由再循环材料制成的薄壁容器的制作方法
由再循环材料制成的薄壁容器
1.本发明涉及由再循环pet制成的薄壁容器。所述容器呈现低着色。
2.聚对苯二甲酸乙二醇酯(pet)广泛用于包装饮料。不含着色剂的“水晶”级pet呈现高透明度,并且由其制成的容器也呈现高透明度。尤其喜欢如瓶子的透明容器用于包装如水的透明液体。
3.通过机械途径再循环的pet(rpet)是已知的。这种材料已通常与原生pet混合用于瓶子容器中。一些由100%的rpet制成的瓶子也已经商业化。使用再循环pet可以保护环境。然而,rpet和由其制成的容器不像原生pet那样透明,并且呈现出一些灰色的不想要的或不被喜欢的着色。因此,迄今为止,已经使用由100%的rpet制成的瓶子来盛装不透明的液体,如不透明的饮料。因此,这种饮料掩盖了一些消费者不喜欢的容器着色。需要适于包装如水的透明液体的包含rpet的容器。
4.本发明用一种用于填充液体参考体积的薄壁容器解决了上述问题或需求中的至少一个,所述容器由聚对苯二甲酸乙二醇酯(pet)制成,包含颈部和壁,其中:
5.‑
所述pet包含至少50重量%的通过机械途径再循环的pet(rpet),以及
6.‑
所述容器呈现至少以下特征:
7.特征a)所述壁具有平均厚度为50μm至150μm的薄部分。
8.在一个实施例中,容器还呈现以下特征:
9.特征b)所述容器是吹塑成型容器,并且平面拉伸比为12.0至27.0。
10.在一个实施例中,容器还呈现以下特征:
11.特征c)所述容器的容器重量与液体参考体积的比率为
12.‑
5.27g/l至9.33g/l,或
13.‑
4.0g/l至小于5.27g/l,其前提是液体参考体积为至少10.0l,或
14.‑
大于9.33g/l至20.0g/l,其前提是液体参考体积为至多2.0l。
15.本发明还涉及一种制造容器的方法。本发明还涉及通过机械途径再循环的pet(rpet)在容器中的用途。本发明还涉及通过机械途径再循环的pet(rpet)在填充如水的透明液体的容器中的用途。
16.在呈现特征a)至c)中的至少一者的容器中,发现由rpet引起的着色出人意料地低并且适于如水的透明液体。
附图说明
17.图1表示用于形成5l容器的32g pet预成型件。尺寸单位为mm。
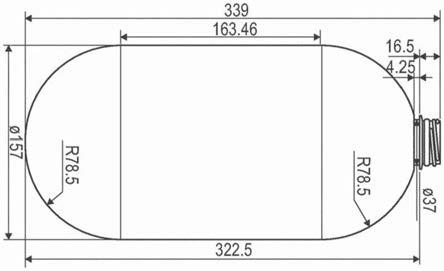
18.图2表示由图1的预成型件形成的32gpet 5l容器。尺寸单位为mm。
19.图3表示用于形成5l容器的32g pet预成型件。尺寸单位为mm。
20.图4表示由图3的预成型件形成的32g pet 5l容器。尺寸单位为mm。
具体实施方式
21.所述容器是由聚对苯二甲酸乙二醇酯(pet)制成的薄壁容器,其包含颈部和壁。所
述容器可以填充有液体。换句话说,所述容器可以包含液体。容器的实例包括具有颈部、侧壁和底部的瓶子。也涵盖容器的其它形状或形式。
22.液体通常以参考体积存在,填充满容器,除了任选的顶部空间。填充有液体的容器通常是密封的,通常是用封闭件密封的。封闭件可以是任何类型的封闭件,例如盖或柔性盖子。封闭件可以是例如螺纹盖或卡扣盖。可以通过去除封闭件或通过至少部分地刺穿封闭件来打开容器。
23.呈现颈部和壁的容器是已知的。所述容器是薄壁容器,其具有主体和作为开口的颈部。主体由壁构成。壁通常包含底部部分、侧部部分和肩部部分。开口可以是设置在与底部部分相对的肩部部分上的颈部。为了允许变形并且允许节省塑料,主体或壁或其部件在至少一部分上具有较低的平均厚度,优选地至少一部分占主体的长度或表面的至少50%,优选地至少80%,优选地整个主体。底部和/或肩部可以呈现比主体其余部分的平均厚度高100%的较高的平均厚度。在一个实施例中,壁包含底部部分、侧部部分和肩部部分,其中薄部分至少是侧部部分。
