一种汽车顶篷湿法线自动换卷机构的制作方法
1.本发明属于汽车内饰件生产技术,尤其是涉及一种汽车顶篷湿法线自动换卷机构。
背景技术:
2.汽车顶篷是汽车常用的内饰件,目前大多数顶篷采用湿法成型工艺,而在湿法成型线中最影响生产效率的是卷材的补料。为了安全,人员在给线体进行补料的时候往往需要将线体停线,显然这种方式存在生产效率低和操作繁琐的缺点。
技术实现要素:
3.本发明的目的在于提供一种汽车顶篷湿法线自动换卷机构,以解决现有技术中汽车顶篷湿法成型线补料时存在生产效率低和操作繁琐的问题。
4.为达此目的,本发明采用以下技术方案:
5.一种汽车顶篷湿法线自动换卷机构,其包括机架、铺料平台、第一辊筒组件、升降驱动装置、第二辊筒组件和水平驱动装置,其中,所述铺料平台的设置于所述机架的顶部,所述机架上于所述铺料平台的两端对应设置有支撑墙板,所述第一辊筒组件能升降地装配于两个支撑墙板之间,所述升降驱动装置连接所述第一辊筒组件,所述第二辊筒组件能水平移动地装配于两个支撑墙板之间,所述水平驱动装置连接所述第二辊筒组件,当所述第一辊筒组件的面料用完时,所述升降驱动装置将第一辊筒组件抬起,所述水平驱动装置将第二辊筒组件推移动至原来第一辊筒组件的位置。
6.特别地,所述升降驱动装置包括升降气缸和第一直线导轨,所述升降气缸竖直固定于对应的支撑墙板上且驱动杆朝下设置,所述第一直线导轨沿高度方向固定于所述支撑墙板的内侧壁,所述第一辊筒组件的两端通过滑块装配于第一直线导轨上,所述升降气缸的驱动杆与所述第一辊筒组件的端部连接。
7.特别地,所述水平驱动装置包括伸缩气缸和第二直线导轨,所述伸缩气缸水平固定于对应的支撑墙板上,所述第二直线导轨沿水平方向固定于所述支撑墙板的内侧壁,所述第二辊筒组件的两端通过滑块装配于第二直线导轨上,所述伸缩气缸的驱动杆与所述第二辊筒组件的端部连接。
8.特别地,所述伸缩气缸固定安装于所述支撑墙板的外侧壁上,所述第二辊筒组件的两端安装有连接板,所述伸缩气缸的驱动杆连接于所述连接板上,所述支撑墙板上开设有用于避让连接板的避让孔。
9.特别地,所述第一辊筒组件包括两个第一端板、第一辊筒和第一辊筒驱动电机,所述第一辊筒能转动地装配于两个第一端板之间,所述两个第一端板均通过滑块装配于所述第一直线导轨上,所述升降气缸的驱动杆连接于所述第一端板上。
10.特别地,所述第二辊筒组件包括两个第二端板、第二辊筒和第二辊筒驱动电机,所述第二辊筒能转动地装配于两个第二端板之间,所述两个第二端板均通过滑块装配于所述
第二直线导轨上,所述连接板固定连接于所述第二端板上。
11.本发明的有益效果为,与现有技术相比所述汽车顶篷湿法线自动换卷机构能够实现不停线进行自动换卷,不仅结构简单、紧凑,合理;而且能提高生产效率,操作方便,在一定程度上提高了补料的安全性。
附图说明
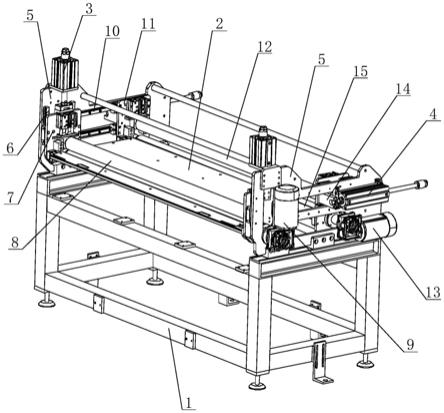
12.图1是本发明具体实施方式提供的汽车顶篷湿法线自动换卷机构的立体结构示意图;
13.图2是本发明具体实施方式提供的汽车顶篷湿法线自动换卷机构的主视图;
14.图3是本发明具体实施方式提供的汽车顶篷湿法线自动换卷机构的侧视图;
15.图4是本发明具体实施方式提供的汽车顶篷湿法线自动换卷机构的俯视图。
具体实施方式
16.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
17.请参阅图1至图4所示,本实施例中,一种汽车顶篷湿法线自动换卷机构包括机架1、铺料平台2、两个升降气缸3、两个伸缩气缸4、第一辊筒组件和叠辊筒组件,铺料平台2的设置于机架1的顶部,机架1上于铺料平台2的两端对应固定有一支撑墙板5,两个升降气缸3分别固定安装于两块支撑墙板5上且驱动杆朝下设置,两块支撑墙板5的内侧壁上对应固定有两根沿高度方向延伸的第一直线导轨6,第一辊筒组件包括两个第一端板7、第一辊筒8和第一辊筒驱动电机9,第一辊筒8能转动地装配于两个第一端板7之间,第一辊筒驱动电机9驱动第一辊筒8转动,两个第一端板7均通过滑块装配于第一直线导轨6上,升降气缸3的驱动杆连接于第一端板7上,以驱动整个第一辊筒组件沿第一直线导轨6做升降动作。
18.两个伸缩气缸4沿水平方向固定于两块支撑墙板5的外侧壁上,两块支撑墙板5的内侧壁上对应固定有两根沿水平方向延伸的第二直线导轨10,第二辊筒组件包括两个第二端板11、第二辊筒12和第二辊筒驱动电机13,第二辊筒12能转动地装配于两个第二端板之间,第二辊筒驱动电机13驱动第二辊筒12转动,两个第二端板11均通过滑块装配于第二直线导轨10上,且两个第二端板11上均固定有连接板14,连接板14穿过对应的支撑墙板5设置,伸缩气缸4的驱动杆连接于连接板14上,以驱动整个第二辊筒组件沿第二直线导轨10做靠近或远离第一辊筒组件的前后移动。支撑墙板5上开设有用于避让连接板14的避让孔15。
19.工作时,将第一辊筒8和第二辊筒12分别穿好面料,开始正常生产,当第一辊筒8上的面料用完时,升降气缸3将第一辊筒8抬起,伸缩气缸4将第二辊筒12向前推进,此时第二辊筒12移动至原第一辊筒8在铺料平台2的位置(面料也同时移动到相应位置),此时完成第一辊筒8和第二辊筒12的切换,线体在未停线的情况下继续生产,待人员线外将第一辊筒8面料补齐,重复上述动作实现换卷不停线。
20.以上实施例只是阐述了本发明的基本原理和特性,本发明不受上述事例限制,在不脱离本发明精神和范围的前提下,本发明还有各种变化和改变,这些变化和改变都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1