装载推杆滑动设置在装载滑架上并对应装载夹具位置设置,所述装载气缸固定设置在装载滑架上,所述装载气缸输出端与装载推杆连接设置。
17.这样设置的有益效果是:通过上料滑轨送入来料,使得送进的物料进入到接料滑块的接料槽中,再通过接料气缸的驱动,带动接料滑块滑动,从而将接取的端子盒送到装载支架对应位置,这里在接料滑块滑动时,接料滑块的侧壁会遮挡在上料滑轨的出料口上,限制端子盒的进入或是从上料滑轨中脱出;当接料滑块滑移到位后,通过装载杆推动在接料槽中的端子盒进入装载夹具,结构简单,便于推动到位,提高整体结构使用的稳定性,进一步的通过装载滑架的结构,装载推杆与装载滑架滑移配合,整体结构更加稳定,对装载杆起到导向作用,进一步提高结构使用的稳定性。并且通过装载夹具可以有效保证该端子盒的位置稳定,不易出现跑偏的现象,保证带有端子的连接线插入的稳定,提高整体机构的稳定性,这样设置,整体机构简单稳定,保证后续操作的稳步进行。
18.作为本实用新型的进一步设置,所述接料滑块上开设有容置通槽,所述上料支座上对应容置通槽位置设置有隔离块,所述隔离块向接料槽中延伸设置。
19.这样设置的有益效果是:设置一个隔离块,在处于接料位置时,通过隔离块可以限制置入接料槽的端子盒数量,作为优选通过隔离块保证一个端子盒进入最佳,从而保证后续转载质量,提高装载的准确性,由于接料滑块上开设有容置通槽,在接料滑块完成接料动作后,受到接料气缸作用滑移,通过容置通槽给隔离块留出滑移空间,避免干扰接料滑块的滑行,同时整体结构简单,利于实现,提高整体结构的使用效果。
20.作为本实用新型的进一步设置,所述装载夹具包括固定气缸和两装载夹头,所述固定气缸输出端分别与两装载夹头连接形成对两装载夹头合拢或张开的驱动。
21.这样设置的有益效果是:这种夹具设置结构简单,利于实现,这里固定气缸作为优选可以选择双作用气缸,其两个输出端与对应装载夹头连接,实现对装载夹头合拢或张开的控制。
22.作为本实用新型的进一步设置,所述装载支座上还设置有旋转电机,所述装载气缸设置在旋转电机输出端上。
23.这样设置的有益效果是:这样设置,设置旋转电机,可以带动装载夹具旋转,改变装载夹具的角度,使得装载夹具可以在装载物料时,使得两个装载夹头之间的装载空隙与对齐平行,在卸料时,可以转动,使得装载空隙朝向地面,在该状态下,松开装载夹具,即可使端子盒受重力作用落下,从而完成卸料动作,这种结构简单,利于实现控制,提高整体结构的使用效果。
附图说明
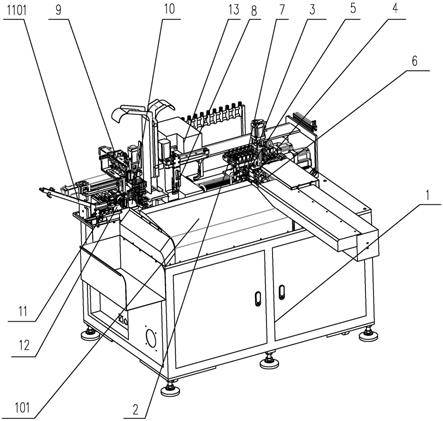
24.图1为本实用新型实施例所应用设备的整体结构示意图;
25.图2为本实用新型实施例所应用设备中进料机构的结构示意图;
26.图3为本实用新型实施例所应用设备中进料牵引座的爆炸结构示意图;
27.图4为本实用新型实施例所应用设备中升降架位置的结构示意图;
28.图5为本实用新型实施例所应用设备中集束件的爆炸结构示意图;
29.图6为本实用新型实施例所应用设备中牵拉座和输送座位置的结构示意图;
30.图7为本实用新型实施例所应用设备中牵拉夹具和输送夹具位置的局部放大图;
31.图8为本实用新型实施例所应用设备中转运夹具位置的结构示意图;
32.图9为本实用新型实施例中迁移座位置的结构示意图;
33.图10为本实用新型实施例中定位夹具的结构示意图;
34.图11为本实用新型实施例中装载机构的结构示意图;
35.图12为本实用新型实施例中上料支座位置的结构示意图。
具体实施方式