24.所述容器呈现至少特征a)。在一个实施例中,容器呈现特征a)和b)。在一个实施例中,容器呈现特征a)和c)。在一个实施例中,容器呈现特征a)和b)和c)。
25.根据特征a),壁的平均厚度为50μm至150μm,例如50μm至75μm或75μm至100μm或100μm至125μm或125μm至150μm。
26.主体的平均厚度可以是例如50μm至150μm,例如50μm至75μm或75μm至100μm或100μm至125μm或125μm至150μm。
27.侧部部分可以包含直线部分,也就是说,侧部部分呈现柱形形状,并且优选地呈现圆柱形形状。在一个实施例中,侧部部分可以是稍微凸起的。在一个实施例中,侧部部分呈现作为凹部的抓握部分,所述抓握部分具有凹面部件。侧部部分的厚度低并且允许变形。例如,侧部部分的厚度可以为50μm至150μm,例如50μm至75μm或75μm至100μm或100μm至125μm或125μm至150μm。在一个实施例中,侧部部分没有脊、边缘、凹槽或肋。在一个实施例中,侧部部分包含至少一个脊、边缘、凹槽和/或肋。
28.底部部分可以呈现允许容器站立的形状,例如,基本上平坦的,任选地肋形或花瓣形。这种形状对于瓶子是已知的。在一个实施例中,底部部分呈现半球形。底部部分的厚度可以是例如105μm至275μm,优选地125μm至225μm,例如例如125μm至150μm或150μm至175μm或175μm至200μm或200μm至225μm。在一个实施例中,底部部分没有脊、边缘、凹槽或肋。在一个实施例中,底部部分包含至少一个脊、边缘、凹槽和/或肋。
29.肩部部分通常是在颈部和侧部部分之间的中间部分。在一个实施例中,肩部部分呈现半球形。肩部部分的厚度可以是例如105μm至275μm,优选地125μm至225μm,例如例如125μm至150μm或150μm至175μm或175μm至200μm或200μm至225μm。在一个实施例中,肩部部分没有脊、边缘、凹槽或肋。在一个实施例中,肩部部分包含至少一个脊、边缘、凹槽和/或肋。
30.可能在容器的侧壁、底部和/或肩部上呈现的如脊、边缘、凹槽和/或肋等的特征会例如通过产生一些可以改变透明印象的反射改变所述容器提供的视觉印象。可以在没有这种特征的部分中较高程度地察觉到不想要的着色。因此,在没有脊、边缘、凹槽和/或肋的部分中减少不想要的着色更有用,并且更具挑战性。
31.在一个实施例中,底部部分和肩部部分呈现相似的形状,并且优选地,底部部分和肩部部分呈现相同的半球形。因此,在考虑到侧部部分是圆柱体时,容器是对称的(除了颈部部分),并且可以类似地在直立或倒置位置中操作。具有这种半球形和直线或略微凸出的侧面部分的容器对于消费者而言在视觉上特别有吸引力和/或另外在视觉上与众不同。此外,还发现这些特征允许一些制造和/或使用优点,如制造过程更容易,因为在吹塑成型工艺中,其在吹塑时更接近之前的自然形状,且与模具相适应时的约束较小。
32.如所提及,容器可以没有任何标记,如粘在侧壁上的带状物(banderole)或层合物。这些可以至少部分地覆盖不想要的着色,但是构成更多的包装元件,其是昂贵的和/或促使再循环复杂化和/或降低再循环料流的纯度。
33.液体
34.液体通常被包含或填充在容器中。其通常是通过颈部从容器中释放出来的。其优选地是可饮用的,适于饮用的液体。这种液体的实例包括水和饮料。
