一种家用入户石英光纤自动包装设备的制作方法
1.本发明涉及光纤包装设备技术领域,尤其涉及到一种家用入户石英光纤自动包装设备。
背景技术:
2.石英光纤是一种以高折射率的纯石英玻璃材料为芯,以低折射率的有机或无机材料为包皮的光学纤维,具有低耗、宽带的特点,已广泛应用于有线电视和通信系统;由于石英光纤的不宜折弯的特性,现有的家用入户光纤都是以困扎的方式对石英光纤进行卷盘包装,在运输和搬动过程中极易造成石英光纤线盘混乱,不方便对石英光纤的使用和存储,也没有对石英光纤进行自动包装的设备。
3.因此,现有技术存在缺陷,需要改进。
技术实现要素:
4.为了解决对石英光纤进行自动包装的问题,本发明提供了一种家用入户石英光纤自动包装设备。
5.本发明提供的技术文案,包括上料机架组件,所述上料机架组件的上面设置有石英光纤上料组件,所述石英光纤上料组件的后面设置有包装袋料仓组件,所述包装袋料仓组件和所述石英光纤上料组件的上面设置有上料抓取移栽组件,所述上料机架组件的后面设置有贴标热封机架,所述贴标热封机架的侧面设置有贴标机构,所述贴标热封机架的上面固定有石英光纤装袋机构,所述石英光纤装袋机构的后面设置有装袋热封机构,所述装袋热封机构的后面设置有包装输送组件,所述包装输送组件的侧面设置有码堆机构。
6.为了方便对石英光纤卷材进行自动上料,在上料机架组件的上面设置有石英光纤上料组件;包装袋料仓组件为石英光纤的包装提供自动上包装袋;上料抓取移栽组件自动将石英光纤和包装袋移至贴标热封机架,方便后续的包装操作;贴标热封机架方便固定贴标机构、石英光纤装袋机构和装袋热封机构,贴标机构提供标签打印并进行自动贴标;石英光纤装袋机构将石英光纤自动转入包装袋中;装袋热封机构对已经装入石英光纤的包装袋进行抽真空及封口操作;包装输送组件对已经进行包装的石英光纤进行传输;码堆机构将石英光纤进行码堆运输。
7.优选地,所述上料机架组件包括光纤上料机架,所述光纤上料机架的上面设置有第一托盘推料装置、第二托盘推料装置、第三托盘推料装置、第四托盘推料装置和对射光电装置,所述第一托盘推料装置固定于所述上料机架的前侧,所述第二托盘推料装置固定于所述上料机架的后左侧,所述第三托盘推料装置固定于所述上料机架的后侧,所述第四托盘推料装置定于所述上料机架的后右侧,所述固定于所述上料机架的右后角。
8.光纤上料机架用来固定石英光纤上料组件、包装袋料仓组件和上料抓取移栽组件;第一托盘推料装置、第二托盘推料装置、第三托盘推料装置、第四托盘推料装置相互配合,对石英光纤进行依次上料操作,对射光电装置配合上料抓取移栽组件进行石英光纤抓
取操作。
9.优选地,所述石英光纤上料组件包括上料轨道,所述上料轨道固定于所述上料机架的上面,所述上料轨道的上面设置有多个上料托盘,所述上料轨道的右侧设置有料仓顶料装置,所述料仓顶料装置固定于所述光纤上料机架的底部,所述料仓顶料装置穿过所述上料托盘。
10.上料轨道配合托盘推料装置推动上料托盘进行移动,上料托盘用来放置石英光纤卷材,料仓顶料装置将上料托盘顶起,方便上料抓取移栽组件对石英光纤进行抓取操作。
11.优选地,所述料仓顶料装置包括顶料支架,所述顶料支架的底部右侧固定有步进电机,所述顶料支架的底部固定有带座轴承,所述顶料支架的中间设置有滚珠丝杆组件,所述滚珠丝杆组件穿过所述带座轴承,所述滚珠丝杆的上面连接有顶料导向轴,所述顶料导向轴穿过所述顶料支架,所述顶料导向轴的顶部固定有顶料板。
12.为了方便将上料托盘顶起,在上料机架组件的底部固定有料仓顶料装置,顶料支架用来固定步进电机、带座轴承和顶料导向轴,步进电机带动滚珠丝杆组件转动,带座轴承协助滚珠丝杆组件进行转动,滚珠丝杆组件带动顶料导向轴进行升降,顶料导向轴带动顶料板进行升降,顶料板用来顶起上料托盘。