36.本实用新型连接线定位装载装置的实施例如图1至图12所示:包括机架1,所述机架1上依次设置有进料机构2、端子安装机构13、定位座10、装载支座12和上料轨道1101,所述机架1上对应进料机构2位置设置有裁切刀座305、环切刀座303、剥离刀座307、升降架3和用于驱动升降架3升降的裁切气缸301,所述升降架3上设置有环切刀302、裁切刀304和剥离刀306,所述环切刀302与环切刀座303之间形成有环切通道,所述裁切刀304与裁切刀座305之间形成有切断通道,所述剥离刀306与剥离刀座307之间形成有剥离通道,所述环切通道、切断通道和剥离通道依次设置,所述机架1上对应环切通道位置设置有抽吸座4,所述抽吸座4上设置有用于吸出导线线材一端包覆皮的抽吸管401,所述抽吸座4上转动设置有集束件5和有用于驱动集束件5收拢夹持线束并转动的环切驱动件,所述集束件5上形成有导气通道,所述抽吸管401通过导气通道与环切通道连通设置,所述机架1上于环切通道和切断通道对应位置设置有牵拉座6,所述牵拉座6上设置有用于夹持线材通过切断通道的牵拉夹具,所述机架1上于端子安装机构13和牵拉座6之间设置有输送滑轨102,所述输送滑轨102上设置输送座104,所述输送座104上设置有用于夹持切断后的线材送进剥离通道进行剥皮再输送至端子安装机构13的输送夹具7,所述机架1对应端子安装机构13位置设置有用于转运安装完端子的连接线至定位座10的转运夹具8,所述定位座10上设置有用于矫正定位连接线的定位夹具,所述上料轨道1101倾斜设置,所述装载支座12上用于接取端子盒并夹紧
的装载夹具,所述装载支座12与上料轨道1101之间设置有用于将端子装载在装载夹具上的装载机构11,所述支架上于定位座10和装载支座12之间滑动设置有迁移座9,所述迁移座9上设置有用于夹持连接线插入端子盒的迁移机构。这样设置的有益效果是:这样设置,线材由进料机构2送进至环切通道,环切刀302随升降架3滑动,并与环切刀座303配合,当然这里的环切刀座303与连接线的接触面锋利设置,从而实现对线材外壁塑料覆壳的环切,完成环切后,通过抽吸座4上抽吸管401的作用,将包覆皮吸出,进一步的还设置有集束件5,可以对吸取包覆皮后暴露的线头进行夹持,并且转动完成拧紧集束,完成环切后的,随着进料机构2进一步送进到切断通道对应位置,通过牵拉座6以及牵拉夹具将线材拉至切断通道中,通过裁切刀304将线材切断,获得需要的线材长度,在通过输送夹具7的夹持,送进至剥离通道中进行切断位置的剥皮,这里向剥离通道的送进,可以采用气缸或是油缸的形式对输送夹具7整体进行送进,通过剥离刀306的下落,再通过输送夹具7的夹持拉动,从而将端部的皮料剥落,最后通过牵拉座6在输送滑轨102上的滑动,从而送进至端子安装机构13进行端子的安装,这里牵拉座6的滑移可以采用设置蜗杆传动实现滑移,也可以通过气缸油缸推动进行滑移,进一步的端子安装机构13属于现有技术,就不多做赘述。通过端子安装机构13进行打端子后,再由转运夹具8继续输送并送至定位座10,定位夹具可以对连接线进行定位,完成夹持定位后,再通过迁移机构进行转运完成后续插入端子盒插入,这里的迁移夹具可以采用机械臂,也可以采用输送轨道进行输送转运,当然迁移时,需要将定位夹具松开,实现夹起转运的动作,同时这里的端子盒是由上料轨道1101送入,经过装载机构11送至装载夹具上,通过装载夹具可以有效保证该端子盒的位置稳定,不易出现跑偏的现象,保证带有端子的连接线插入的稳定,提高整体机构的稳定性,这样设置,整体结构简单,可以对安装完端子的连接线进行定位,并置入端子盒进行收纳操作。
37.作为本实施方式的进一步设置,所述集束件5向抽吸座4中延伸设置有传动管501,所述环切驱动件包括拧转电机402,所述拧转电机402设置在抽吸座4中,所述拧转电机402输出端通过皮带与传动管501连接形成对集束件5转动的驱动,所述传动管501与导气通道连通设置,所述抽吸管401套设在传动管501上,所述集束件5中对应导气通道滑动设置有集束夹爪502,所述集束夹爪502上形成有摆动槽5021,所述集束件5中还转动设置有集束摆臂503,所述集束摆臂503一端向摆动槽5021中延伸设置,另一端转动连接有集束滑块504,所述集束滑块504滑动设置在集束件5上并穿出集束件5设置,所述传动管501上滑动套设有集束滑套505,所述集束滑块504与集束滑套505之间设置有卡接槽5041和定位凸缘5051,所述卡接槽5041与定位凸缘5051卡接设置,所述环切驱动件还包括牵引电机506,所述牵引电机506与集束滑套505传动连接形成牵引电机506对集束滑套505在传动管501上滑动的驱动。