勺盖自动贴标检测组装系统的制作方法
1.本发明涉及一种产品自动化生产技术领域,尤其涉及一种勺盖自动贴标检测组装系统。
背景技术:
2.市面上的雪糕和酸奶等产品的盖子中一般会附加有供顾客使用的勺子,在产品的生产中,需要先将印刷好的标签放进注塑机的模腔内,以便于注塑机合模生产勺子和盖子时,将标签与盖子熔为一体;然后需要对完成注塑成型的勺子和盖子进行组装和检测。其中,现有的自动化设备对勺盖进行组装和检测的方法是,先利用机械臂将勺盖从注塑机中取出并将其放置在输送线上,然后通过输送线将勺盖依次运送至检测装置和组装装置处进行检测和组装,设备整体占用的空间大,其中的输送线长且运送缓慢,生产效率低,容易导致物料因暴露时间过长而被污染。
技术实现要素:
3.本发明的目的是提供一种一体化且操作迅速的勺盖自动贴标检测组装系统,生产效率高且有利于避免勺盖被污染。
4.为了实现上述目的,本发明公开了一种勺盖自动贴标检测组装系统,用于对盖子进行模内贴标以及对盖子和勺子进行组装和检测,其包括:载料架、上下料装置、移料装置、第一视觉检测装置、勺盖组装装置、翻转装置和输送线,所述载料架用于存放标签;所述上下料装置用于将所述载料架上的标签放置到模腔内以及将完成模内注塑和贴标的多个盖子和完成模内注塑的多个勺子取出;所述移料装置用于带动所述上下料装置移动以转移盖子和勺子;所述第一视觉检测装置位于所述移料装置的一侧,多个盖子和勺子随所述上下料装置的移动依次与所述第一视觉检测装置的拍摄端对应,所述第一视觉检测装置用于对盖子的内部和盖口以及勺子的背面进行视觉检测;所述勺盖组装装置位于所述移料装置的一侧,所述勺盖组装装置用于将所述上下料装置上完成检测的勺子组装至完成检测的盖子的内部以形成多个带勺盖子,并将带勺盖子转移;所述翻转装置用于接收并翻转所述勺盖组装装置转移的盖口朝上的多个带勺盖子;所述输送线用于接收并输送翻转后盖口朝下的多个带勺盖子。
5.本发明勺盖自动贴标检测组装系统的上下料装置、移料装置、第一视觉检测装置和勺盖组装装置之间形成配合,组合为一个一体化的能够完成模内贴标、组装和检测的系统。生产时,上下料装置将载料架上的标签放置到模腔内以及将完成模内注塑和贴标的多个盖子和完成模内注塑的多个勺子取出,移料装置带动上下料装置移动以转移盖子和勺子,在转移的过程中,第一视觉检测装置完成对勺子的背面和盖子的内部和盖口的视觉检测,然后勺盖组装装置将上下料装置上的勺子组装至盖子的内部以形成带勺盖子。由此可知,上述勺盖自动贴标检测组装系统一体化的结构有利于节省空间,并且完成模内贴标、组装和检测的操作迅速,生产效率高,产品接触空气的时间短,有利于避免产品被污染。
6.可选地,所述移料装置包括横向基座以及滑动连接于所述横向基座的滑动座,所述上下料装置连接于所述滑动座,所述滑动座设置有传感器,所述横向基座设有与所述传感器对应的标定件;于所述上下料装置取出盖子和勺子后,所述滑动座带动所述上下料装置沿所述横向基座滑动,于所述传感器感应到对应的所述标定件时,所述上下料装置上的盖子或勺子移动至与所述第一视觉检测装置的拍摄端对应,所述第一视觉检测装置根据所述传感器的感应信息进行视觉检测。
7.可选地,所述上下料装置包括用于拾取盖子的第一拾取组件和用于拾取勺子的第二拾取组件;所述勺盖组装装置包括移动机构以及活动连接于所述移动机构的第三拾取组件,所述移动机构用于带动所述第三拾取组件靠近或远离所述第一拾取组件和所述第二拾取组件,以使所述第三拾取组件拾取所述第二拾取组件上的勺子并将勺子组装至盖子的内部。
8.可选地,盖子内侧设置有卡合柱,勺子设置有卡合孔,所述第二拾取组件设置有可伸缩的第一定位针,所述第一定位针用于伸入勺子的卡合孔;所述第三拾取组件设置有可伸缩的第二定位针,于所述第三拾取组件拾取所述第二拾取组件上的勺子时,所述第二定位针压缩所述第一定位针以伸入勺子的卡合孔,于所述第三拾取组件将勺子组装至盖子的内部时,盖子的卡合柱压缩所述第二定位针以伸入勺子的卡合孔。