13.优选地,所述上料抓取移栽组件包括上料移栽立柱,所述上料移栽立柱固定于所述上料机架组件的上面,所述上料移栽立柱的上面固定有无杆气缸底板,所述无杆气缸底板的侧面固定有移栽无杆气缸,所述无杆气缸底板的上面连接有滑动装置,所述滑动装置的上面连接有移栽机械手连接板,所述移栽机械手连接板的一侧设置有包装袋抓取机械手,所述移栽机械手连接板的另一侧设置有石英光纤抓取机械手,所述石英光纤抓取机械手的下面连接有抓取夹爪组件。
14.为了将石英光纤和包装袋移至贴标热封机架上,进行贴标和装袋操作,在所述包装袋料仓组件和所述石英光纤上料组件的上面设置有上料抓取移栽组件,上料移栽立柱用来固定无杆气缸底板,无杆气缸底板用来固定移栽无杆气缸和滑动装置,移栽无杆气缸配合滑动装置带动移栽机械手连接板左右移动,移栽机械手连接板用来固定包装袋抓取机械手和石英光纤抓取机械手,包装袋抓取机械手用来抓取包装袋,石英光纤抓取机械手用来抓取石英光纤,抓取夹爪组件用来抓起和放下石英光纤。
15.优选地,所述贴标机构包括贴标支架,所述贴标支架的上面固定有贴标底板,所述贴标底板的上面固定有贴标滑动组件,所述贴标滑动组件的侧面设置有滑动伺服电机,所述贴标滑动组件的上面连接有贴标机械手,所述贴标机械手的下面设置有标签吸盘模块,所述贴标支架的侧面设置有标签打印装置,所述标签打印装置的内侧设置有吹标签模块。
16.为了实现自动打印标签并进行贴标操作,在所述贴标热封机架的侧面设置有贴标机构,贴标支架用来固定贴标底板,贴标底板用来固定贴标滑动组件和滑动伺服电机,贴标滑动组件配合滑动伺服电机带动贴标机械手左右移动操作,贴标机械手带动贴标机械手进行贴标操作,标签吸盘模块用来吸起标签,标签打印装置用来进行标签打印,吹标签模块方便标签吸盘模块吸起标签。
17.优选地,所述石英光纤装袋机构包括挡料装置,所述挡料装置固定于所述上料机架组件的上面,所述挡料装置的后面设置有石英光纤核对扫描组件,所述石英光纤核对扫描组件的后面设置有石英光纤推入组件,所述石英光纤推入组件的上面固定有证件标签放
入组件,所述证件标签放入组件的侧面设置有开袋组件,所述开袋组件的后面设置有包装袋核对扫描组件,所述包装袋核对扫描组件固定于所述证件标签放入组件的侧面。
18.为了实现石英光纤自动装袋操作,在所述贴标热封机架的上面固定有石英光纤装袋机构,挡料装置实现有序装袋,等待前面装袋操作完成,挡料装置升起,石英光纤核对扫描组件对传送过来准备装袋的石英光纤进行扫描核对确认,石英光纤推入组件将石英光纤推入包装袋中,证件标签放入组件将标签放入袋中,开袋组件将包装袋张开,包装袋核对扫描组件对传送过来的包装袋进行扫描核对确认。
19.优选地,所述装袋热封机构包括传送皮带组件,所述传送皮带组件固定于所述贴标热封机架的上面,所述传送皮带组件的后面设置有热封基座组件,所述热封基座组件的上面设置有热封下压组件,所述热封下压组件的下面设置有加热组件,所述加热组件固定于所述热封基座组件上,所述热封基座组件的侧面设置有真空抽嘴组件,所述热封基座组件的另一侧固定有热封输送皮带组件,所述热封输送皮带组件固定于所述贴标热封机架的上面。
20.装袋热封机构将装入石英光纤的包装袋进行抽真空并热封,传送皮带组件将装入石英光纤的包装袋传送至热封输送皮带组件;热封基座组件用来固定热封下压组件、加热组件和真空抽嘴组件;热封下压组件对包装袋口进行热封压合;加热组件对热封下压组件进行加热;真空抽嘴组件将对待进行抽真空操作;热封输送皮带组件将封口包装的包装袋传送至包装输送组件。
21.相对于现有技术的有益效果是,本发明实现石英光纤包装自动化,结构合理,自动化程度高,节省动作空间、降低功耗、提高了生产效率具有良好的市场应用价值。
附图说明
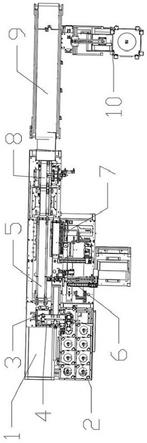
