一种应用于刹车片生产的自动备料设备的制作方法
1.本发明涉及刹车片生产技术领域,具体地说是一种应用于刹车片生产的自动备料设备。
背景技术:
2.随着汽车工业的发展,汽车已经越来越广泛伸入人们的生活,汽车保有量逐年上升。作为汽车易损件的刹车片,其需求量随着汽车保有量的增加亦是不断的增加。
3.为了提高刹车片的生产效率,降低用人成本,目前已经有针对刹车片生产的自动化生产设备。但是,传统的与自动化生产设备中的机器人手臂相配合的备料部分,都是通过移栽机构将粉料从秤料单元移动到料盒内,每次备料都需要经过移动-接主料-移动-放主料-移动-接辅料-移动-放辅料,备料时间长,会出现机器人等备料的情况,拖慢生产节拍。
技术实现要素:
4.针对上述问题,本发明提供了一种应用于刹车片生产的自动备料设备,该备料设备摒弃了通过移栽机构加料的方式,而通过料盒直接接料,有效的缩短了备料时间,加快了生产节拍。
5.本发明解决其技术问题所采取的技术方案是:
6.一种应用于刹车片生产的自动备料设备,包括机械手和设置于所述机械手后侧秤料装置和中转架;
7.所述的秤料装置包括主架体,所述的主架体上设置有接料部件和位于所述接料部件上方的主料称量部件和辅料称量部件;
8.所述的接料部件包括第一安装架,所述的第一安装架上滑动设置有第一接料板,所述的第一安装架和第一接料板之间设置有用于驱动第一接料板左右滑动的第一驱动部件,所述第一接料板的上方滑动设置有第二接料板,所述的第一接料板和第二接料板之间设置有用于驱动第二接料板上下移动的第二驱动部件;
9.所述第一安装架的后侧位于所述辅料称量部件的下方设置有第二安装架,所述的第二安装架上滑动设置有摊平板,所述的摊平板和第二安装架之间设置有用于驱动摊平板往复运动的第三驱动部件;
10.所述的摊平板上设置有用于将料盒压紧在摊平板上的第一压紧气缸。
11.进一步地,所述的机械手包括底架,所述的底架上滑动设置有横向滑板,所述的横向滑板和底架之间设置有用于驱动横向滑板左右滑动的第四驱动部件,所述的横向滑板上固定设置有立柱,所述的立柱上设置有一竖直布置的十字滑台,所述的十字滑台上设置有抓取架,所述的抓取架上设置有用于将料盒压紧在抓取架上的第二压紧气缸,所述的抓取架上设置有第三定位销,所述料盒的本体上设置有与第三定位销相配合的第三定位孔。
12.进一步地,所述的抓取架上设置有第四定位销,所述料盒的抽板上设置有与所述的第四定位销相配合的第四定位孔。
13.进一步地,所述的摊平板包括横向部,所述横向部的外端设置有向前延伸的纵向部,所述的横向部和纵向部上均设置有用于压紧料盒的第一压紧气缸。
14.进一步地,所述的第三驱动部件包括设置于所述第二安装架上的摊平电机和第一导向座,所述的第一导向座内滑动设置有第一导向杆,所述第一导向杆的一端通过连杆与所述摊平电机的动力输出轴相连,所述第一导向杆的另一端与所述的摊平板固定连接,所述连杆的一端与所述的第一导向杆相铰接,所述连杆的另一端与所述的摊平电机动力输出轴上的偏心轴相铰接。
15.进一步地,所述的第二接料板上设置有第一定位销,所述料盒的本体上设置有与所述的第一定位销相配合的第一定位孔,所述的摊平板上设置有第二定位销,所述料盒的本体上设置有与所述的第二定位销相配合的第二定位孔。
16.进一步地,所述的中转架包括两个立架,两个所述的立架之间沿上下方向设置有多个横架,所述的横架上设置有托板,所述的托板设置有第五定位销,所述料盒的本体上设置有与第五定位销相配合的第五定位孔。
17.进一步地,所述的托板设置有第六定位销,所述料盒的抽板上设置有与第六定位销相配合的第六定位孔。