9.可选地,所述移动机构包括导轨气缸、主体臂以及第一安装架,所述第三拾取组件设置在所述第一安装架上,所述第一安装架连接于所述主体臂的下端,所述主体臂的上端滑动连接于所述导轨气缸;所述主体臂在所述导轨气缸的驱动下带动所述第一安装架以及连接于所述第一安装架的所述第三拾取组件靠近或远离所述第一拾取组件和所述第二拾取组件。
10.可选地,所述勺盖组装装置转移的多个带勺盖子呈两排平行设置,所述翻转装置包括第一支架、第二支架和翻转机构,所述第一支架和所述第二支架平行设置且分别沿其延伸方向滑动连接有多个直线排列的移料件,所述移料件用于接收盖口朝上的带勺盖子;所述第一支架和/或所述第二支架设有驱动机构,所述驱动机构用于驱动所述移料件滑动以使所述第一支架上的所有带勺盖子和所述第二支架上的所有带勺盖子在滑动方向上错开;所述翻转机构与所述第一支架和第二支架连接,所述翻转机构用于驱动所述第一支架和所述第二支架翻转以使相互错开的两排带勺盖子翻转并呈直线排列为一排。
11.可选地,所述翻转装置还包括支撑架,所述支撑架包括固定支架、两支撑臂和升降驱动机构,所述第一支架和所述第二支架的一端连接有所述翻转机构,所述翻转机构安装在两所述支撑臂之一者,所述第一支架和所述第二支架的另一端可转动地连接在两所述支撑臂之另一者,两所述支撑臂滑设在所述固定支架,所述升降驱动机构用于驱动两所述支撑臂沿所述固定支架滑动以使所述第一支架和所述第二支架上的各所述移料件靠近所述勺盖组装装置接收带勺盖子并在接收带勺盖子后远离所述勺盖组装装置。
12.可选地,勺盖自动贴标检测组装系统还包括第一作动件和第一收纳容器,所述第一收纳容器设置在所述输送线的一侧,所述第一作动件用于使包括有未通过所述第一视觉检测装置检测的盖子和/或勺子的带勺盖子移动至所述第一收纳容器内。
13.可选地,勺盖自动贴标检测组装系统还包括设置在所述输送线下游的第二视觉检测装置,所述第二视觉检测装置用于对所述输送线上盖口朝下的所述带勺盖子的外部进行
视觉检测。
14.可选地,勺盖自动贴标检测组装系统还包括第二作动件和第二收纳容器,所述第二收纳容器设置在所述输送线的一侧,所述第二作动件用于使未通过所述第二视觉检测装置检测的带勺盖子移动至所述第二收纳容器内。
附图说明
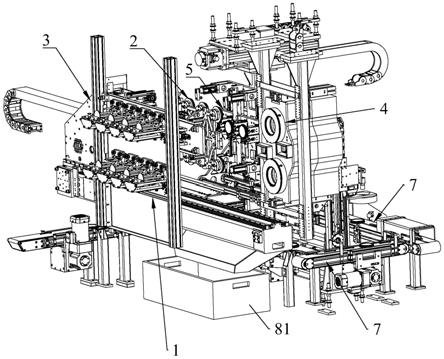
15.图1为本发明实施例勺盖自动贴标检测组装系统的结构示意图。
16.图2为图1另一视角的结构示意图。
17.图3本发明实施例中载料架的结构示意图。
18.图4为图3另一视角的结构示意图。
19.图5为本发明实施例中上下料装置、移料装置和第一视觉检测装置的结构示意图。
20.图6为图5中a的结构示意图。
21.图7为本发明实施例中省略第二移动臂的上下料装置、移料装置和勺盖组装装置的结构示意图。
22.图8为本发明实施例中第一拾取组件、第二拾取组件和第二安装架的结构示意图。
23.图9为本发明实施例中第三拾取组件、安装板、导杆气缸、推动机构和第一安装架的结构示意图。
24.图10为本发明实施例中第三拾取组件的结构示意图。
25.图11为本发明实施例中活动块和第一定位针的分解结构示意图。
26.图12为本发明实施例中翻转装置、第三拾取组件和第一安装架的结构示意图。
27.图13为本发明实施例中第一支架、第二支架、移料件和推动机构的结构示意图。
28.图14为本发明实施例中第一支架、第二支架、移料件、翻转机构和推动机构的结构示意图。
29.图15为本发明实施例中翻转装置、输送线、第一作动件和第一收纳容器的结构示意图。
30.图16为本发明实施例中输送线、第二视觉检测装置和第二作动件的结构示意图。
具体实施方式
31.为详细说明本发明的技术内容、构造特征、所实现目的及效果,以下结合实施方式并配合附图详予说明。
