一种双层塑料袋生产用自动套装装置的制作方法
1.本申请涉及塑料袋生产设备的技术领域,尤其是涉及一种双层塑料袋生产用自动套装装置。
背景技术:
2.在双层塑料袋的生产过程中,通常是先将外层的袋子裁切好,并收集堆叠,将内层的薄膜裁切好后同样堆叠起来,再将内层袋套装在外层袋内,目前经常使用套袋机完成套袋的操作。
3.现有的公告号为cn207772514u的中国专利公开了一种编织袋全自动套袋机,包括内袋输送装置,其包括主动轮、从动轮、第一伸缩杆、第一吸盘和用于驱动主动轮的驱动装置;外袋提升装置,其位于内袋输送装置上方,包括前伸缩杆、后伸缩杆、分别设置在前伸缩杆和后伸缩杆上的第二吸盘以及用于固定连接前伸缩杆和后伸缩杆的横梁;内袋送袋装置,包括送袋伸缩杆和铰接在送袋伸缩杆的输出端的第三吸盘;收袋装置,其与内袋送袋装置分居外袋提升装置的两侧,包括收袋伸缩杆以及连接在收袋伸缩杆的输出端的机械爪。
4.上述中的现有技术方案通过前伸缩杆和后伸缩杆上的吸盘将外袋的开口打开,再通过送袋伸缩杆将内袋套入内袋中,但是前伸缩杆和后伸缩杆只是对外袋的上表面进行吸附,在套入内袋时,外袋上与前伸缩杆背离的一侧面易发生偏移,导致内袋套入后外袋的下侧面发生折叠,从而影响套袋的质量,因此需要进行改进。
技术实现要素:
5.本申请的目的是提供一种双层塑料袋生产用自动套装装置,通过设置辅助吸盘和输送件,在填充内层袋时,通过辅助吸盘和取袋吸盘增强袋子开口处的稳定性,进而达到提升塑料袋套装的质量的效果。
6.本申请的上述发明目的是通过以下技术方案得以实现的:
7.一种双层塑料袋生产用自动套装装置,包括机架,所述机架上设置有用于套装编织袋的工作台,所述机架上设置有用于输送外层袋的送袋机构和用于将内层袋套入外层袋的装袋机构,所述送袋机构和所述装袋机构分别设置在工作台的两侧,所述送袋机构包括取袋组件,所述取袋组件在机架上沿朝向工作台的方向滑动设置,所述取袋组件包括移动架和带动外层袋移动的取袋吸盘,所述取袋吸盘设置在移动架上,所述工作台上设置有辅助吸盘,所述辅助吸盘设置在工作台上靠近装袋机构的一侧,所述装袋机构包括用于输送内层袋的输送件和用于将内层袋放置到外层袋内的填充件,所述填充件设置在输送件的上方,所述输送件的输出端和填充件的输出端对应设置。
8.通过采用上述技术方案,设置装袋机构和送袋机构对袋子进行套装,取袋组件通过取袋吸盘带动外层袋移动至工作台上,然后辅助吸盘对外层袋进行吸附,使外层袋的开口张开后的稳定性,并设置输送件和填充件,在输送件对内层袋进行传送的同时填充件带动内层袋移动,减少在填充的过程外层袋和内层袋发生偏移,以便内层袋平整的进入到外
层袋内,进而提升塑料袋套装的质量。
9.本申请进一步设置为:所述工作台的两侧设置有放置架,所述送袋机构和所述装袋机构设置在放置架的上方,所述送袋机构还包括安装架和导轨,所述安装架设置在放置架上,所述导轨沿朝向工作台的方向设置,所述导轨设置在放置架和工作台的上方,所述移动架在导轨上滑动设置。
10.通过采用上述技术方案,放置架内分别放置外层袋和内层袋,设置导轨在安装架上,并设置移动架在导轨上滑动设置,在套袋时,通过移动架在导轨上移动,带动外层袋至工作台上,以便对外层袋进行套袋。
11.本申请进一步设置为:所述输送件的输出端设置有放置板,所述填充件包括填充气缸、填充板和填充吸盘,所述填充气缸设置在输送件的上方,所述填充板设置在填充气缸的输出端,所述填充板设置在放置板的上方,所述填充吸盘设置在填充板上靠近放置板的一侧面上。
12.通过采用上述技术方案,设置放置板在输送件的输出端,且放置板在填充吸盘的下方,在输送件将内层袋的一侧输送至放置板上后,填充吸盘对内层袋吸附,通过填充气缸带动内层袋移动,同时输送件对内层袋进行传送,进而提升内层袋的稳定性。
13.本申请进一步设置为:所述填充吸盘设置有多个,且多个所述填充吸盘在放置板上均匀间隔设置。
14.通过采用上述技术方案,设置多个填充吸盘,增加填充吸盘对内层袋的吸附面积,进而提升内层袋在移动时的稳定性。
15.本申请进一步设置为:所述安装架上设置有对外层袋内吹气的气嘴,所述气嘴设置在安装架上靠近取袋吸盘的一侧。