18.进一步地,所述的托板上设置有用于支撑料盒的支撑柱,所述支撑柱的上端设置有缓冲胶垫。
19.本发明的有益效果是:
20.1、该备料设备摒弃了传统的通过移栽机构移栽加料的方式,而通过料盒直接接料,备料过程只需要移动-接主料-移动-接辅料,相对于传统的备料过程,备料时间至少缩短一半,有效的缩短了备料时间,不会出现机器人手臂等备料的情况,加快了生产节拍。
21.2、通过将第二接料板设置为可升降的结构,在备料的过程中,当料盒被夹紧固定在摊平板上之后,用于承托料盒的第二接料板便可以退回,以进行下一备料过程,即相邻的两次备料过程存在部分重合,可同时进行,这样便可进一步加快生产节拍。
附图说明
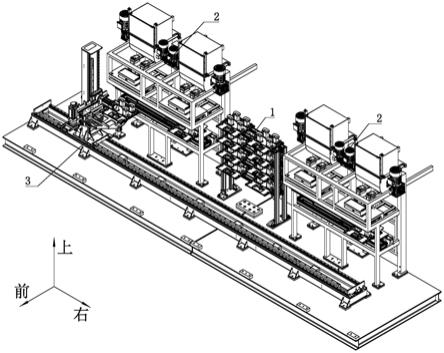
22.图1为本备料设备的立体结构示意图;
23.图2为本备料设备的右视图;
24.图3为称料装置的主视图;
25.图4为图3中a部分的放大结构示意图;
26.图5为称料装置的左视图;
27.图6为图5中b部分的放大结构示意图;
28.图7为接料部件的俯视图;
29.图8为图7中的a-a剖视图;
30.图9为接料部件的爆炸视图;
31.图10为图9中c部分的放大结构示意图;
32.图11为第一接料板的立体结构示意图;
33.图12为为备料过程图一(顶升气缸处于缩回状态);
34.图13为备料过程图二;
35.图14为机械手的主视图;
36.图15为图14中d部分的放大结构示意图;
37.图16为横向滑板与底架之间的连接结构示意图;
38.图17为竖向滑板、纵向滑板和立柱之间的连接结构示意图;
39.图18为图17中e部分的放大结构示意图;
40.图19为纵向滑板的立体结构示意图;
41.图20为抓取架与料盒之间的连接关系示意图;
42.图21为中转架的结构示意图;
43.图22为托板的立体结构示意图;
44.图23为料盒的俯视图。
45.图中:1-中转架,11-立架,12-横架,13-托板,131-第五定位销,132-第六定位销,133-支撑柱,
46.2-秤料装置,21-主架体,22-接料部件,221-第一安装架,2211-第一导轨,222-第一接料板,2221-第一滑块,2222-第一导套,223-第一无杆气缸,224-第二接料板,2241-第一导柱,2242-第一定位销,225-顶升气缸,226-第二安装架,2261-第二导轨,2262-第一导向座,227-摊平板,2271-第二滑块,2272-第二定位销,2281-摊平电机,2282-第一导向杆,2283-连杆,2284-驱动盘,2285-偏心轴,229-第一压紧气缸,2291-第一压紧臂,23-主料称量部件,24-辅料称量部件,
47.3-机械手,31-底架,311-第三导轨,312-第一齿条,32-横向滑板,321-第三滑块,33-第一驱动电机,34-立柱,341-第四导轨,342-第二齿条,35-竖向滑板,351-第四滑块,352-第五导轨,353-硬限位,354-缓冲器,36-第二驱动电机,37-纵向滑板,371-第五滑块,372-第一顶块,373-第二顶块,38-第二无杆气缸,39-抓取架,391-第三定位销,392-第二压紧气缸,3921-第二压紧臂,393-第四定位销,
48.4-料盒,41-本体,411-第一定位孔,412-第二定位孔,413-第三定位孔,42-抽板,421-第四定位孔,422-第六定位孔。
具体实施方式
49.实施例一
50.为了方便描述,现定义坐标系如图1所示,并以左右方向为横向,前后方向为纵向,上下方向为竖向。