22.图1为本发明的一种家用入户石英光纤自动包装设备整体结构示意图;图2为本发明的上料机架组件结构示意图;图3为本发明的石英光纤上料组件结构示意图;图4为本发明的料仓顶料装置结构示意图;图5为本发明的上料抓取移栽组件结构示意图;图6为本发明的贴标机构结构示意图;图7为本发明的石英光纤装袋机构结构示意图;图8为本发明的装袋热封机构结构示意图;附图标记:1、上料机架组件;11、光纤上料机架;12、第一托盘推料装置;13、第二托盘推料装置;14、第三托盘推料装置;15、第四托盘推料装置;16、对射光电装置;2、石英光纤上料组件;21、上料轨道;22、上料托盘;23、料仓顶料装置;231、顶料支架;232、步进电机;233、带座轴承;234、滚珠丝杆组件;235、顶料导向轴;236、顶料板;3、包装袋料仓组件;4、上料抓取移栽组件;41、上料移栽立柱;42、无杆气缸底板;43、移栽无杆气缸;44、滑动装置;45、移栽机械手连接板;46、包装袋抓取机械手;47、石英光纤抓取机械手;48、抓取夹爪组件;5、贴标热封机架;6、贴标机构;61、贴标支架;62、贴标底板;63、贴标滑动组件;64、滑动伺服电机;65、贴标机械手;66、标签吸盘模块;67、标签打印装置;68、吹标签模块;7、石英光纤装袋机构;71、挡料装置;72、石英光纤核对扫描组件;73、石英光纤推入组
件;74、证件标签放入组件;75、开袋组件;76、包装袋核对扫描组件;8、装袋热封机构;81、传送皮带组件;82、热封基座组件;83、热封下压组;84、加热组件;85、真空抽嘴组件;86、热封输送皮带组件;9、包装输送组件;10、码堆机构。
具体实施方式
23.需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
24.为了便于理解本发明,下面结合附图和具体实施例,对本发明进行更详细的说明。附图中给出了本发明的较佳的实施例。但是,本发明可以以许多不同的形式来实现,并不限于本说明书所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
25.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本说明书所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
26.除非另有定义,本说明书所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是用于限制本发明。
27.下面结合附图对本发明作详细说明。
28.实施例1:如图1所示,为了解决对石英光纤进行自动包装的问题,本发明提供了一种家用入户石英光纤自动包装设备,包括上料机架组件1,所述上料机架组件1的上面设置有石英光纤上料组件2,所述石英光纤上料组件2的后面设置有包装袋料仓组件3,所述包装袋料仓组件3和所述石英光纤上料组件2的上面设置有上料抓取移栽组件4,所述上料机架组件1的后面设置有贴标热封机架5,所述贴标热封机架5的侧面设置有贴标机构6,所述贴标热封机架5的上面固定有石英光纤装袋机构7,所述石英光纤装袋机构7的后面设置有装袋热封机构8,所述装袋热封机构8的后面设置有包装输送组件9,所述包装输送组件9的侧面设置有码堆机构10。
29.石英光纤上料组件2将石英光纤移至上料抓取移栽组件4的下面,上料抓取移栽组件4将石英光纤抓起,移至贴标热封机架5的平移机构上;上料抓取移栽组件4将包装袋吸起,移至贴标热封机架5的包装袋平移机构上;贴标热封机架5对石英光纤打印标签并自动贴标,平移机构将石英光纤和包装袋传送至石英光纤装袋机构7上,石英光纤装袋机构7将石英光纤放入标签并推入包装袋中,通过平移机构将已经装入石英光纤的包装袋移至装袋热封机构8,装袋热封机构8对包装袋进行抽真空并进行热封操作;包装完成后,通过包装输送组件9传送至码堆机构10,码堆机构10将包装好的石英光纤进行堆码存储。