35.水的实例包括自来水、纯净和/或无菌水,如蒸馏水、井水、泉水和矿泉水。水可以补充一些添加剂,如盐、矿物质、电解质。水可以补充一些功能性添加剂,如维生素。水可以是酸性、中性或碱性水。水可以是静水或汽水,例如碳酸水,例如天然碳酸水、人工碳酸水或部分天然碳酸水。
36.饮料的实例包括酒精或非酒精饮料;调味水;水饮料;任选地调味奶,例如动物源性奶,如牛奶,或植物替代品,如豆奶、杏仁奶、腰果奶、燕麦奶、米奶、椰子奶;发酵饮料,如饮用酸奶,或植物替代品,开菲尔(kefir)、康普茶(kombucha);冲泡饮料;即饮咖啡;即饮茶;即饮奶精;果汁或果汁饮料(nectar);碳酸软饮料,如可乐或苏打水。非酒精饮料可以例如包含糖、甜味剂和/或水果或蔬菜或其提取物。
37.在一个优选的实施例中,液体是透明液体。如上所述,透明液体的实例包括水。
38.材料
39.容器由pet塑料材料制成。材料和容器的结构特征,如厚度和形状,可以使得当容器为空时至少具有可变形的柔性部件。特征a)、b)、c)提供了这种可变形的柔性部件。
40.pet和rpet例如可以以各种等级或组合物获得,例如包装等级或组合物,例如瓶子等级或组合物。pet特别适用于水。水对味道的改变非常敏感,并且发现pet在至少3个月、优选地至少6个月、优选地至少12个月、优选地至少24个月的储存时间内不会改变水的味道。
41.rpet是已知的并且可商购。在一个实施例中,已经通过消费后(pc)再循环来对其进行再循环,其中在由消费者使用并且由用户或消费者弃置之后,从废料流中再循环容器。再循环通常涉及将废料流分类,以回收所选材料的料流,并且通过如精制、洗涤和/或研磨的步骤处理所述料流。例如,可以从废料流中将pet分类,并且然后根据各种途径进行处理。机械途径涉及精制、洗涤和/或研磨以回收rpet聚合物。被回收的rpet聚合物可以进行固态聚合以重新增加其分子量,例如重新增加其固有粘度(iv)。消费后的rpet的不想要的着色明显高于工业后再循环所获得的rpet,在工业后再循环中,干净的物品或物品的一部分是从生产现场再循环的。后者是高纯度料流,来自其它材料的杂质量较少,并且会产生一些着色。因此,减少不想要的着色对于消费后的rpet更有用,并且更具挑战性。
42.pet可以例如是被100%再循环的pet(rpet),或包含r重量%的量的rpet和100
‑
r重量%的量的原生pet,其中r为至少50%或至少60%或至少70%、或至少80%、或至少
90%。
43.容器的pet材料包含至少50重量%的通过机械途径再循环的pet(rpet)。其余的pet可以是单体制备的原生pet,和或是通过化学或微生物途径再循环的pet。例如,pet材料包含至少50重量%,优选地至少80重量%的rpet和至多50重量%,优选地至多20重量%的原生pet和/或通过化学或微生物途径再循环的pet。
44.在一个实施例中,pet是rpet和原生pet的混合物。混合物可以被实施为多层,或通过在熔融之前或熔融时混合rpet和原生pet的颗粒以形成容器或预成型件,或通过混合并熔融rpet和原生pet以形成颗粒来实施。这种混合物或混合程序是本领域技术人员已知的。
45.在一个实施例中,pet基本上由再循环pet组成。换句话说,容器是100重量%的rpet。
46.如所提及,pet(原生pet或rpet)是可再循环的,例如通过机械途径、化学途径和/或微生物途径。化学途径涉及解聚以回收单体。单体可以重新聚合以获得被再循环的新鲜聚合物。例如,pet或rpet可以通过水解、甲醇分解、糖基分解、氨解或胺解而解聚,以获得再循环对苯二甲酸或其二酯和再循环单乙二醇。再循环对苯二甲酸或二酯和/或再循环单乙二醇可以在任选地添加一些原生的对苯二甲酸或二酯和/或单乙二醇的情况下再聚合。类似地,微生物途径涉及通过微生物处理材料料流以获得解聚的低聚物或单体,并且然后任选地在添加一些原生的单体或低聚物的情况下使所述单体或低聚物再聚合。