51.如图1和图2所示,一种应用于刹车片生产的自动备料设备包括用于盛放空料盒4的中转架1和若干台秤料装置2,且所述的中转架1和秤料装置2沿横向呈一字排布。所述中转架1和秤料装置2的前侧设置有用于将空料盒4放置到秤料装置2内的机械手3。作为一种具体实施方式,本实施例中所述的备料单元包括两台秤料装置2,且两台所述的秤料装置2分别位于所述中转架1的两侧。
52.如图3和图5所示,所述的秤料装置2包括主架体21,所述的主架体21上设置有接料部件22,所述的主架体21上位于所述接料部件22的上方设置有主料称量部件23和辅料称量部件24,且所述的主料称量部件23和辅料称量部件24沿左右方向呈一字排布。所述的主料称量部件23和辅料称量部件24属于现有技术,广泛的应用于面粉行业、水泥行业等,在此不
再对主料称量部件23和辅料称量部件24的具体结构做过多赘述。
53.如图7、图8和图9所示,所述的接料部件22包括一由四根第一边梁依次首尾相接而成的第一安装架221,且所述的第一安装架221与所述的主架体21固定连接。所述的第一安装架221上设置有可相对于所述的第一安装架221左右滑动的第一接料板222,所述的第一安装架221和第一接料板222之间设置有用于驱动所述的第一接料板222左右滑动的第一驱动部件。作为一种具体实施方式,本实施例中所述第一安装架221的上侧面的前、后两侧分别设置有第一导轨2211,所述第一接料板222的下侧面上设置有与所述的第一导轨2211相配合的第一滑块2221。所述的第一驱动部件为设置于所述第一安装架221内部的第一无杆气缸223,所述第一无杆气缸223的缸体的两端分别与所述的第一安装架221固定连接,所述第一无杆气缸223的滑台通过螺钉与所述的第一接料板222固定连接。
54.所述第一接料板222的上方设置有可相对于所述第一接料板222上下滑动的第二接料板224,所述的第一接料板222和第二接料板224之间设置有用于驱动所述的第二接料板224相对于第一接料板222上下移动的第二驱动部件。作为一种具体实施方式,本实施例中所述第二接料板224的四个角上分别固定设置有沿竖直方向向下延伸的第一导柱2241,所述的第一接料板222上设置有与所述的第一导柱2241相配合的第一导套2222。如图11所示,所述的第二驱动部件为设置于所述第一接料板222上的顶升气缸225,所述顶升气缸225的缸体与所述的第一接料板222固定连接,所述顶升气缸225的活塞杆杆端穿过所述的第一接料板222后与所述的第二接料板224固定连接。在这里,所述的第二驱动部件也可以使用电动推杆。
55.如图5和图6所示,所述的主架体21上位于所述第一安装架221的后侧固定设置有第二安装架226,且所述的第二安装架226位于所述辅料称量部件24的下方。所述的第二安装架226上设置有可相对于所述的第二安装架226左右滑动的摊平板227,且所述的摊平板227和第二安装架226之间设置有用于驱动所述的摊平板227往复运动的第三驱动部件。作为一种具体实施方式,本实施例中所述第二安装架226的上侧面上设置有沿左右方向延伸的第二导轨2261,所述摊平板227的下侧面上固定设置有与所述的第二导轨2261相配合的第二滑块2271。所述的第三驱动部件包括固定设置于所述第二安装架226上的摊平电机2281,所述的摊平电机2281位于所述第二安装架226的后侧,且所述摊平电机2281的动力输出轴朝向上方。所述的第二安装架226上位于所述摊平电机2281的左侧设置有一第一导向座2262,所述的第一导向座2262内设置有可相对于所述的第二安装架226左右滑动的第一导向杆2282,且所述的第一导向杆2282与所述的第一导向座2262滑动连接。