16.通过采用上述技术方案,设置气嘴对外层袋内吹气,使外层袋内部形成空腔,以便内层袋进入到外层袋内,减少内层袋发生折叠。
17.本申请进一步设置为:所述安装架设置在外层袋的外部,所述安装架靠近外层袋的一侧和外层袋抵接。
18.通过采用上述技术方案,设置安装架的内侧和外层袋的外部抵接,减少在气嘴向外层袋内充气时,外层袋发生偏移,进而提升套装后袋子的整体的平整性。
19.本申请进一步设置为:所述装袋机构下方的放置架上设置有传送机构,所述输送件设置在传送机构和工作台之间,所述传送机构和输送件对应设置。
20.通过采用上述技术方案,设置传送机构,对放置架上的内层袋进行传送,以便内层袋进入到输送件内,通过输送件将内层袋输送至放置板处,从而达到提升套装效率的效果。
21.本申请进一步设置为:所述传送机构包括传送气缸、连接板和传送吸盘,所述传送气缸设置在放置架上,所述连接板朝向输送件的方向滑动设置,所述传送吸盘设置在连接板上,所述传送气缸的输出端和连接板连接。
22.通过采用上述技术方案,传送吸盘吸附内层袋并通过传送气缸和连接板带动内层袋移动,从而将内层袋输送至输送件内进行传送。
23.本申请进一步设置为:所述工作台上设置有输送袋子的传送件。
24.通过采用上述技术方案,在对袋子套装完成后,通过传送件将袋子转运出工作台,以便对下一个袋子进行套装,从而提升套装的效率。
25.综上所述,本申请的有益技术效果为:
26.1.设置取袋吸盘和辅助吸盘同时对外层袋进行吸附,提升外层袋的开口的稳定性,在填充件带动内层袋移动的同时输送件对内层件进行输送,减少在内层袋进入到外层袋的过程中发生偏移,进而提升内层袋套入后整体的平整性,提升套袋的质量;
27.2.在移动架上设置气嘴,在套装时通过气嘴向外层袋内充气,使外层袋的内部张开,以便内层袋进入到外层袋内,减少内层袋发生折叠,进而提升套装后整体的平整性。
附图说明
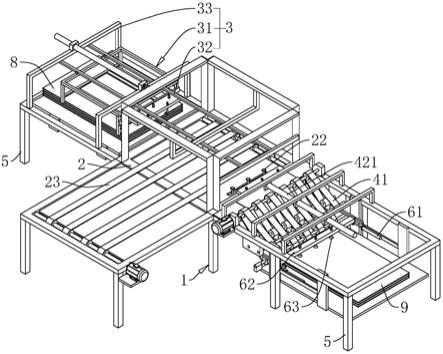
28.图1是本申请的结构示意图;
29.图2是本申请的局部视图旨在展示取袋组件的结构示意图;
30.图3是本申请的局部视图旨在展示装袋机构的结构示意图;
31.图4是本申请的局部视图旨在展示填充件的结构示意图。
32.附图标记:1、机架;2、工作台;21、放置板;22、辅助吸盘;23、传送件;3、送袋机构;31、取袋组件;311、移动架;312、取袋吸盘;32、导轨;33、安装架;4、装袋机构;41、输送件;42、填充件;421、填充气缸;422、填充板;423、填充吸盘;5、放置架;6、传送机构;61、传送气缸;62、连接板;63、传送吸盘;7、气嘴;8、外层袋;9、内层袋。
具体实施方式
33.以下结合附图对本申请作进一步详细说明。
34.参照图1,为本申请公开的一种双层塑料袋生产用自动套装装置,包括机架1,在机架1上设置有用于套装塑料袋的工作台2,在工作台2的一侧设置有用于输送外层袋8的送袋机构3,在工作台2上背离送袋机构3的一侧设置有将内层袋9装入外层袋8内的装袋机构4,送袋机构3和装袋机构4均设置在机架1上。在套装塑料袋时,送袋机构3将外层袋8输送至工作台2上,然后通过装袋机构4将内层袋9装入外层袋8内。
35.参照图1和图2,在工作台2的两侧设置有用于放置袋子的放置架5,送袋机构3包括取袋组件31、导轨32和安装架33,安装架33设置在放置架5上,导轨32设置在安装架33上,导轨32在安装架33上沿放置架5朝向工作台2的方向设置,取袋组件31在导轨32上沿导轨32的长度方向滑动设置,取袋组件31设置在放置架5的上方。在输送外层袋8时,取袋组件31带动外层袋8沿导轨32长度的方向移动,将外层袋8输送至工作台2上。取袋组件31包括移动架311和取袋吸盘312,移动架311在导轨32上滑动设置,取袋吸盘312设置在移动架311上,在输送外层袋8时,取袋吸盘312对外层袋8的侧面进行吸附,再通过移动架311在导轨32上移动,进而带动外层袋8移动,取袋吸盘312所在的高度高于外层袋8所在的高度,在取袋吸盘312带动外层袋8移动至工作台2上时,外层袋8的开口处于张开的状态。