30.为了方便对石英光纤卷材进行自动上料,在上料机架组件1的上面设置有石英光纤上料组件2;包装袋料仓组件3为石英光纤的包装提供自动上包装袋;上料抓取移栽组件4自动将石英光纤和包装袋移至贴标热封机架5,方便后续的包装操作;贴标热封机架5方便固定贴标机构6、石英光纤装袋机构7和装袋热封机构8,贴标机构6提供标签打印并进行自
动贴标;石英光纤装袋机构7将石英光纤自动转入包装袋中;装袋热封机构8对已经装入石英光纤的包装袋进行抽真空及封口操作;包装输送组件9对已经进行包装的石英光纤进行传输;码堆机构10将石英光纤进行码堆运输。
31.实施例2:如图2所示,为了方便固定上料装置,设置有上料机架组件1,所述上料机架组件1包括光纤上料机架11,所述光纤上料机架11的上面设置有第一托盘推料装置12、第二托盘推料装置13、第三托盘推料装置14、第四托盘推料装置15和对射光电装置16,所述第一托盘推料装置12固定于所述上料机架的前侧,所述第二托盘推料装置13固定于所述上料机架的后左侧,所述第三托盘推料装置14固定于所述上料机架的后侧,所述第四托盘推料装置15定于所述上料机架的后右侧,所述固定于所述上料机架的右后角。
32.第一托盘推料装置12将放置有石英光纤的上料托盘22向左推动,再有第二托盘推料装置13将放置有石英光纤的上料托盘22向后拉动,第三托盘推料装置14将放置有石英光纤的上料托盘22向右拉动,等待上料抓取移栽组件4将上料托盘22上的石英光纤依次抓取后,最后由第四托盘推料装置15将空的上料托盘22向前推出,以上动作重复,完成自动上料操作。
33.光纤上料机架11用来固定石英光纤上料组件2、包装袋料仓组件3和上料抓取移栽组件4;第一托盘推料装置12、第二托盘推料装置13、第三托盘推料装置14、第四托盘推料装置15相互配合,对石英光纤进行依次上料操作,对射光电装置16配合上料抓取移栽组件4进行石英光纤抓取操作。
34.实施例3:如图3所示,为了方便对石英光纤进行上料操作,在所述上料机架组件1上设置有石英光纤上料组件2,所述石英光纤上料组件2包括上料轨道21,所述上料轨道21固定于所述上料机架的上面,所述上料轨道21的上面设置有多个上料托盘22,所述上料轨道21的右侧设置有料仓顶料装置23,所述料仓顶料装置23固定于所述光纤上料机架11的底部,所述料仓顶料装置23穿过所述上料托盘22。
35.将放置有石英光纤的上料托盘22,通过上料机架组件1在上料轨道21上移动,再有料仓顶料装置23将石英光纤顶起,等待上料抓取移栽组件4对石英光纤进行抓取操作。
36.在本实施例中,如图4所示,为了方便将上料托盘22顶起,在上料机架组件1的底部固定有料仓顶料装置23,所述料仓顶料装置23包括顶料支架231,所述顶料支架231的底部右侧固定有步进电机232,所述顶料支架231的底部固定有带座轴承233,所述顶料支架231的中间设置有滚珠丝杆组件234,所述滚珠丝杆组件234穿过所述带座轴承233,所述滚珠丝杆的上面连接有顶料导向轴235,所述顶料导向轴235穿过所述顶料支架231,所述顶料导向轴235的顶部固定有顶料板236。
37.有步进电机232的同步轮通过同步带连接滚珠丝杆组件234的同步轮,带动滚珠丝杆组件234进行转动,滚珠丝杆组件234的转动带动顶料导向轴235的升降,顶料导向轴235的升降同时带动顶料板236的升降,顶料板236推起上料托盘22。
38.顶料支架231用来固定步进电机232、带座轴承233和顶料导向轴235,步进电机232带动滚珠丝杆组件234转动,带座轴承233协助滚珠丝杆组件234进行转动,滚珠丝杆组件234带动顶料导向轴235进行升降,顶料导向轴235带动顶料板236进行升降,顶料板236用来顶起上料托盘22。
39.实施例4:如图5所示,为了将石英光纤和包装袋移至贴标热封机架5上,进行贴标