32.请参阅图1至图16,本发明公开了一种勺盖自动贴标检测组装系统,用于对盖子100进行模内贴标以及对盖子100和勺子200进行组装和检测,其包括:载料架1、上下料装置2、移料装置3、第一视觉检测装置4、勺盖组装装置5、翻转装置6和输送线7,载料架1用于存放标签;上下料装置2用于将载料架1上的标签放置到模腔内以及将完成模内注塑和贴标的多个盖子100和完成模内注塑的多个勺子200取出;移料装置3用于带动上下料装置2移动以转移盖子100和勺子200;第一视觉检测装置4位于移料装置3的一侧,多个盖子100和勺子200随上下料装置2的移动依次与第一视觉检测装置4的拍摄端对应,第一视觉检测装置4用于对盖子100的内部和盖口以及勺子200的背面进行视觉检测;勺盖组装装置5位于移料装置3的一侧,勺盖组装装置5用于将上下料装置2上完成检测的勺子200组装至完成检测的盖
子100的内部以形成多个带勺盖子300,并将带勺盖子300转移;翻转装置6用于接收并翻转勺盖组装装置5转移的盖口朝上的多个带勺盖子300;输送线7用于接收并输送翻转后盖口朝下的多个带勺盖子300。
33.本发明勺盖自动贴标检测组装系统的上下料装置2、移料装置3、第一视觉检测装置4和勺盖组装装置5之间形成配合,组合为一个一体化的能够完成模内贴标、组装和检测的系统。生产时,上下料装置2将载料架1上的标签放置到模腔内以及将完成模内注塑和贴标的多个盖子100和完成模内注塑的多个勺子200取出,移料装置3带动上下料装置2移动以转移盖子100和勺子200,在转移的过程中,第一视觉检测装置4完成对勺子200的背面和盖子100的内部和盖口的视觉检测,然后勺盖组装装置5将上下料装置2上的勺子200组装至盖子100的内部以形成带勺盖子300。由此可知,上述一体化的勺盖自动贴标检测组装系统有利于节省空间,并且完成模内贴标、组装和检测的操作迅速,生产效率高,产品接触空气的时间短,有利于避免产品被污染。
34.参阅图1至图7,具体地,载料架1包括机架11、设置在机架11的基板12和与基板12垂直设置的多个第一引导件13和多个第二引导件14,标签存放在第一引导件13所围设的存放空间内,基板12上设置有供标签通过的标签通过口121,第二引导件14滑动设置有推料组件15,推料组件15包括推板151,推料组件15的下部连接有牵引绳152,牵引绳152与重物153连接,重物153在自身重力下拉动牵引绳152以带动推料组件15向标签通过口121靠近,推板151推动标签滑动至标签通过口121以便上下料装置2取标签。上述推料组件15的设置能够将标签推动至标签通过口121,便于上下料装置2进行取标。
35.上下料装置2还包括固定板21、双向驱动机构22以及滑动连接于固定板21的第一移动臂23和第二移动臂24,双向驱动机构22用于驱动第一移动臂23和第二移动臂24相互靠近或远离,靠近勺盖组装装置5的第一移动臂23用于将取出的盖子100和勺子200提供给勺盖组装装置5进行组装以形成带勺盖子300,靠近载料架1的第二移动臂24设置有多个吸标器241,吸标器241用于吸取标签通过口121的标签。上下料装置2通过固定板21与移料装置3连接,移料装置3用于带动第一移动臂23和第二移动臂24移动至注塑机(图未示),以使第一移动臂23取出完成模内注塑和贴标的多个盖子100和完成模内注塑的多个勺子200,第二移动臂24的吸标器241将标签放置到注塑机的模腔内。通过上述上下料装置2与移料装置3的配合,快速地完成取标、贴标和取出产品的多个操作,有利提升整体的生产效率。
36.参阅图1、图2、图5至图8,移料装置3包括横向基座31以及滑动连接于横向基座31的滑动座32,上下料装置2连接于滑动座32,滑动座32设置有传感器321,横向基座31设有与传感器321对应的标定件311;于上下料装置2取出盖子100和勺子200后,滑动座32带动上下料装置2沿横向基座31滑动,于传感器321感应到对应的标定件311时,上下料装置2上的盖子100或勺子200移动至与第一视觉检测装置4的拍摄端对应,第一视觉检测装置4根据传感器321的感应信息进行视觉检测。上述传感器321和标定件311的设置能够使得第一视觉检测装置4在滑动座32移动的过程中准确地对上下料装置2上的盖子100的内部和盖口以及勺子200的背面进行视觉检测。