47.pet可以包含本领域技术人员已知的一些添加剂,如稳定剂、润滑剂等
…
在一个实施例中,pet包含着色剂,如颜料或光学改性剂。在一个实施例中,pet基本上不含着色剂。
48.容器可以由pet通过模制工艺形成,如吹塑成型工艺,例如挤出吹塑成型工艺或注射吹塑成型工艺,例如注射拉伸吹塑成型工艺。注射(拉伸)吹塑成型工艺特别适用于pet。其涉及通过注射形成pet预成型件、加热预成型件、将所述预成型件放置在模具中以及在加热的预成型件中吹入气体(通常是空气)以在模具中吹塑材料并且使材料与模具相符。在吹塑时,pet拉伸,变薄并且通过应变硬化和/或应变诱导的结晶现象而获得阻力。此类工艺是众所周知的。设备和原生的或再循环的材料是可商购的。
49.预成型件可以是单层预成型件,以获得单层容器。例如,预成型件是单层pet。例如,容器可以是单层pet容器。预成型件可以是多层预成型件,以获得多层容器。例如,预成型件可以具有原生pet层和rpet层,优选地作为外部至少部分层。例如,容器可以具有原生pet层和rpet层,优选地作为外部至少部分层。
50.容器通常具有参考体积,所述参考体积被定义为容器不变形时的最大体积。
51.容器参考体积可以为至少0.1l,例如至少0.5l、例如至少1.0l、例如至少3.0l、例如至少4.0l、例如至少5.0l。容器的参考体积可以为至多22.0l,例如至多16.l、例如至多11.0l、例如至多5.5l、例如至多3.3l、例如至多1.1l。容器的参考体积可以为0.1至0.55l或0.5至1.1l或1.0l至3.3l或3.0至4.4l或4.0至5.5l、或5.0至6.6l、或6.0至7.7l、或7.0至8.8l、或8.0至9.9l、或9.0l至11.0l;或10.0l至16.0l或16.0l至22.0l。
52.容器通常填充有参考体积的液体并且被密封。液体参考体积是释放之前容器中包含的最大液体量。液体参考体积通常略低于容器参考体积,因为被填充和被封闭的容器通常具有顶部空间(未被填充的部分或容器)。顶部空间优选地为液体参考体积的0%至10%,例如1%至10%或1%至5%。液体参考体积可以为至少0.1l,例如至少0.5l、例如至少1.0l、
例如至少3.0l、例如至少4.0l、例如至少5.0l。液体参考体积可以为至多20.0l,例如至多15.l、例如至多10.0l、例如至多5.0l、例如至多3.0l、例如至多1.0l。液体参考体积可以为0.1至0.5l或0.5至1.0l或1.0l至3.0l或3.0至4.0l或4.0至5.0l、或5.0至6.0l、或6.0至7.0l、或7.0至8.0l、或8.0至9.0l、或9.0l至10.0l;或10.0l至15.0l或15.0l至20.0l。例如,液体参考体积可以为4.9l至5.1l。
53.吹制容器的厚度可以通过针对给定的容器参考体积来调整预成型件,特别是其形状和壁厚,并且通过调整拉伸参数来进行管理。如所提及,预成型件的几何形状,如其长度、其直径和其底部形状,与颈部一起确定了预成型件的重量,并且从而确定了容器的重量。可以通过以下参数来描述拉伸:
54.‑
轴向拉伸比(在颈部下方的容器的长度与在颈部下方的预成型件的长度的比率);
55.‑
环向拉伸比(在一半长度处,容器的直径与预成型件的直径的比率);
56.‑
平面拉伸比:轴向拉伸比x环向拉伸比。
57.根据特征b),平面拉伸比为12.0至27.0,优选地15.0至20.0。轴向拉伸比可以为例如3.0至4.5,优选地3.3至4.0。环向拉伸比可以例如为4.0至6.0,优选地4.5至5.5。