和装袋操作,在所述包装袋料仓组件3和所述石英光纤上料组件2的上面设置有上料抓取移栽组件4,所述上料抓取移栽组件4包括上料移栽立柱41,所述上料移栽立柱41固定于所述上料机架组件1的上面,所述上料移栽立柱41的上面固定有无杆气缸底板42,所述无杆气缸底板42的侧面固定有移栽无杆气缸43,所述无杆气缸底板42的上面连接有滑动装置44,所述滑动装置44的上面连接有移栽机械手连接板45,所述移栽机械手连接板45的一侧设置有包装袋抓取机械手46,所述移栽机械手连接板45的另一侧设置有石英光纤抓取机械手47,所述石英光纤抓取机械手47的下面连接有抓取夹爪组件48。
40.有移栽无杆气缸43带动滑动装置44在无杆气缸底板42前后移动,滑动装置44带动移栽机械手连接板45前后移动,同时有包装袋抓取机械手46向下抓取包装袋,石英光纤抓取机械手47向下移动,抓取夹爪组件48对石英光纤进行夹取,移栽无杆气缸43带动滑动装置44,将包装袋和石英光纤移至贴标热封机架5上的平移机构上。
41.上料移栽立柱41用来固定无杆气缸底板42,无杆气缸底板42用来固定移栽无杆气缸43和滑动装置44,移栽无杆气缸43配合滑动装置44带动移栽机械手连接板45左右移动,移栽机械手连接板45用来固定包装袋抓取机械手46和石英光纤抓取机械手47,包装袋抓取机械手46用来抓取包装袋,石英光纤抓取机械手47用来抓取石英光纤,抓取夹爪组件48用来抓起和放下石英光纤。
42.实施例5:如图6所示,为了实现自动打印标签并进行贴标操作,在所述贴标热封机架5的侧面设置有贴标机构6,所述贴标机构6包括贴标支架61,所述贴标支架61的上面固定有贴标底板62,所述贴标底板62的上面固定有贴标滑动组件63,所述贴标滑动组件63的侧面设置有滑动伺服电机64,所述贴标滑动组件63的上面连接有贴标机械手65,所述贴标机械手65的下面设置有标签吸盘模块66,所述贴标支架61的侧面设置有标签打印装置67,所述标签打印装置67的内侧设置有吹标签模块68。
43.有滑动伺服电机64带动贴标滑动组件63在贴标底板62上左右移动,贴标滑动组件63带动贴标机械手65移动到指定位置后,有贴标机械手65向下移动,再有标签吸盘模块66将标签打印装置67打印的标签,配合吹标签模块68吸起标签并贴入石英光纤上。
44.贴标支架61用来固定贴标底板62,贴标底板62用来固定贴标滑动组件63和滑动伺服电机64,贴标滑动组件63配合滑动伺服电机64带动贴标机械手65左右移动操作,贴标机械手65带动贴标机械手65进行贴标操作,标签吸盘模块66用来吸起标签,标签打印装置67用来进行标签打印,吹标签模块68方便标签吸盘模块66吸起标签。
45.实施例6:如图7所示,为了实现石英光纤自动装袋操作,在所述贴标热封机架5的上面固定有石英光纤装袋机构7,所述石英光纤装袋机构7包括挡料装置71,所述挡料装置71固定于所述上料机架组件1的上面,所述挡料装置71的后面设置有石英光纤核对扫描组件72,所述石英光纤核对扫描组件72的后面设置有石英光纤推入组件73,所述石英光纤推入组件73的上面固定有证件标签放入组件74,所述证件标签放入组件74的侧面设置有开袋组件75,所述开袋组件75的后面设置有包装袋核对扫描组件76,所述包装袋核对扫描组件76固定于所述证件标签放入组件74的侧面。
46.石英光纤核对扫描组件72对石英光纤进行扫描核对,包装袋核对扫描组件76对传送过来的包装袋进行扫描核对,挡料装置71对后续传送的石英光纤进行阻挡,证件标签放入组件74将合格标签放入石英光纤上,再有石英光纤推入组件73将石英光纤向左推入,同
时开袋组件75通过吸盘张开包装袋,石英光纤推入组件73将石英光纤推入包装袋中。