这样设置的有益效果是:这样设置,通过拧转电机402与传动管501的传动连接,带动集束件5转动,从而在夹紧线头后实现转动集束件5完成拧紧动作,这种结构简单合理,操作控制便捷,提高整体结构的稳定性。集束件5内夹爪结构,通过牵引电机506工作带动集束滑块504滑动,从而驱动集束摆臂503摆动,由于集束摆臂503一端设置在摆动槽5021中,在集束摆臂503摆动的过程中带动夹爪张开或是合拢,从而完成夹持或是释放动作,这种结构简单利于实现,有效带动夹持动作,进一步的集束滑块504与技术滑套这样设置,不会干扰集束件5的整体转动,同时结构简单,利于实现,具有较好的稳定性。
38.作为本实施方式的进一步设置,所述集束夹爪502为两个并分别设置在导气通道
两侧,所述集束夹爪502一端为夹持端,另一端为驱动端,所述摆动槽5021设置在驱动端对应位置,所述集束夹爪502夹持端形成有两个交错设置的导向斜面,两集束夹爪502上导向斜面对应贴合形成对导气通道的封闭。这样设置的有益效果是:这样设置,两个集束夹头具有更好的稳定性,同时夹持端形成有两个交错设置的导向斜面,可以对线头具有一定的导向集中作用,将其集中在中间位置,提高整体结构的使用效果,同时结构简单,提高后续集束效果,提高夹持的稳定性。
39.作为本实施方式的进一步设置,所述进料机构2包括进料座201和进料架202,所述进料座201滑动设置在机架1上,所述进料架202转动设置在进料座201上,所述进料座201上设置有用驱使进料架202 90
°
翻转的翻转电机203,所述进料架202上间隔设置有若干进料牵引器204,所述进料牵引器204上设置有定位孔2041,所述进料牵引器204上还设置有抵触气缸206,所述抵触气缸206输出端向定位孔2041中延伸设置,所述抵触气缸206输出端上设置有用于抵触定位的导线线材的定位触头,所述定位触头端面粗糙设置,所述进料架202上还设置有用于推动进料牵引器204靠近或远离环切通道的推进气缸205,所述机架1对应进料座201位置设置有用于填充含锡溶液的承载盘。这样设置的有益效果是:这样设置,进料座201滑动设置在机架1上,可以通过滑移逐个送进线材,当然这里设置有环切驱动件,从而带动并控制进料座201滑动,通过推进气缸205,可以控制待加工连接线靠近或远离环切通道,从而完成线材断端的剥皮集束,再退出继续向切断通道送进,进一步的在进料座201上设置进料架202,进料架202受到翻转电机203的作用90
°
反转,从而可以对进料架202上进料牵引器204中的线材端部进行沾锡操作,便于后续生产加工,这种结构简单,利于实现,提高整体结构的使用效果,同时具有较好的稳定性,也十分便于程序控制,提高设备的可靠性。进一步的通过抵触气缸206,可以对线材进行抵触定位,便于后续的裁切拧紧操作,这种结构简单,利于实现,具有良好的定位效果,提高整体结构使用的可靠性。
40.作为本实施方式的进一步设置,所述牵拉夹具包括牵拉架601、牵拉电机602和两个相铰接的牵拉夹头603,所述牵拉架601与牵拉座6固定连接并向切断通道延伸设置,所述牵拉夹头603和牵拉电机602均设置在牵拉架601上,所述牵拉夹头603一端为夹持端,另一端与牵拉电机602输出端转动连接。这样设置的有益效果是:这样设置,通过牵拉电机602输出端带动牵拉夹头603一端滑动,从而实现牵拉夹头603夹持端的收紧或张开,从而实现对线材的夹紧或是松开,这种结构简单,利于实现,同时整体随着牵拉座6靠近或远离实现对线材的牵拉带动,整体结构简单,利于实现,提高整体结构的使用效果。
