一种手套袋装设备的多副手套同时装袋自动化机构的制作方法
1.本发明涉及手套生产技术领域,具体为一种手套袋装设备的多副手套同时装袋自动化机构。
背景技术:
2.手套根据用途以及材质分为多类,其中有用于手部保温的、有用于手部装饰的,有用于手部防护的,有用于防静电的,还有用于医疗防污、防菌、防尘的等;因此,手套广泛应用于生活、出行、劳动、运动、工业等等各个方面。
3.手套在生产完成后,需要进行包装,通常都是采用人为手动包装,但手动包装浪费人力,且效率较低,尤其是多副一包的手套在人为包装时;需要一副一副装,耗费时间较长;为此,我们提出一种手套袋装设备的多副手套同时装袋自动化机构。
技术实现要素:
4.本发明的目的在于提供一种手套袋装设备的多副手套同时装袋自动化机构,以解决上述背景技术中现有手套包装浪费人力,效率较低,且多副一包的手套在人为包装,需要一副一副装,耗费时间较长的问题。
5.为实现上述目的,本发明提供如下技术方案:
6.一种手套袋装设备的多副手套同时装袋自动化机构,包括机座以及plc控制器,所述机座上固定安装有支撑架,所述机座内安装有包装袋的袋子存放单元以及袋子拿取单元,所述支撑架的下部安装有能够将袋子拿取单元上包装袋取下并将包装袋口部张开传送的袋子张口单元;且支撑架的下部安装有能够将多副手套同时装在包装袋中的多副手套装袋单元,所述机座的一侧开设有下料口;其中,所述袋子张口单元、袋子存放单元、袋子拿取单元以及多副手套装袋单元均受控于所述plc控制器。
7.作为优选,上述所述袋子存放单元包括固定安装在机座内的支座,所述支座上安装有两端为开口状的放置盒,所述放置盒的内部滑动安装有活动板,所述支座的一端竖直安装有线性电机,所述线性电机的线性滑块与所述活动板固定连接;所述放置盒的一侧固定连接有下料滑板,所述下料滑板设置在下料口内。
8.作为优选,上述所述袋子拿取单元包括固定安装在机座内的无杆气缸,所述无杆气缸的活动块侧面安装有旋转气缸,所述旋转气缸的转动部上固定连接有旋转架,所述旋转架上安装有拿料气缸,所述拿料气缸的活塞杆一端固定连接有拿料板,所述拿料板上安装有取袋吸盘。
9.作为优选,上述所述袋子张口单元包括由第四电机驱动的送袋线性模组,所述送袋线性模组的滑动部上通过连接架连接有连接板,所述连接板上安装第五电机,所述连接板的底部安装有滑轨,所述滑轨上滑动安装有两组滑动块,两组滑动块的底部均通过竖直条安装有开袋吸盘,两组所述滑动块的上部分别连接有相对设置的齿条,所述第五电机通过齿轮分别与两组齿条啮合连接。
10.作为优选,上述所述送袋线性模组的侧面安装有第二限位传感器,所述连接架上安装有与第二限位传感器对应的感应条。
11.作为优选,上述所述多副手套装袋单元包括固定安装在机座的板面下部的推装气缸以及通过连接柱固定连接在机座的板面下方的第一固定板,所述推装气缸的一端固定安装有推装板,所述第一固定板上安装有两组相对设置的限位板,两组限位板之间设置有第一升降板,所述第一固定板的下部通过固定柱固定连接有第二固定板,所述第一固定板与第二固定板之间安装有丝杆,所述第一固定板的上部安装有用于驱动丝杆的丝杆电机,所述丝杆电机上的丝杆螺母固定连接有第二升降板,所述第二升降板上固定连接有顶杆,所述顶杆的上端滑动贯穿第一固定板并与所述第一升降板固定连接;所述第一固定板的上部安装有竖直气缸,所述竖直气缸的活塞杆一端固定安装有水平气缸,所述水平气缸活塞杆的一端固定连接有加压条,其中一个限位板的上部开设有便于加压条下压的缺口。
12.作为优选,上述所述多副手套装袋单元还包括固定安装在支撑架下部的竖直板,所述竖直板上开设有与所述推装板对齐的通口,所述竖直板的侧面位于通口的上下侧分别固定安装有相对设置的对夹气缸,所述对夹气缸的活塞杆一端固定连接有对夹板。
13.与现有技术相比,本发明的有益效果是:
14.本技术能够实现自动化取袋、开袋以及多副手套包装,过程中无需人力干预,节省人力,工作时仅需要人工将多副手套叠放在多副手套装袋单元的两个限位板之间,十分方便,提高了包装的效率。
附图说明
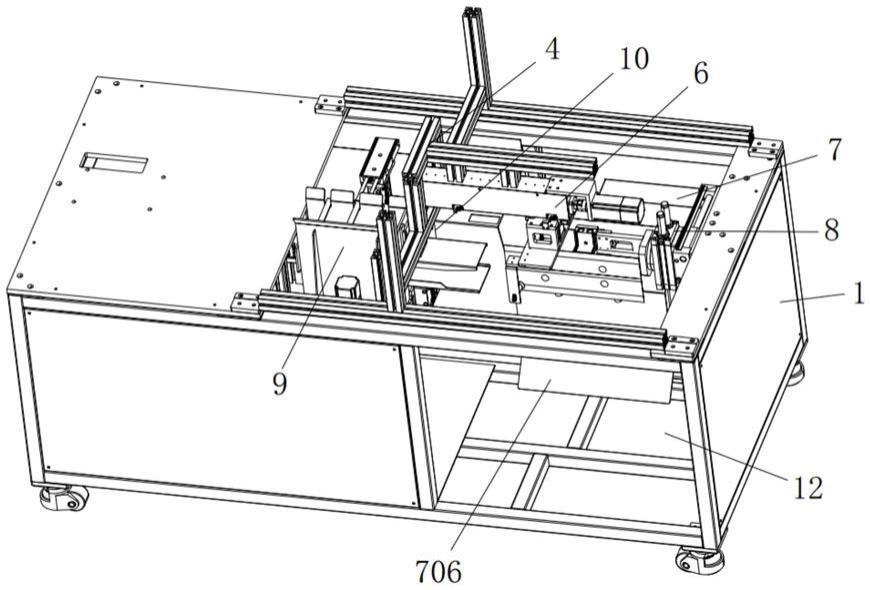
15.图1为本发明的结构示意图;