58.在一个实施例中,根据特征c),容器呈现5.27g/l至9.33g/l,优选地5.27g/l至7.33g/l,优选地5.80g/l至7.00g/l的包装功效,所述包装功效由容器重量与液体参考体积的比率确定。在此实施例中,液体参考体积可以优选地为2.0l至10.0l。
59.在一个实施例中,根据特征c),容器呈现4.0g/l至小于5.27g/l的包装功效,所述包装功效由容器重量与液体参考体积之间的比率确定,其前提条件是所述液体参考体积为至少10.0l,例如高于10.0l。包装功效可以为4.0g/l至小于5.00g/l,其前提条件是液体参考体积为至少12.0l。
60.在一个实施例中,根据特征c),容器呈现从4大于9.33g/l至20.0g/l的包装功效,所述包装功效由容器重量与液体参考体积之间的比率确定,其前提条件是液体参考体积为至多2.0l,例如低于2.0l。包装功效可以为大于9.33g/l至15.0g/l,其前提条件是液体参考体积为0.5l至2.0l。包装功效可以为大于15.0g/l至20.0g/l,其前提条件是液体参考体积为0.1l至小于0.5l。
61.容器可以呈现100至200g/m2,例如100至120g/m2或120至140g/m2、或140至160g/m2、或160至180g/m2、或180至200g/m2的表面密度,所述表面密度由主体的表面与容器重量之间的比率确定。在一个实施例中,主体的表面与主体的重量的比率为100至200g/m2,例如100至120g/m2或120至140g/m2、或140至160g/m2、或160至180g/m2、或180至200g/m2。
62.呈现特征a)、b)和/或c)的超轻容器需要较少的pet,并且因此由于经济和/或环境原因是特别适合的。
63.有利地,当容器填充有液体参考体积并且被密封时,所述容器对于至少5mm的变形具有至少10dan的最高载荷阻力和/或对于至少2.5mm的变形具有至少5dan的横向载荷阻力。
64.在一个实施例中:
65.‑
平均厚度为50μm至75μm或75μm至100μm或100μm至125μm或125μm至150μm,以及
66.‑
pet包含至少80重量%的再循环pet。
67.在一个实施例中:
68.‑
容器的平均厚度为50μm至75μm或75μm至100μm或100μm至125μm或125μm至150μm,以及
69.‑
pet包含至少80重量%的再循环pet,以及
70.‑
通过(rpet)的再循环pet已通过消费后(pc)再循环通过机械途径再循环。
71.在一个实施例中:
72.‑
平均厚度为50μm至75μm或75μm至100μm或100μm至125μm或125μm至150μm,以及
73.‑
pet基本上由再循环pet组成。
74.在一个实施例中:
75.‑
容器呈现特征a),并且平均厚度为50μm至75μm或75μm至100μm或100μm至125μm或125μm至150μm,以及
76.‑
pet基本上由再循环pet组成,以及
77.‑
通过(rpet)的再循环pet已通过消费后(pc)再循环通过机械途径再循环。
78.在一个实施例中:
79.‑
容器呈现特征b),并且平面拉伸比为12.0至27.0或15.0至20.0,以及
80.‑
pet包含至少80重量%的再循环pet。
81.在一个实施例中:
82.‑
容器呈现特征b),并且平面拉伸比为12.0至27.0或15.0至20.0,以及
83.‑
pet包含至少80重量%的再循环pet,以及
84.‑