37.具体地,上下料装置2每次拾取呈矩阵排列的多个盖子100和勺子200,多个盖子100或勺子200排列在同一排,第一视觉检测装置4对应每排盖子100或勺子200的高度设置有多个视觉相机41,多个视觉相机41中的至少部分在竖向上呈错开布置,传感器321对应多
排盖子100和勺子200设置有多个且呈竖向排列;标定件311对应多排盖子100和勺子200设置为多排,每排标定件311分别对应一传感器321;多排标定件311被划分为沿横向分布的多组标定件311,每组标定件311包括每排标定件311中的一个,每组标定件311中的至少部分在竖向上呈错开布置,每组中的各标定件311与对应的各传感器321之间的横向距离等于对应列的勺子200或盖子100与对应的各视觉相机41之间的横向距离。标定件311、传感器321和视觉相机41设置有多个,能够提升第一视觉检测装置4的检测效率。
38.标定件311设置在横向基座31的侧壁;滑动座32的一侧连接有连接块322,连接块322包括与滑动座32连接的连接部3221以及与横向基座31的侧壁相对的安装部3222,传感器321安装在安装部3222朝向横向基座31的侧壁的一侧。
39.横向基座31包括设置在其内部的横向主动轮和横向传动轮(图未示)、绕设在横向主动轮和横向传动轮之间的横向传输带312以及与横向主动轮连接的横向驱动电机313,滑动座32的底部与横向传输带312连接,于横向驱动电机313转动时,滑动座32在横向传输带312的传动下带动上下料装置2横向移动。
40.参阅图1、图2和图7至图11,上下料装置2包括用于拾取盖子100的第一拾取组件25和用于拾取勺子200的第二拾取组件26;勺盖组装装置5包括移动机构51以及活动连接于移动机构51的第三拾取组件52,移动机构51用于带动第三拾取组件52靠近或远离第一拾取组件25和第二拾取组件26,以使第三拾取组件52拾取第二拾取组件26上的勺子200并将勺子200组装至盖子100的内部。上述上下料装置2将勺子200和盖子100同时取出,然后勺盖组装装置5将勺子200组装至盖子100的内部,能够减少生产工序,提升效率。
41.具体地,移动机构51包括导轨气缸511、主体臂512以及第一安装架514,第三拾取组件52设置在第一安装架514上,第一安装架514连接于主体臂512的下端,主体臂512的上端滑动连接于导轨气缸511;主体臂512在导轨气缸511的驱动下带动第一安装架514以及连接于第一安装架514的第三拾取组件52靠近或远离第一拾取组件25和第二拾取组件26。
42.移动机构51还包括转动气缸513,第一安装架514背向第三拾取组件52一面的中间位置凸设有转动部5141,转动部5141转动连接于主体臂512的下端,转动气缸513的输出端与转动部5141连接,于第三拾取组件52将勺子200组装至盖子100的内部后,第三拾取组件52拾取完成组装的带勺盖子300,第一安装架514在转动气缸513的驱动下向下转动,以带动第三拾取组件52以及第三拾取组件52拾取的带勺盖子300转向翻转装置6。
43.具体地,上下料装置2的第一移动臂23上设置有第二安装架231,第二安装架231设置有多个第一拾取组件25和多个第二拾取组件26,第三拾取组件52对应地设置有多个,沿横向间隔排列在同一高度的第一拾取组件25、第二拾取组件26或第三拾取组件52形成为一组,第一拾取组件25、第二拾取组件26以及第三拾取组件52均分别形成有两组;两组第二拾取组件26设置在两组第一拾取组件25之间,两组第三拾取组件52能够相互靠近并拾取第二拾取组件26上的勺子200,拾取勺子200后的两组第三拾取组件52能够相互远离并将勺子200组装至盖子100的内部。上述两组第三拾取组件52同步进行组装勺盖的操作,有效地提升生产带勺盖子300的效率。
