球阀装配用卡扣自动上料机构的制作方法
1.本实用新型涉及一种上料机构,具体说是在球阀装配时、用于将卡扣装入到球阀接头中的球阀装配用卡扣自动上料机构。
背景技术:
2.球阀接头中的卡扣为一有缺口的圆环,如图1所示。球阀在装配时,需要将卡扣安装到球阀接头中。目前,传统的安装方式为人工安装法,即工作人员手动大力将卡扣安装到球阀接头中,消耗的人力较多,工作效率较低。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种球阀装配用卡扣自动上料机构,采用该上料机构消耗的人力较少,工作效率较高。
4.为解决上述问题,提供以下技术方案:
5.本实用新型的球阀装配用卡扣自动上料机构的特点是包括水平布置的支撑板,支撑板的四个角上均有支腿。所述支撑板的上板面上有导向槽,导向槽的两端分别位于支撑板一组相对边上,使得导向槽的两端均呈敞口状。所述导向槽内有推板,推板的两边与导向槽的两个侧壁间呈滑动状配合,推板与支撑板间有驱动机构,推板的一端有推料头。所述推料头对应的那个支撑板一边上固定有竖向布置的导向套,所述导向槽对应的导向套一侧有便于卡扣进入的缝隙,导向套中有压杆,压杆与导向套间呈上、下滑动状配合,导向套的下端同心固定有用于连接球阀接头的连接管。所述支撑板的上板面上有水平布置的连接板,连接板位于所述导向槽的上方,靠近导向套的那段连接板上板面上有连接块,靠近导向套的那个连接块侧壁上固定有竖向布置的料杆,料杆对应的连接板上有与所述导向槽相连通的落料孔,料杆的下端位于落料孔内。
6.所述导向槽的槽底与支撑板的下面板间有通槽,通槽两侧的支撑板下板面上有导轨,两个导轨间有活动板,活动板与导轨间呈滑动状配合,所述活动板的上板面上有连板,连板的上端穿过通槽与所述推板相连。所述驱动机构为气缸,远离导向套的那个支撑板一边有竖向布置的安装板,所述气缸固定在安装板上,气缸的活塞杆外端与所述活动板相连。
7.其中,靠近导向套的通槽一端对应的支撑板下板面上有限位板,限位板上有沿通槽纵向布置的第一螺纹通孔,第一螺纹通孔内有限位螺钉。
8.所述连接块与连接板间沿呈导向槽的纵向滑动状配合,远离导向套的连接块一侧对应的连接板上有调节块,调节块有沿导向槽纵向的第二螺纹通孔,第二螺纹通孔内有调节螺钉,调节螺钉与连接块相抵。
9.所述落料孔一侧有接近开关,接近开关通过侧板固定在支撑板上。
10.采取以上方案,具有以下优点:
11.由于本实用新型的球阀装配用卡扣自动上料机构的支撑板的上板面上有导向槽,导向槽的两端分别位于支撑板一组相对边上,导向槽内有推板,推板与支撑板间有驱动机
构,推板的一端有推料头,推料头对应的那个支撑板一边上固定有竖向布置的导向套,导向槽对应的导向套一侧有便于卡扣进入的缝隙,导向套中有压杆,导向套的下端有连接管,支撑板的上板面上有连接板,靠近导向套那段连接板上板面上有连接块,靠近导向套的那个连接块侧壁上固定有竖向布置的料杆,料杆对应的连接板上有与所述导向槽相连通的落料孔,料杆的下端位于落料孔内。使用时,将卡扣的缺口均朝向连接块、且自上而下依次套在料杆上,由于重力的作用,最下方的那个卡扣从落料口掉落到导向槽中。工作时,先将球阀接头与连接管相连;然后,启动驱动机构带动推板和推料头向靠近导向套的一侧移动,推料头将导向槽内的那个卡扣向靠近导向套的一侧移动;接着,驱动机构继续带动推板移动,此时,推板位于落料口正下方,在推板的阻挡下,位于料杆上的卡扣不会从落料口掉落,推料头将卡扣从缝隙中送入到导向套中;之后,手动推动压杆下行,将卡扣压入到球阀接头中;最后,手动带动压杆复位,驱动机构带动推板复位,推板离开落料口,由于重力的作用,最下方的那个卡扣从落料口掉落到导向槽中,等待下次压装,取下球阀接头即可。采用这种上料机构工人仅需手动带动压杆活动,而无需手动将卡扣安装到球阀接头中,大大减少了人力的消耗,提高了工作效率。