47.挡料装置71实现有序装袋,等待前面装袋操作完成,挡料装置71升起,石英光纤核对扫描组件72对传送过来准备装袋的石英光纤进行扫描核对确认,石英光纤推入组件73将石英光纤推入包装袋中,证件标签放入组件74将标签放入袋中,开袋组件75将包装袋张开,包装袋核对扫描组件76对传送过来的包装袋进行扫描核对确认。
48.实施例7:如图8所示,为了实现自动对装入石英光纤的包装袋进行抽真空并热封操作,在贴标热封机架5上固定有装袋热封机构8,所述装袋热封机构8包括传送皮带组件81,所述传送皮带组件81固定于所述贴标热封机架5的上面,所述传送皮带组件81的后面设置有热封基座组件82,所述热封基座组件82的上面设置有热封下压组83件,所述热封下压组83件的下面设置有加热组件84,所述加热组件84固定于所述热封基座组件82上,所述热封基座组件82的侧面设置有真空抽嘴组件85,所述热封基座组件82的另一侧固定有热封输送皮带组件86,所述热封输送皮带组件86固定于所述贴标热封机架5的上面。
49.装入包装袋的石英光纤通过传送皮带组件81传送至热封输送皮带组件86上,有真空抽嘴组件85对包装袋进行抽真空操作,再有加热组件84对热封下压组83件进行加热,热封下压组83件通过气缸进行下压,对包装袋进行热封操作,热封完成后,再有热封输送皮带组件86将包装好的石英光纤传送至包装输送组件9。
50.装袋热封机构8将装入石英光纤的包装袋进行抽真空并热封,传送皮带组件81将装入石英光纤的包装袋传送至热封输送皮带组件86;热封基座组件82用来固定热封下压组83件、加热组件84和真空抽嘴组件85;热封下压组83件对包装袋口进行热封压合;加热组件84对热封下压组83件进行加热;真空抽嘴组件85将对待进行抽真空操作;热封输送皮带组件86将封口包装的包装袋传送至包装输送组件9。
51.本发明的工作原理:将放置有石英光纤的上料托盘22,通过上料机架组件1在上料轨道21上移动,再有料仓顶料装置23将石英光纤顶起,等待上料抓取移栽组件4对石英光纤进行抓取操作;有移栽无杆气缸43带动滑动装置44在无杆气缸底板42前后移动,滑动装置44带动移栽机械手连接板45前后移动,同时有包装袋抓取机械手46向下抓取包装袋,石英光纤抓取机械手47向下移动,抓取夹爪组件48对石英光纤进行夹取,移栽无杆气缸43带动滑动装置44,将包装袋和石英光纤移至贴标热封机架5上的平移机构上;有滑动伺服电机64带动贴标滑动组件63在贴标底板62上左右移动,贴标滑动组件63带动贴标机械手65移动到指定位置后,有贴标机械手65向下移动,再有标签吸盘模块66将标签打印装置67打印的标签,配合吹标签模块68吸起标签并贴入石英光纤上,通过平移机构将贴标后的石英光纤移至石英光纤装袋机构7;石英光纤核对扫描组件72对石英光纤进行扫描核对,包装袋核对扫描组件76对传送过来的包装袋进行扫描核对,挡料装置71对后续传送的石英光纤进行阻挡,证件标签放入组件74将合格标签放入石英光纤上,再有石英光纤推入组件73将石英光纤向左推入,同时开袋组件75通过吸盘张开包装袋,石英光纤推入组件73将石英光纤推入包装袋中,挡料装置71放开阻挡;装入包装袋的石英光纤通过传送皮带组件81传送至热封输送皮带组件86上,有真空抽嘴组件85对包装袋进行抽真空操作,再有加热组件84对热封下压组83件进行加热,热封下压组83件通过气缸进行下压,对包装袋进行热封操作,热封完成后,再有热封输送皮带组件86将包装好的石英光纤传送至包装输送组件9;再通过包装输送组件9传送至码堆机构10,码堆机构10将包装好的石英光纤进行堆码存储。
52.需要说明的是,上述各技术特征继续相互组合,形成未在上面列举的各种实施例,均视为本发明说明书记载的范围;并且,对本领域普通技术人员来说,可以根据上述说明加以改进或变换,而所有这些改进和变换都应属于本发明所附权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1