16.图2为本发明多副手套装袋单元的结构示意图;
17.图3为本发明多副手套装袋单元的另一视角结构示意图;
18.图4为本发明竖直板的结构示意图;
19.图5为本发明袋子张口单元的结构示意图;
20.图6为本发明袋子张口单元的另一视角结构示意图;
21.图7为本发明袋子拿取单元的结构示意图;
22.图8为本发明袋子存放单元的结构示意图。
23.图中:1、机座;4、支撑架;6、袋子张口单元;7、袋子存放单元;8、袋子拿取单元;9、多副手套装袋单元;10、竖直板;11、包装袋;12、下料口;
24.601、送袋线性模组;602、第四电机;603、连接架;604、连接板;605、第五电机;606、竖直条;607、开袋吸盘;608、第二限位传感器;609、感应条;610、滑动块;611、滑轨;612、齿条;613、齿轮;
25.701、支座;702、放置盒;703、活动板;704、线性电机;705、线性滑块;706、下料滑板;
26.801、无杆气缸;802、旋转气缸;803、旋转架;804、拿料气缸;805、拿料板;806、取袋吸盘;
27.901、第一固定板;902、推装气缸;903、连接柱;904、第一升降板;905、竖直气缸;906、水平气缸;907、加压条;908、限位板;909、缺口;910、固定柱;911、第二固定板;912、第
二升降板;913、顶杆;914、丝杆螺母;915、丝杆电机;916、丝杆;917、推装板;
28.1001、通口;1002、对夹气缸;1003、对夹板。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.实施例1
31.请参阅图1
‑
8,本发明提供一种技术方案:
32.一种手套袋装设备的多副手套同时装袋自动化机构,包括机座1以及plc控制器,机座1上固定安装有支撑架4,机座1内安装有包装袋11的袋子存放单元7以及袋子拿取单元8,支撑架4的下部安装有能够将袋子拿取单元8上包装袋11取下并将包装袋11口部张开传送的袋子张口单元6;且支撑架4的下部安装有能够将多副手套同时装在包装袋11中的多副手套装袋单元9,机座1的一侧开设有下料口12;其中,袋子张口单元6、袋子存放单元7、袋子拿取单元8以及多副手套装袋单元9均受控于plc控制器。
33.如图8所示,袋子存放单元7包括固定安装在机座1内的支座701,支座701上安装有两端为开口状的放置盒702,放置盒702的内部滑动安装有活动板703,支座701的一端竖直安装有线性电机704,线性电机704的线性滑块705与活动板703固定连接;放置盒702的一侧固定连接有下料滑板706,下料滑板706设置在下料口12内。上述设计,将包装袋11叠放在放置盒702中,通过袋子拿取单元8拿取;在拿取后,通过线性电机704抬升活动板703使得最上层的包装袋11的高度不变;便于拿取;其中线性电机704受控于plc控制器。
34.如图7所示,袋子拿取单元8包括固定安装在机座1内的无杆气缸801,无杆气缸801的活动块侧面安装有旋转气缸802,旋转气缸802的转动部上固定连接有旋转架803,旋转架803上安装有拿料气缸804,拿料气缸804的活塞杆一端固定连接有拿料板805,拿料板805上安装有取袋吸盘806。上述设计,利用无杆气缸801、旋转气缸802、拿料气缸804和取袋吸盘806的配合,可以实现自动拿取包装袋11的操作;其中无杆气缸801、旋转气缸802、拿料气缸804和取袋吸盘806均受控于plc控制器。
35.如图5和图6所示,袋子张口单元6包括由第四电机602驱动的送袋线性模组601,送袋线性模组601的滑动部上通过连接架603连接有连接板604,连接板604上安装第五电机605,连接板604的底部安装有滑轨611,滑轨611上滑动安装有两组滑动块610,两组滑动块610的底部均通过竖直条606安装有开袋吸盘607,两组滑动块610的上部分别连接有相对设置的齿条612,第五电机605通过齿轮613分别与两组齿条612啮合连接。上述设计,袋子张口单元6利用开袋吸盘607能够吸住包装袋11的两侧,并将包装袋11传送走和开袋操作,十分方便;其中,第四电机602、第五电机605以及开袋吸盘607均受控于plc控制器。