通过(rpet)的再循环pet已通过消费后(pc)再循环通过机械途径再循环。
85.在一个实施例中:
86.‑
容器呈现特征b),并且平面拉伸比为12.0至27.0或15.0至20.0,以及
87.‑
pet基本上由再循环pet组成,以及
88.‑
通过(rpet)的再循环pet已通过消费后(pc)再循环通过机械途径再循环。
89.在一个实施例中:
90.‑
容器呈现特征b),并且所述容器的轴向拉伸比为3.0至4.5,优选地3.3至4.0,和/或所述容器的环向拉伸比可以为4.0至6.0,优选地4.5至5.5,以及
91.‑
pet包含至少80重量%的再循环pet。
92.在一个实施例中:
93.‑
容器呈现特征b),并且所述容器的轴向拉伸比为3.0至4.5,优选地3.3至4.0,和/或所述容器的环向拉伸比可以为4.0至6.0,优选地4.5至5.5,以及
94.‑
pet包含至少80重量%的再循环pet,以及
95.‑
通过(rpet)的再循环pet已通过消费后(pc)再循环通过机械途径再循环。
96.在一个实施例中:
97.‑
容器呈现特征b),并且所述容器的轴向拉伸比为3.0至4.5,优选地3.3至4.0,和/或所述容器的环向拉伸比可以为4.0至6.0,优选地4.5至5.5,以及
98.‑
pet基本上由再循环pet组成。
99.在一个实施例中:
100.‑
容器呈现特征b),并且所述容器的轴向拉伸比为3.0至4.5,优选地3.3至4.0,和/
或所述容器的环向拉伸比可以为4.0至6.0,优选地4.5至5.5,以及
101.‑
pet基本上由再循环pet组成,以及
102.‑
通过(rpet)的再循环pet已通过消费后(pc)再循环通过机械途径再循环。
103.在一个实施例中:
104.‑
容器呈现特征c),并且容器重量与液体参考体积的比率为5.27g/l至9.33g/l或5.80g/l至7.00g/l,以及
105.‑
pet包含至少80重量%的再循环pet。
106.在一个实施例中:
107.‑
容器呈现特征c),并且容器重量与液体参考体积的比率为5.27g/l至9.33g/l或5.80g/l至7.00g/l,以及
108.‑
pet包含至少80重量%的再循环pet,以及
109.‑
通过(rpet)的再循环pet已通过消费后(pc)再循环通过机械途径再循环。
110.在一个实施例中:
111.‑
容器呈现特征c),并且容器重量与液体参考体积的比率为5.27g/l至9.33g/l或5.80g/l至7.00g/l,以及
112.‑
pet基本上由再循环pet组成。
113.在一个实施例中:
114.‑
容器呈现特征c),并且容器重量与液体参考体积的比率为5.27g/l至9.33g/l或5.80g/l至7.00g/l,以及
115.‑
pet基本上由再循环pet组成,以及
116.‑
通过(rpet)的再循环pet已通过消费后(pc)再循环通过机械途径再循环。
117.在一个实施例中:
118.‑
容器呈现特征c),并且容器重量与液体参考体积的比率为4.0g/l至小于5.27g/l,其前提条件是液体参考体积为至少10.0l,以及
119.‑
pet包含至少80重量%的再循环pet。
120.在一个实施例中:
121.‑
容器呈现特征c),并且容器重量与液体参考体积的比率为4.0g/l至小于5.27g/l,其前提条件是液体参考体积为至少10.0l,以及
122.‑
pet包含至少80重量%的再循环pet,以及
123.‑
通过(rpet)的再循环pet已通过消费后(pc)再循环通过机械途径再循环。
124.在一个实施例中:
125.‑