41.作为本实施方式的进一步设置,所述输送夹具7包括输送夹座701、夹抓电机703和两个输送夹臂704,所述输送夹座701与输送座104相连接,两输送夹臂704均转动设置在输送夹座701上,所述输送夹臂704一端形成有输送夹头,另一端与夹抓电机703输出端转动连接,所述输送夹头两侧均形成有输送夹片7041,所述输送夹片7041上形成有输送三角槽70411,所述输送夹头于输送夹片7041一侧设置有用于在合拢时容置另一输送夹头上输送夹片7041的合拢插槽7042。这样设置的有益效果是:这样设置,将输送夹具7这样设置,可以更好地对线材进行夹持,这里的相交错,指的是输送夹头上输送夹片7041向互错开,不会发生相互抵触,同时通过输送夹片7041上的输送三角槽70411,可以实现对线材位置的校准,保证处于中心位置,在输送夹头两侧均设置输送夹片7041,可以通过两个点对线材进行定位,进一步提高线材输送的准确性,提高后续加工的效果,进一步的设置合拢插槽7042,与
另一输送夹头上输送夹片7041贴合,可以保证夹持到位,保证合拢效果,同时结构简单,利于实现,提高整体的夹持输送效果。
42.作为本实施方式的进一步设置,所述输送夹座701滑动设置在输送座104上,所述输送座104上还设置有用于驱动输送输送夹臂704靠近或远离剥离通道的剥离电机702,所述机架1上还设置有吸引管308,所述吸引管308一端靠近剥离刀座307设置并开设有抽吸窗口,另一端连接有废料槽。这样设置的有益效果是:这样设置,可以通过剥离电机702将夹持的线材送进剥离通道,通过剥离刀306与剥离刀座307的组合裁切后,再反转剥离电机702,使得线材脱离剥离通道,顺势将切割后的包覆皮剥离,从而完成剥皮操作,这种结构简单,利于实现,提高整体设备的使用效果。进一步通过吸引管308可以对剥离的皮料直接进行收集,保持设备整体的洁净性,并且吸引管308上抽吸窗口直接用于待剥皮线材的插入,避免剥落的皮料掉出,提高收集效果和收集效率,当然这里的吸引管308侧面是连接有负压装置的,实现对剥落皮料的吸引抽吸。
43.作为本实施方式的进一步设置,所述定位夹具包括定位气缸1001、第一定位臂1002和第二定位臂1003,所述定位气缸1001设置在定位座10上,所述定位气缸1001输出端分别与第一定位臂1002和第二定位臂1003连接形成对第一定位臂1002和第二定位臂1003合拢或张开的驱动,所述第一定位臂1002端部设置有两定位夹片10021,两定位夹片10021上形成有第一定位槽,所述第二定位臂1003端部形成有定位夹台10031,所述定位夹台10031上形成有第二定位槽,所述第二定位槽与第一定位槽相对设置,两定位夹片10021之间形成有用于与定位夹台10031贴合的第一定位抵触台10022,所述定位夹台10031两侧形成用于与定位夹片10021端部贴合的第二定位抵触台10032。这样设置的有益效果是:这样设置,将定位夹具设置成这种结构,这里的定位气缸1001作为优选选用双作用气缸,双作用气缸两个输出端分别与两个定位臂连接,从而实现合拢张开的控制,在定位臂上设置两个定位夹片10021,可以从点定位变化为线定位,提高定位效果,进一步的两定位夹片10021上设置有定位槽,作为优选定位槽,可以设置成三角形式,可以将连接线向中心收拢,从而实现准确,当然两个定位夹片10021上的定位槽是相对齐的,同时在两定位夹片10021之间设置定位抵触台,配合定位夹台10031,实现对定位槽的合拢遮蔽,完成定位操作,同时通过定位抵触台与对应定位夹片10021或定位夹台10031的配合,可以有效增加定位夹具与连接线的接触面积,不易出现受抵压变形的情况,可以更好的进行抵触定位,同时这种结构简单,利于实现,提高整体结构的使用效果,