所述第一导向杆2282的一端通过连杆2283与所述摊平电机2281的动力输出轴相连,所述第一导向杆2282的另一端与所述的摊平板227固定连接。所述连杆2283的一端与所述的第一导向杆2282相铰接,所述连杆2283的另一端与所述的摊平电机2281动力输出轴上的偏心轴2285相铰接。优选的,所述摊平电机2281的动力输出轴上固定设置有驱动盘2284,所述的偏心轴2285固定设置于所述的驱动盘2284上。
56.如图9和图23所示,所述的第二接料板224上设置有第一定位销2242,所述料盒74的本体41上设置有与所述的第一定位销2242相配合的第一定位孔411。优选的,所述的第二接料板224上设置有两个第一定位销2242,相应的,所述料盒4的本体41上设置有两个与所述的第一定位销2242相配合的第一定位孔411,且两个所述的第一定位孔411分别位于所述
料盒4的两侧。所述的摊平板227上设置有第二定位销2272,所述料盒4的本体41上设置有与所述的第二定位销2272相配合的第二定位孔412。
57.如图7所示,当所述的料盒4随着第二接料板224移动至所述辅料称量部件24的下方时,所料盒4和摊平板227在水平面内的投影存在重合部分。
58.如图9所示,所述的摊平板227上设置有用于压紧料盒4的第一压紧气缸229,所述第一压紧气缸229的缸体与所述的摊平板227固定连接,所述第一压紧气缸229的活塞杆的杆端穿过所述的摊平板227延伸至所述摊平板227的上方,且所述的第一压紧气缸229的活塞杆的杆端设置有用于向下压紧料盒4的第一压紧臂2291。优选的,所述的第一压紧气缸229采用旋转压紧气缸。
59.进一步地,为了保证料盒4和摊平板227之间连接固定的可靠性,如图9所述,所述的摊平板227包括沿横向延伸的横向部,所述横向部的外端(以主料称量部件23和辅料称量部件24相对的一侧为内侧)设置有向前延伸的纵向部。且当所述的料盒4随着第二接料板224移动至所述辅料称量部件24的下方时,所料盒4和摊平板227的横向部和纵向部在水平面内的投影均存在重合部分。如图4和图6所示,所述的摊平板227上设置有两个第一压紧气缸229,且两个所述的第一压紧气缸229分别位于所述的横向部和纵向部上。
60.如图14和图16所示,所述的机械手3包括由四根第二边梁依次首尾相接而成的底架31,所述的底架31上设置有一可相对于所述的底架31左右滑动的横向滑板32,且所述的横向滑板32和底架31之间设置有用于驱动所述的横向滑板32左右滑动的第四驱动部件。作为一种具体实施方式,本实施例中所述底架31上侧面的前、后两侧分别设置有沿横向延伸的第三导轨311,所述横向滑板32的下侧面上设置有与所述的第三导轨311相配合的第三滑块321。所述的第四驱动部件包括固定设置于所述横向滑板32上的第一驱动电机33,且所述第一驱动电机33的动力输出轴穿过所述的横向滑板32延伸至所述横向滑板32的下方,所述第一驱动电机33的动力输出轴上位于所述横向滑板32的下方固定设置有第一主动齿轮,所述底架31的内部固定设置有与所述的第一主动齿轮相配合的第一齿条312。
61.所述的横向滑板32上固定设置有一沿竖直方向向上延伸的立柱,所述的立柱上设置有一竖直布置的十字滑台。