36.如图6所示,送袋线性模组601的侧面安装有第二限位传感器608,连接架603上安装有与第二限位传感器608对应的感应条609。上述设计,第二限位传感器608用于限制连接架603的移动位置,其中,第二限位传感器608的信号输出端与plc控制器的信号输入端连接。
37.如图2和图3所示,多副手套装袋单元9包括固定安装在机座1的板面下部的推装气缸902以及通过连接柱903固定连接在机座1的板面下方的第一固定板901,推装气缸902的一端固定安装有推装板917,第一固定板901上安装有两组相对设置的限位板908,两组限位板908之间设置有第一升降板904,第一固定板901的下部通过固定柱910固定连接有第二固定板911,第一固定板901与第二固定板911之间安装有丝杆916,第一固定板901的上部安装有用于驱动丝杆916的丝杆电机915,丝杆电机915上的丝杆螺母914固定连接有第二升降板912,第二升降板912上固定连接有顶杆913,顶杆913的上端滑动贯穿第一固定板901并与第一升降板904固定连接;第一固定板901的上部安装有竖直气缸905,竖直气缸905的活塞杆一端固定安装有水平气缸906,水平气缸906活塞杆的一端固定连接有加压条907,其中一个限位板908的上部开设有便于加压条907下压的缺口909。上述设计,多副手套叠放在两个限位板908之间,通过第一升降板904上顶和加压条907下压,使得手套叠放紧密,并使叠放的手套与推装板917对齐,便于推装;其中,推装气缸902、丝杆电机915、竖直气缸905以及水平气缸906均受控于plc控制器。
38.如图4所示,多副手套装袋单元9还包括固定安装在支撑架4下部的竖直板10,竖直板10上开设有与推装板917对齐的通口1001,竖直板10的侧面位于通口1001的上下侧分别固定安装有相对设置的对夹气缸1002,对夹气缸1002的活塞杆一端固定连接有对夹板1003。上述设计,袋子张口单元6将包装袋11套在对夹板1003上,然后推装气缸902将多副手套穿过对夹板1003之间,并推送至包装袋11内,完成袋装。
39.具体在工作时,
40.s1、首先将包装袋11叠放在放置盒702内,然后人工将多副手套叠放在多副手套装袋单元9的两组限位板908之间;
41.s2、通过无杆气缸801回缩,将取袋吸盘806移动到放置盒702正上方;然后拿料气缸804伸长下压,打开取袋吸盘806吸住一个包装袋11;然后拿料气缸804缩回;旋转气缸802旋转90
°
,然后无杆气缸801伸长,将包装袋11传送至袋子张口单元6的下方;
42.s3、第四电机602驱动连接架603回缩到包装袋11的上方,然后第五电机605驱动两个开袋吸盘607对夹,从两侧分别吸住包装袋11,取袋吸盘806关闭释放,无杆气缸801缩回;然后控制第五电机605使得两个开袋吸盘607相对张开,实现开袋操作;
43.s4、通过竖直气缸905、水平气缸906和加压条907,压平最上方的手套,并缩回;
44.s5、对夹气缸1002伸长,使得对夹板1003之间间距变小;然后,袋子张口单元6通过送袋线性模组601将包装袋11的口部套在对夹板1003外侧,然后对夹板1003张开,使得包装袋11口部完全张开;
45.s6、通过多副手套装袋单元9中的推装气缸902,将多副手套穿过对夹板1003之间,并推送至包装袋11内;然后对夹板1003对夹,使得包装袋11口部能够收拢;然后袋子张口单元6将装有手套的包装袋11带回到下料口12内的下料滑板706上方,然后开袋吸盘607关闭释放包装袋11,在重力作用下,装好手套的包装袋11顺着下料滑板706从下料口12滑出;上述除了s1步骤人工操作,其他步骤均由机械自动化完成。
46.综上所述:本技术能够实现自动化取袋、开袋以及多副手套包装,过程中无需人力干预,节省人力,工作时仅需要人工将多副手套叠放在多副手套装袋单元9的两个限位板908之间,十分方便,提高了包装的效率。
47.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1