容器呈现特征c),并且容器重量与液体参考体积的比率为4.0g/l至小于5.27g/l,其前提条件是液体参考体积为至少10.0l,以及
126.‑
pet基本上由再循环pet组成。
127.在一个实施例中:
128.‑
容器呈现特征c),并且容器重量与液体参考体积的比率为4.0g/l至小于5.27g/l,其前提条件是液体参考体积为至少10.0l,以及
129.‑
pet基本上由再循环pet组成,以及
130.‑
通过(rpet)的再循环pet已通过消费后(pc)再循环通过机械途径再循环。
131.在一个实施例中:
132.‑
容器呈现特征c),并且容器重量与液体参考体积的比率为大于9.33g/l至20.0g/l,其前提条件是液体参考体积为至多2.0l,以及
133.‑
pet包含至少80重量%的再循环pet。
134.在一个实施例中:
135.‑
容器呈现特征c),并且容器重量与液体参考体积的比率为大于9.33g/l至20.0g/l,其前提条件是液体参考体积为至多2.0l,以及
136.‑
pet包含至少80重量%的再循环pet,以及
137.‑
通过(rpet)的再循环pet已通过消费后(pc)再循环通过机械途径再循环。
138.在一个实施例中:
139.‑
容器呈现特征c),并且容器重量与液体参考体积的比率为大于9.33g/l至20.0g/l,其前提条件是液体参考体积为至多2.0l,以及
140.‑
pet基本上由再循环pet组成。
141.在一个实施例中:
142.‑
容器呈现特征c),并且容器重量与液体参考体积的比率为大于9.33g/l至20.0g/l,其前提条件是液体参考体积为至多2.0l,以及
143.‑
pet基本上由再循环pet组成,以及
144.‑
通过(rpet)的再循环pet已通过消费后(pc)再循环通过机械途径再循环。
145.本发明的其它细节或优点将出现在以下非限制性实例中。
146.实例
147.实例1
148.建构装有5.0l的水(参考体积)的100%rpet的容器。
149.通过注射拉伸吹塑成型图1所示的预成型件(其中尺寸单位为mm),以获得图2所示的容器(其中尺寸单位为mm)来制备容器。主要参数和特征报告在下表1中。容器中装满5.0l的水,并且用螺盖密封。
150.表1
[0151][0152][0153]
实例2
[0154]
建构装有5.0l的水(参考体积)的rpet容器。
[0155]
通过注射拉伸吹塑成型图3所示的预成型件(其中尺寸单位为mm),以获得图4所示的容器(其中尺寸单位为mm)来制备容器。主要参数和特征报告在下表2中。容器中装满5.0l的水,并且用螺盖密封。
[0156]
表2
[0157][0158][0159]
实例3
‑
着色试验
[0160]
在相同的方案下对3个空容器进行cie l
*
a
*
b
*
颜色试验。所述方案涉及到,对于每个容器,在若干样品上,在沿容器主体规则间隔的至少7个点处测量厚度,并且在相同点处测量l
*
分量。分量l
*
表示亮度:l
*
越低,着色越深。平均厚度和平均l
*
分量报告为至少7个点的测量平均值。
[0161]
容器1是对照原生pet瓶子形状容器。
[0162]
容器2是具有与容器1相同的形状的比较rpet容器。
[0163]
容器3对应于实例2中所述的容器。字母c代表比较实例。
[0164]
表3提供了细节和结果。
[0165]
表3
[0166][0167][0168]
表3尤其显示,本发明的容器(实例2的容器3)由于使用rpet代替原生pet,每微米材料的亮度损失要低得多。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1