44.移动机构51还包括滑动连接于第二安装架231的两安装板515以及输出端分别与两安装板515连接的两导杆气缸516,两组第三拾取组件52分别固定连接于两安装板515,两安装板515在对应的导杆气缸516的驱动下,带动两组第三拾取组件52相互靠近或远离。
45.参阅图7至图11,盖子100内侧设置有卡合柱101,勺子200设置有卡合孔201,第二拾取组件26设置有可伸缩的第一定位针261,第一定位针261用于伸入勺子200的卡合孔201;第三拾取组件52设置有可伸缩的第二定位针521,于第三拾取组件52拾取第二拾取组件26上的勺子200时,第二定位针521压缩第一定位针261以伸入勺子200的卡合孔201,于第三拾取组件52将勺子200组装至盖子100的内部时,盖子100的卡合柱101压缩第二定位针521以伸入勺子200的卡合孔201。上述第一定位针261和第二定位针521的设置使得第三拾取组件52能够准确地将勺子200组装至盖子100内。
46.具体地,第三拾取组件52包括主体部522,主体部522设有活动块523和用于驱动活动块523来回移动的伸缩驱动机构524,活动块523上设有安装孔5231,第二定位针521可伸缩地插设于安装孔5231,活动块523在伸缩驱动机构524的作用下可带动第二定位针521靠近向第二拾取组件26上的勺子200以压缩第一定位针261或者靠近第一拾取组件25上的盖子100以被盖子100上的卡合柱101压缩。
47.具体地,活动块523还设有弹性件5232和助动件5233,其中助动件5233与活动块523固定连接,弹性件5232连接在助动件5233与第二定位针521之间;于伸缩驱动机构524推动活动块523时,助动件5233压缩弹性件5232进而推动第二定位针521;于第二定位针521被盖子100的卡合柱101推动时,弹性件5232被第二定位针521压缩。上述弹性件5232和助动件5233的设置使得第二定位针521能够灵活地与第一定位针261和盖子100的卡合柱101形成配合以实现勺盖准确地组装。
48.具体地,活动块523的侧壁还设有光纤传感器5234以及与安装孔5231连通的贯穿孔5235,光纤传感器5234发射的光信号穿过贯穿孔5235。若第二定位针521被压缩时阻挡并反射了发射的光信号,使得光纤传感器5234接收到反射的光信号,则表示对应的盖子100的卡合柱101与勺子200的卡合孔201卡合连接到位。反之,若光纤传感器5234没有接收到反射的光信号,则表示对应的盖子100的卡合柱101与勺子200的卡合孔201卡合连接不到位,其组装形成的带勺盖子300不符合标准,在后续的工序中会将其剔除,以保证输出的带勺盖子300的品质。
49.第一安装架514还设有推动机构517,推动机构517包括推动驱动器5171和与推动驱动器5171传动连接的推动件5172,推动件5172的推动部51721朝向第一安装架514;于第三拾取组件52将勺子200组装至盖子100的内部时,推动件5172的推动部51721移动至第一拾取组件25的背向盖子100的一侧,在推动驱动器5171的驱动下,推动部51721将第一拾取组件25推向第三拾取组件52以使盖子100上的卡合柱101伸入第三拾取组件52上的勺子200的卡合孔201并推出第二定位针521。
50.参阅图2、图12至图15,勺盖组装装置5转移的多个带勺盖子300呈两排平行设置,翻转装置6包括第一支架61a、第二支架61b和翻转机构62,第一支架61a和第二支架61b平行设置且分别沿其延伸方向滑动连接有多个直线排列的移料件611,移料件611用于接收盖口朝上的带勺盖子300;第一支架61a和/或第二支架61b设有驱动机构63,驱动机构63用于驱动移料件611滑动以使第一支架61a上的所有带勺盖子300和第二支架61b上的所有带勺盖子300在滑动方向上错开;翻转机构62与第一支架61a和第二支架61b连接,翻转机构62用于驱动第一支架61a和第二支架61b翻转以使相互错开的两排带勺盖子300翻转并呈直线排列为一排。上述翻转装置6实现带勺盖子300翻转的同时,还将两排平行设置的带勺盖子300合