附图说明
12.图1是背景技术中卡扣的结构示意图;
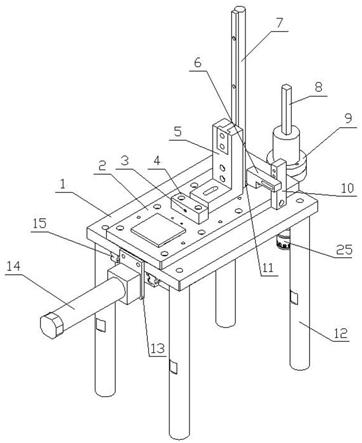
13.图2是本发明的球阀装配用卡扣自动上料机构的结构示意图(隐藏调节螺钉);
14.图3是图1在隐藏料杆、限位板、连接板、连接块、接近开关和侧板后的结构示意图;
15.图4是本发明的球阀装配用卡扣自动上料机构在下部视角下的立体示意图(隐藏限位螺钉)。
具体实施方式
16.以下结合附图对本实用新型做进一步详细说明。
17.如图2~4所示,本实用新型的球阀装配用卡扣自动上料机构包括水平布置的支撑板1,支撑板1的四个角上均有支腿12。所述支撑板1的上板面上有导向槽18,导向槽18的两端分别位于支撑板1一组相对边上,使得导向槽18的两端均呈敞口状。所述导向槽18内有推板16,推板16的两边与导向槽18的两个侧壁间呈滑动状配合,推板16与支撑板1间有驱动机构,推板16的一端有推料头17。所述推料头17对应的那个支撑板1一边上固定有竖向布置的导向套9,所述导向槽18对应的导向套9一侧有便于卡扣进入的缝隙20,导向套9中有压杆8,压杆8与导向套9间呈上、下滑动状配合,导向套9的下端同心固定有用于连接球阀接头的连接管23。所述支撑板1的上板面上有水平布置的连接板2,连接板2位于所述导向槽18的上方,靠近导向套9的那段连接板2上板面上有连接块5,靠近导向套9的那个连接块5侧壁上固定有竖向布置的料杆7,料杆7对应的连接板2上有与所述导向槽18相连通的落料孔11,料杆7的下端位于落料孔11内。
18.所述导向槽18的槽底与支撑板1的下面板间有通槽19,通槽19两侧的支撑板1下板面上有导轨15,两个导轨15间有活动板21,活动板21与导轨15间呈滑动状配合,所述活动板21的上板面上有连板,连板的上端穿过通槽19与所述推板16相连。所述驱动机构为气缸14,远离导向套9的那个支撑板1一边有竖向布置的安装板13,所述气缸14固定在安装板13上,
气缸14的活塞杆外端与所述活动板21相连。
19.靠近导向套9的通槽19一端对应的支撑板1下板面上有限位板24,限位板24上有沿通槽19纵向布置的第一螺纹通孔22,第一螺纹通孔22内有限位螺钉。这样改进的优点是可以通过限位螺钉调整气缸14活塞杆的最终位置来调整卡扣的最终位置,进而能保证卡扣能准确的进入到缝隙20中。
20.所述连接块5与连接板2间沿呈导向槽18的纵向滑动状配合,远离导向套9的连接块5一侧对应的连接板2上有调节块4,调节块4有沿导向槽18纵向的第二螺纹通孔3,第二螺纹通孔3内有调节螺钉,调节螺钉与连接块5相抵。
21.为了便于检测料杆7上的卡扣是否缺料,所述落料孔11一侧有接近开关6,接近开关6通过侧板10固定在支撑板1上。
22.工作时,先将球阀接头25与连接管23相连;然后,启动气缸14,气缸14的活塞杆伸出,带动推板16和推料头17向靠近导向套9的一侧移动,推料头17将导向槽18内的那个卡扣向靠近导向套9的一侧移动。接着,气缸14继续带动推板16移动,此时,推板16位于落料口正下方,在推板16的阻挡下,位于料杆7上的卡扣不会从落料口掉落,推料头17将卡扣从缝隙20中送入到导向套9中。之后,手动推动压杆8下行,将卡扣压入到球阀接头25中。最后,手动带动压杆8复位,驱动机构带动推板16复位,推板16离开落料口,由于重力的作用,最下方的那个卡扣从落料口掉落到导向槽18中,等待下次压装,取下球阀接头25即可。为了提高自动化程度,可将压杆8的上端与压机相连,利用压机带动压杆8运动,实现全自动压装。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1