36.参照图1和图3,装袋机构4包括输送件41和用于将内层袋9放置到外层袋8内的填充件42,输送件41设置在工作台2上背离送袋机构3的一侧,靠近输送件41的放置架5上放置有内层袋9,输送件41设置在工作台2和放置内层袋9的放置架5之间,填充件42设置在输送件41的上方。内层袋9通过输送件41送至填充件42处,通过填充件42将内层袋9放置到外层袋8内。
37.参照图3,输送件41可设置为传送带,为了方便将放置架5上的内层袋9放置到输送
件41处进行输送,在放置架5上设置有传送机构6,传送机构6包括传送气缸61、连接板62和传送吸盘63,传送气缸61设置在放置架5上,连接板62的在放置架5上沿朝向输送件41的方向滑动设置,连接板62的端部和传送气缸61连接,传送气缸61带动连接板62移动,传送吸盘63设置在连接板62上,连接板62通过传送吸盘63和内层袋9连接。在输送内层袋9时,传送吸盘63对内层袋9进行吸附,然后传送气缸61带动连接板62移动,进而带动内层袋9移动,将内层袋9传送至输送件41处。
38.参照图3和图4,在工作台2上靠近输送件41的输出端设置有放置板21,输送件41将内层袋9的一侧输送至放置板21处,填充件42包括填充气缸421、填充板422和填充吸盘423,填充气缸421设置在输送件41的上方,填充板422设置在填充气缸421的输出端,填充板422设置在放置板21的上方,填充吸盘423有多个,且多个填充吸盘423均匀间隔设置在填充板422上靠近放置板21的一侧。在输送件41将内层袋9输送至放置板21处后,填充吸盘423吸取内层袋9,然后填充气缸421带动填充板422移动,将内层袋9填充至外层袋8内。在填充板422带动内层袋9移动的同时输送件41对内层袋9进行输送,内层袋9从输送件41内传送出后经过放置板21直接进入到外层袋8内,减少在填充的过程中内层袋9的偏移,提升填充的质量。
39.参照图1和图2,为了方便填充板422带动内层袋9进入到外层袋8内,在工作台2上设置有辅助吸盘22,辅助吸盘22设置在工作台2上靠近放置板21的一侧,在取袋吸盘312带动外层袋8移动至工作台2上后,取袋吸盘312的位置和辅助吸盘22的位置对应,且取袋吸盘312和辅助吸盘22在外层袋8的两侧,同时对外层袋8施加吸力,提升袋口的稳定性,以便填充板422进入到内层袋9内。在安装架33上设置有气嘴7,在取袋吸盘312和辅助吸盘22将外层袋8开口张开后,通过气嘴7向外层袋8内吹气,将外层袋8的内部撑开,减少内层袋9进入外层袋8内后与外层袋8的内部接触,减少外层袋8发生偏移,从而方便将内层袋9填充至外层袋8内。设置安装架33和外层袋8的两侧抵接,减少在气嘴7向外层袋8内充气时,外层袋8发生横向偏移,进而提升外层袋8的稳定性,以便填充内层袋9。在工作台2上设置有用于将套装好的袋子送出的传送件23,传送件23可设置为传送带,在完成袋子的套装后,通过传送件23将袋子送出,安装架33回到初始位置,以便进行下一个袋子的套装。
40.本申请的实施原理为:将外层袋8和内层袋9分别放置在放置架5上,取袋吸盘312对外层袋8子进行吸附,移动架311在导轨32上移动,同时带动外层袋8移动,直至将外层袋8放置在工作台2上,在取袋吸盘312的作用下外层袋8的开口处于张开的状态,辅助吸盘22对外层袋8进行吸附,提升外层袋8开口处的稳定性,同时气嘴7向外层袋8内喷气,使外层袋8内部张开,避免内层袋9进入时内层袋9发生折叠,连接板62通过传送吸盘63对内层袋9进行吸附,通过传送气缸61传送至输送件41处,输送件41将内层袋9的一侧输送至放置板21处,填充吸盘423对内层袋9进行吸附,填充气缸421通过填充板422和填充吸盘423带动内层袋9向外层袋8内移动,同时输送件41对内层袋9进行输送,减少内层袋9在移动的过程中发生偏移,在套装完成后,传送件23将套装完成的袋子传送出工作台2,以便进行下一次的套装。
41.本申请的具体实施方式的实施例均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1