并为一排,有效地提升生产效率。
51.翻转装置6还包括支撑架64,支撑架64包括固定支架641、两支撑臂642和升降驱动机构643,第一支架61a和第二支架61b的一端连接有翻转机构62,翻转机构62安装在两支撑臂642之一者,第一支架61a和第二支架61b的另一端可转动地连接在两支撑臂642之另一者,两支撑臂642滑设在固定支架641,升降驱动机构643用于驱动两支撑臂642沿固定支架641滑动以使第一支架61a和第二支架61b上的各移料件611靠近勺盖组装装置5接收带勺盖子300并在接收带勺盖子300后远离勺盖组装装置5。
52.具体地,移料件611设置有吸盘结构以吸取勺盖组装装置5上盖口朝上的带勺盖子300。驱动机构63包括第一驱动机构630a和第二驱动机构630b,第一驱动机构630a和第二驱动机构630b分别设置在第一支架61a和第二支架61b;第一驱动机构630a和第二驱动机构630b分别包括驱动器631、滑杆632和多个推动块633,滑杆632沿滑动方向设置并与驱动器631连接,滑杆632沿滑动方向固定连接有多个推动块633,滑杆632分别滑动连接在第一支架61a上的部分移料件611和第二支架61b上的部分移料件611,滑杆632带动推动块633沿滑动方向滑动,以使推动块633分别推动对应的移料件611滑动。
53.在本实施例中,最外侧的两个移料件611中的一个固定连接在滑杆632,最外侧的两个移料件611之间的各移料件611的两侧对应设有推动块633;于移料件611吸取盖口朝上的带勺盖子300后,内侧的各移料件611与对应的推动块633之间的距离朝第一方向依次减小,第一方向为朝向与滑杆632固定连接的移料件611的方向;于驱动器631朝第一方向驱动滑杆632滑动时,滑杆632率先带动对应的移料件611远离其他移料件611,对应的推动块633再依次接触并推动对应的移料件611以扩大所有移料件611之间的间距。扩大间距后的所有移料件611在第一支架61a和第二支架61b上呈对称排列,并且相邻移料件611的间距相等。
54.驱动机构63还包括有错位驱动机构634,第一驱动机构630a设置在第一支架61a上,第一支架61a上最外侧的两个移料件611中的一个与滑杆632固定连接,另一个远离滑杆632并固定连接于第一支架61a,第二驱动机构630b和错位驱动机构634设置在第二支架61b上。错位驱动机构634包括错位滑块6341、错位驱动气缸6342以及与错位滑块6341固定连接的连接杆6343,错位滑块6341滑动连接于第二支架61b,并与错位驱动气缸6342的输出端连接;第二驱动机构630b中的驱动器631与错位滑块6341固定连接,第二支架61b上最外侧的两个移料件611中远离滑杆632的移料件611通过连接杆6343与错位滑块6341固定连接,错位滑块631在错位驱动气缸634的驱动下,带动连接于第二驱动机构630b上的各移料件611以及第二支架61b上最外侧的两个移料件611中远离滑杆632的移料件611沿滑动方向滑动,以使第二支架61b上的各移料件611在滑动方向上与第一支架61a上的各移料件611错开。翻转机构62带动第一支架61a和第二支架61b绕各自的中心轴转动以带动各移料件611和移料件611上的盖口朝上的带勺盖子300翻转,翻转后的带勺盖子300盖口朝下,并被输送线7接收。