44.作为本实施方式的进一步设置,所述第一定位臂1002上还滑动设置有第一定位夹头1004,所述第二定位臂1003上还滑动设置有第二定位夹头1005,所述第一定位夹头1004和第二定位夹头1005相对设置,所述第一定位夹头1004上形成有第一辅助夹槽10041,所述第二定位夹头1005上设置有第二辅助夹槽10051,所述第一辅助夹槽10041和第二辅助夹槽10051交错设置,所述第一辅助夹槽10041一侧设置有用于与第二辅助夹槽10051贴合的第一辅助台10042,所述第二辅助夹槽10051一侧设置有用于与第一辅助夹槽10041贴合的第二辅助台10052,所述第一定位夹头1004上还设置有用于将第一定位夹头1004压紧在第一定位臂1002上的第一锁紧螺钉,所述第二定位夹头1005上还设置有用于将第二定位夹头1005压紧在第二定位臂1003上的第二锁紧螺钉。这样设置的有益效果是:这样设置,增加定位夹头,可以进一步通过定位夹头对连接线进行辅助定位,提升定位效果,便于后续转运插
入端子盒时位置的准确性,这里的第一辅助夹槽10041和第二辅助夹槽10051交错设置,是将两个夹头错开,在定位动作时,两者侧壁相贴合的下滑,完成定位操作时,辅助夹槽与对应的辅助台端面贴合,从而实现两者夹持位置的合拢,同时可以使得目标连接线可以在通过夹槽侧壁的斜面移动到位,起到良好的定位效果,进一步的两者侧壁相贴合,使得与连接线的贴合面积更大,不易出现受抵压变形的情况。同时可以对定位夹头位置进行调整,适配不同规格形式的连接线要求,进一步的,这种连接结构通过锁紧螺钉压紧,即在对应定位夹头上螺钉孔,在对应的定位臂上开设滑槽,通过锁紧螺钉穿过螺钉孔以及滑槽后,在另一端套设一个螺母实现固定压紧,这种结构简单,利于实现,紧固形式也十分简单,利于操作实现,提高整体结构的使用效果。
45.作为本实施方式的进一步设置,所述迁移机构包括迁移夹具、第一迁移台901和第二迁移台902,所述迁移座9上沿宽度方向设置有第一迁移轨,所述第一迁移台901滑动设置在第一迁移轨上,所述第一迁移台901上沿高度方向设置有第二迁移轨,所述第二迁移台902滑动设置在第二迁移轨上,所述迁移夹具设置在第二迁移台902上,所述迁移夹具包括迁移气缸903和两个迁移夹头904,所述迁移气缸903设置在第二迁移台902上,所述迁移气缸903输出端分别与两个迁移夹头904连接形成对两迁移夹头904合拢或张开的驱动。这样设置的有益效果是:这样设置,可以实现对迁移夹具的左右上下滑移,实现对连接线位置的控制,使得连接线上的端子可以准确插入倒端子盒对应位置,这种结构简单,利于实现,提高输送效率。进一步将夹具这样设置,结构简单,作为优选迁移气缸903选用双作用气缸,其两个输出端分别与对应迁移夹头904连接,从而形成对两迁移夹头904合拢或张开的驱动,利于实现,有效提高夹持效果。
46.作为本实施方式的进一步设置,所述迁移夹具为两个,两迁移夹具之间形成有间隔槽。这样设置的有益效果是:设置成两个迁移夹具,可以更好地更为稳定的对连接线进行夹持,利于保持连接线形态的稳定,方便后续定位插入端子盒,同时设置间隔槽,避免在夹持过程中触碰到其他夹具,使得整体结构更加合理。
47.作为本实施方式的进一步设置,所述装载机构11包括上料支座1102、装载推杆1107、装载滑架1105和装载气缸1106,所述上料支座1102靠近上料轨道1101设置,所述上料支座1102上滑动设置有接料滑块1103和用于驱动接料滑块1103滑动至装载推杆1107与装载夹具之间的接料气缸1104,所述接料滑块1103与接料气缸1104输出端连接,所述接料滑块1103端部开设有用于容置待填装端子盒的接料槽11031,所述装载滑架1105设置在机架1上,所述装载推杆1107滑动设置在装载滑架1105上并对应装载夹具位置设置,所述装载气缸1106固定设置在装载滑架1105上,所述装载气缸1106输出端与装载推杆1107连接设置。这样设置的有益效果是:这样设置,通过上料轨道1101送入来料,使得送进的物料进入到接料滑块1103的接料槽11031中,再通过接料气缸1104的驱动,带动接料滑块1103滑动,从而将接取的端子盒送到装载支架对应位置,这里在接料滑块1103滑动时,接料滑块1103的侧壁会遮挡在上料轨道1101的出料口上,限制端子盒的进入或是从上料轨道1101中脱出;当接料滑块1103滑移到位后,通过装载杆推动在接料槽11031中的端子盒进入装载夹具,结构简单,便于推动到位,提高整体结构使用的稳定性,进一步的通过装载滑架1105的结构,装载推杆1107与装载滑架1105滑移配合,整体结构更加稳定,对装载杆起到导向作用,进一步提高结构使用的稳定性。并且通过装载夹具可以有效保证该端子盒的位置稳定,不易出现
