一种基于伺服控制器的口罩机恒张力控制系统的制作方法
1.本发明涉及张力测量技术领域,特别涉及一种基于伺服控制器的口罩机恒张力控制系统。
背景技术:
2.口罩机在生产口罩过程中传动布料时,当张力过大,容易引起布料拉伸变形乃至断裂,致使中断生产,影响生产效率;当张力过小,会引起布料褶皱变形,造成进料不整齐,引起布料堆积,影响下游工序。张力大小不稳会使卷材跳动,直接影响口罩成品的质量。为保证口罩的生产质量,提高口罩的良品率,需要增加张力控制系统,使生产口罩用的各层布料保持恒定的张力。
3.现有口罩机张力控制系统一般有半自动与全自动控制两种模式,半自动控制系统一般在口罩机的放卷轴上安装磁粉制动器,通过人为判断传动过程中布料张力的大小进而调节磁粉制动器的线圈电流大小,使输出扭矩产生变化以控制放卷轴的松紧状态;全自动控制系统一般由张力检测机构、张力传感器、控制系统及磁粉制动器等组成,通过张力传感器监测布料的张力大小,反馈给控制系统,进而调节磁粉制动器的线圈电流使布料保持一定的张力。
4.半自动张力控制系统属于开环控制,需要人为干预,控制效果差;全自动张力控制系统虽然属于闭环控制,但是磁粉制动器响应缓慢,调节速度不快;张力控制精度低、实时性差;另外磁粉离合器存在发热和磨损问题,维修困难。
技术实现要素:
5.(一)要解决的技术问题
6.为了解决现有技术的上述问题,本发明提供一种基于伺服控制器的口罩机恒张力控制系统,能够提高调节速度和张力控制精度。
7.(二)技术方案
8.为了达到上述目的,本发明采用的主要技术方案包括:
9.一种基于伺服控制器的口罩机恒张力控制系统,上位机和恒张力控制组件;
10.所述恒张力控制组件包括张力传感器、plc、伺服电机和放卷轴;
11.所述张力传感器、伺服电机和放卷轴分别与所述plc电连接;
12.所述张力传感器获取口罩机在生产过程中传动布料所产生的实际张力值,并通过plc传输至所述上位机;
13.所述上位机根据接收到的实际张力值和设定张力值进行处理后,生成相应的指令,并下发至所述plc;
14.所述plc根据接收到的指令通过所述伺服电机控制所述放卷轴的工作状态。
15.(三)有益效果
16.本发明的有益效果在于:通过设置上位机和恒张力控制组件;恒张力控制组件包
括张力传感器、plc、伺服电机和放卷轴;张力传感器、伺服电机和放卷轴分别与plc电连接;张力传感器获取口罩机在生产过程中传动布料所产生的实际张力值,并通过plc传输至上位机;上位机根据接收到的实际张力值和设定张力值进行处理后,生成相应的指令,并下发至plc;plc根据接收到的指令通过伺服电机控制放卷轴的工作状态,实现了控制伺服电机的扭矩使布料的张力得到实时控制,能快速调节布料张力的大小,解决了传统技术的调节速度慢问题,同时提高了张力控制精度,解决了传统技术的张力控制精度低问题。
附图说明
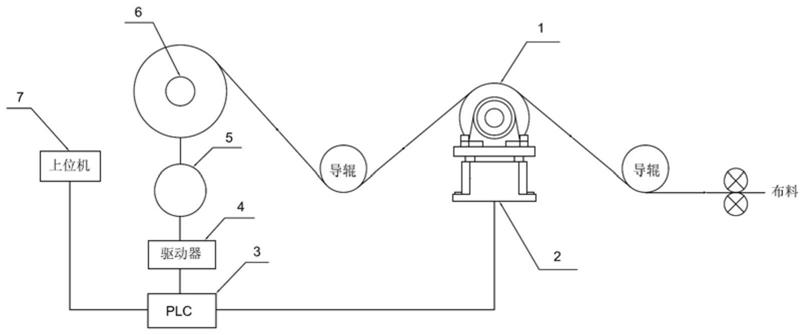
17.图1为本发明实施例的基于伺服控制器的口罩机恒张力控制系统。
18.【附图标记说明】
19.1:张力检测机构;2:张力传感器;3:plc;4:驱动器;5:伺服电机;6:放卷轴;7:上位机;。
具体实施方式
20.为了更好的解释本发明,以便于理解,下面结合附图,通过具体实施方式,对本发明作详细描述。
21.请参照图1,一种基于伺服控制器的口罩机恒张力控制系统,上位机 7和恒张力控制组件;
22.所述恒张力控制组件包括张力传感器2、plc、伺服电机5和放卷轴 6;
23.所述张力传感器2、伺服电机5和放卷轴6分别与所述plc电连接;
24.所述张力传感器2获取口罩机在生产过程中传动布料所产生的实际张力值,并通过plc传输至所述上位机7;
25.所述上位机7根据接收到的实际张力值和设定张力值进行处理后,生成相应的指令,并下发至所述plc;
26.所述plc根据接收到的指令通过所述伺服电机5控制所述放卷轴6 的工作状态。
27.所述恒张力控制组件还包括张力检测机构1;
28.所述张力检测机构1设置于所述张力传感器2的上方;