55.参阅图1和图16,勺盖自动贴标检测组装系统还包括第一作动件80和第一收纳容器81,第一收纳容器81设置在输送线7的一侧,第一作动件80用于使包括有未通过第一视觉检测装置4检测的盖子100和/或勺子200的带勺盖子300移动至第一收纳容器81内。上述第一视觉检测装置4能够检测出内部和/或盖口不符合标准的盖子100和背面不符合标准的勺子200,第一作动件80根据第一视觉检测装置4检测的结果将包括有不符合标准的盖子100
和/或勺子200的带勺盖子300转移至第一收纳容器81,确保输送线7输出的带勺盖子300的品质。
56.具体地,第一作动件80的数量为多个,第一作动件80包括吹气管,多个第一作动件80的吹气管沿输送线7间隔排列以与输送线7的多个带勺盖子300分别对应,吹气管的出气口朝向第一收纳容器81以将不符合标准的带勺盖子300吹离输送线7,并顺势掉落至第一收纳容器81中。由于第一作动件80与输送线7的多个带勺盖子300一一对应,第一作动件80一对一自动踢除不合格的带勺盖子300,提高生产效率。
57.具体地,带勺盖子300是否符合标准是根据上述第一视觉检测装置4和光纤传感器5的检测结果来判断的。
58.具体地,第一收纳容器81的上方设置有第一导向部811,第一导向部可接收第一作动件80吹离输送线7的不符合标准的带勺盖子300,并将该带勺盖子300顺势转移至其下方的第一收纳容器81,避免带勺盖子300被第一作动件80吹飞,有利于不符合标准的带勺盖子300确转移至第一收纳容器81中。
59.参阅图2和图16,勺盖自动贴标检测组装系统还包括设置在输送线7下游的第二视觉检测装置9,第二视觉检测装置9用于对输送线7上盖口朝下的带勺盖子300的外部进行视觉检测。具体地,标签被贴设于带勺盖子300的外顶面,利用第二视觉检测装置9对带勺盖子300的外侧面和外顶面进行视觉检测的同时,还完成了对带勺盖子300顶面的贴标情况的检测,有利于筛选出不符合标准的带勺盖子300,提高出货产品的品质。
60.具体地,第二视觉检测装置9包括上方视觉装置91和多个侧方视觉装置92,上方视觉装置91的拍摄端朝向输送线7的输送平面以对带勺盖子300的外顶面进行拍摄,多个侧方视觉装置92分布在输送线7的两侧,用于对带勺盖子300的外侧面进行拍摄。通过上述上方视觉装置91和多个侧方视觉装置92的配合,实现在不同角度对带勺盖子300的外部进行拍摄,有利于对带勺盖子300的外部进行全面分析,保证输出的带勺盖子300的品质。
61.具体地,第二视觉检测装置9还包括安装在输送线7的一侧的安装架,上方视觉装置91安装在安装架上,侧方视觉装置92的数量为四个,四个侧方视觉装置92呈x型排布在输送线7的两侧,上方视觉装置91设置在四个侧方视觉装置92的中央上方,从而能够避免出现部分结构未拍到现象。
62.参阅图2和图16,勺盖自动贴标检测组装系统还包括第二作动件82和第二收纳容器(图未示),第二收纳容器设置在输送线7的一侧,第二作动件82用于使未通过第二视觉检测装置9检测的带勺盖子300移动至第二收纳容器内。上述的第二作动件82根据第二视觉检测装置9的结果自动踢除带勺盖子300,有利于将依次排列在输送线7上的多个带勺盖子300中的外部不符合标准的带勺盖子300快速转移至第二收纳容器,进一步保证输出的带勺盖子300的品质。
63.具体地,第二作动件82包括吹气管,吹气管用于将杯子吹至第二收纳容器内,使得不符合标准的带勺盖子300快速地转移至第二收纳容器,提高效率。
64.具体地,第二收纳容器的上方设置有第二导向部83且与输送线7的一侧连接,第二导向部83可接收第二作动件82吹离输送线7的不符合标准的带勺盖子300,并将该带勺盖子300顺势转移至其下方的第二收纳容器,避免带勺盖子300被第二作动件82吹飞,有利于不符合标准的带勺盖子300准确转移至第二收纳容器中。
65.以上所揭露的仅为本发明的优选实施例而已,当然不能以此来限定本发明之权利范围,因此依本发明申请专利范围所作的等同变化,仍属本发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1