跑偏的现象,保证带有端子的连接线插入的稳定,提高整体机构的稳定性,这样设置,整体机构简单稳定,保证后续操作的稳步进行。
48.作为本实施方式的进一步设置,所述接料滑块1103上开设有容置通槽11032,所述上料支座1102上对应容置通槽11032位置设置有隔离块11021,所述隔离块11021向接料槽11031中延伸设置。这样设置的有益效果是:这样设置,设置一个隔离块11021,在处于接料位置时,通过隔离块11021可以限制置入接料槽11031的端子盒数量,作为优选通过隔离块11021保证一个端子盒进入最佳,从而保证后续转载质量,提高装载的准确性,由于接料滑块1103上开设有容置通槽11032,在接料滑块1103完成接料动作后,受到接料气缸1104作用滑移,通过容置通槽11032给隔离块11021留出滑移空间,避免干扰接料滑块1103的滑行,同时整体结构简单,利于实现,提高整体结构的使用效果。
49.作为本实施方式的进一步设置,所述装载夹具包括固定气缸1201和两装载夹头1202,所述固定气缸1201输出端分别与两装载夹头1202连接形成对两装载夹头1202合拢或张开的驱动,所述装载支座12上还设置有旋转电机1203,所述固定气缸1201设置在旋转电机1203输出端上。这样设置的有益效果是:这样设置,这种夹具设置结构简单,利于实现,这里固定气缸1201作为优选可以选择双作用气缸,其两个输出端与对应装载夹头1202连接,实现对装在夹头合拢或张开的控制,进一步的设置旋转电机1203,可以带动装载夹具旋转,改变装载夹具的角度,使得装载夹具可以在装载物料时,使得两个装载夹头1202之间的装载空隙与对齐平行,在卸料时,可以转动,使得装载空隙朝向地面,在该状态下,松开装载夹具,即可使端子盒受重力作用落下,从而完成卸料动作,这种结构简单,利于实现控制,提高整体结构的使用效果。
50.作为本实施方式的进一步设置,所述机架1上于升降架3和定位座10之间还设置有遮挡盖101,所述遮挡盖101与机架1之间设置有用于供夹具通过的输送通道。这样设置的有益效果是:这样设置,在通过夹具进行运输时,线材一端夹持在用于输送的夹具上,另一端可以搭在遮挡盖101上,从而起到辅助定位的作用,同时可以避免线材长度较长时,卷入输送滑轨102中,从而影响设备的整体使用效果,并且通过遮挡盖101可以有效提高输送轨道位置的洁净性,减少外界尘埃污物进入,同时结构简单,利于实现,提高整体结构的使用效果。
51.作为本实施方式的进一步设置,所述支架上还设置有转运轨道103,所述转运夹具8包括转运座801、转运气缸802和两个转运夹头803,所述转运座801滑动设置在转运轨道103上,所述转运气缸802设置在转运座801上,两转运夹头803均转动设置在转运座801上,所述转运夹头803一端为自由端,另一端分别与转运气缸802输出端转动连接。这样设置的有益效果是:这样设置,通过转运座801在转运轨道103上的运送,完成对带有端子连接线的运送,这里对转运座801的驱动,可以采用皮带轮输送的方式,也可以采用蜗轮蜗杆带动的方式实现滑移,并将转运夹具8设置成这种结构,通过转运气缸802输出端的伸缩,带动两个转运夹头803合拢或是张开,实现对连接线的夹持或是放松,这种结构简单,利于对连接线的转运。
52.以上实例,只是本实用新型优选地具体实例的一种,本领域技术人员在本实用新型技术方案范围内进行的通常变化和替换都包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1