29.所述张力传感器2获取口罩机在生产过程中传动布料时,布料经过所述张力检测机构1向下所产生的实际张力值,并通过plc传输至所述上位机7。
30.具体地,所述张力检测机构1的两侧还分别设有一导辊;
31.所述恒张力控制组件还包括驱动器4;
32.所述plc根据接收到的指令通过pid运算生成相应的命令,并传输至所述驱动器4;
33.所述驱动器4根据接收到的命令产生相应的脉冲数,并传输至所述伺服电机5;
34.所述伺服电机5根据接收到的脉冲数调节输出扭矩,并通过膜片轴联器控制放卷轴6的转动方向。
35.具体地,若所述实际张力值小于设定张力值,则伺服电机根据接收到的脉冲数反向调节转速及转动的角度,通过膜片联轴器使放卷轴反转,从而增大输出扭矩,若所述实际张力值大于设定张力值,则伺服电机根据接收到的脉冲数正向调节转速及转动的角度,通过膜片联轴器使放卷轴正转,从而减小输出扭矩;
36.所述张力传感器2通过模拟信号传输所述实际张力值至所述plc;
37.所述plc通过数字信号传输所述实际张力值至所述上位机7。
38.所述伺服电机5内置增量式编码器,每个脉冲控制精度为0.003度以内。
39.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本发明的专利保护范围内。
技术特征:
1.一种基于伺服控制器的口罩机恒张力控制系统,其特征在于,上位机和恒张力控制组件;所述恒张力控制组件包括张力传感器、plc、伺服电机和放卷轴;所述张力传感器、伺服电机和放卷轴分别与所述plc电连接;所述张力传感器获取口罩机在生产过程中传动布料所产生的实际张力值,并通过plc传输至所述上位机;所述上位机根据接收到的实际张力值和设定张力值进行处理后,生成相应的指令,并下发至所述plc;所述plc根据接收到的指令通过所述伺服电机控制所述放卷轴的工作状态。2.根据权利要求1所述的基于伺服控制器的口罩机恒张力控制系统,其特征在于,所述恒张力控制组件还包括张力检测机构;所述张力检测机构设置于所述张力传感器的上方;所述张力传感器获取口罩机在生产过程中传动布料时,布料经过所述张力检测机构向下所产生的实际张力值,并通过plc传输至所述上位机。3.根据权利要求1所述的基于伺服控制器的口罩机恒张力控制系统,其特征在于,所述恒张力控制组件还包括驱动器;所述plc根据接收到的指令通过pid运算生成相应的命令,并传输至所述驱动器;所述驱动器根据接收到的命令产生相应的脉冲数,并传输至所述伺服电机;所述伺服电机根据接收到的脉冲数调节输出扭矩,并通过膜片轴联器控制放卷轴的转动方向。4.根据权利要求1所述的基于伺服控制器的口罩机恒张力控制系统,其特征在于,所述张力传感器通过模拟信号传输所述实际张力值至所述plc;所述plc通过数字信号传输所述实际张力值至所述上位机。5.根据权利要求1所述的基于伺服控制器的口罩机恒张力控制系统,其特征在于,所述伺服电机内置增量式编码器,每个脉冲控制精度为0.003度以内。
技术总结
本发明提供的一种基于伺服控制器的口罩机恒张力控制系统,通过设置上位机和恒张力控制组件;恒张力控制组件包括张力传感器、PLC、伺服电机和放卷轴;张力传感器、伺服电机和放卷轴分别与PLC电连接;张力传感器获取口罩机在生产过程中传动布料所产生的实际张力值,并通过PLC传输至上位机;上位机根据接收到的实际张力值和设定张力值进行处理后,生成相应的指令,并下发至PLC;PLC根据接收到的指令通过伺服电机控制放卷轴的工作状态,实现了控制伺服电机的扭矩使布料的张力得到实时控制,能快速调节布料张力的大小,解决了传统技术的调节速度慢问题,同时提高了张力控制精度,解决了传统技术的张力控制精度低问题。传统技术的张力控制精度低问题。
技术研发人员:薛金 马兴 钟金德 蔡开城 郭贵勇 陈鑫 张一
受保护的技术使用者:福建省计量科学研究院(福建省眼镜质量检验站)
技术研发日:2021.10.25
技术公布日:2022/1/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1