62.如图15和图17所示,所述的十字滑台包括滑动设置于所述立柱34上的竖向滑板35,且所述竖向滑板35和立柱34之间设置有用于驱动所述的竖向滑板35上下滑动的第五驱动部件。作为一种具体实施方式,本实施例中所述立柱34右侧面的前、后两侧分别设置有沿竖向延伸的第四导轨341,所述竖向滑板35的左侧面上设置有与所述的第四导轨341相配合的第四滑块351。所述的第五驱动部件包括固定设置于所述竖向滑板35上的第二驱动电机36,且所述第二驱动电机36的动力输出轴穿过所述的竖向滑板35延伸至所述竖向滑板35的左侧,所述第二驱动电机36的动力输出轴上位于所述竖向滑板35的左侧固定设置有第二主动齿轮,所述的立柱34上固定设置有与所述的第二主动齿轮相配合的第二齿条342。
63.所述的竖向滑板35上设置有可相对于所述的竖向滑板35前后滑动的纵向滑板37,且所述竖向滑板35和纵向滑板37之间设置有用于驱动所述纵向滑板37相对于竖向滑板35前后滑动的第六驱动部件。作为一种具体实施方式,本实施例中所述竖向滑板35的右侧面的上、下两侧分别设置有沿纵向延伸的第五导轨352,所述纵向滑板37的左侧面上固定设置有与所述的第五导轨352相配合的第五滑块371。所述的第六驱动部件为设置于所述竖向滑
板35上的第二无杆气缸38,所述第二无杆气缸38的缸体的两端分别与所述的竖向滑板35固定连接,所述第二无杆气缸38的滑台通过螺钉与所述的纵向滑板37固定连接。
64.进一步地,如图18和图19所示,所述竖向滑板35的左侧和右侧分别设置有硬限位353,且两个所述的硬限位353确定了所述纵向滑板37的两个工作位置。所述纵向滑板37的左侧面的左、右两侧分别设置有与所述的硬限位353相配合的第一顶块372。
65.进一步地,所述竖向滑板35的左、右两侧分别设置有缓冲器354,所述纵向滑板37的左侧面的左、右两侧分别设置有与所述的缓冲器354相配合的第二顶块373。优选的,位于同一侧的硬限位353和缓冲器354分别位于所述第二无杆气缸38的上、下两侧。
66.如图15和图20所示,所述纵向滑板37的右侧面上固定设置有用于抓取料盒4的抓取架39。所述的抓取架39包括横板,所述横板的左后端固定设置有一竖板,且所述的竖板通过螺钉与所述的纵向滑板37固定连接。所述的横板和竖板之间设置有加强筋板。所述的横板上设置有第三定位销391,如图23所示,所述料盒4的本体41上设置有与所述的第三定位销391相配合的第三定位孔413。优选的,所述的横板上设置有两个第三定位销391,相应的,所述料盒4的本体41上设置有两个与所述的第三定位销391相配合的第三定位孔413,且两个所述的第三定位孔413分别位于所述料盒4的两侧。
67.所述的横板上设置有第二压紧气缸392,所述第二压紧气缸392的缸体与所述的横板固定连接,所述第二压紧气缸392的活塞杆的杆端穿过所述的横板延伸至所述横板的上方,且所述的第二压紧气缸392的活塞杆的杆端设置有用于向下压紧料盒4的第二压紧臂3921。优选的,所述的第二压紧气缸392采用旋转压紧气缸,且所述的横板上设置有两个第二压紧气缸392。
68.进一步地,所述的横板上设置有第四定位销393,所述料盒4的抽板42上设置有与所述的第四定位销393相配合的第四定位孔421,且当所述的抽板42处于闭合状态时,所述的第四定位销393与所述的第四定位孔421同轴对齐。这样设计的原因在于,当因为意外情况所述料盒4的抽板42处于打开状态,此时抓取架39在抓取料盒4时,所述横板上的第四定位销393无法插入到第四定位孔421内,因此抓取架39无法抓取料盒4,会对操作人员做出警示,以便工作人员及时做出处理。若不设置第四定位销393,当因为意外情况所述料盒4的抽板42处于打开状态,此时抓取架39抓取料盒4的操作仍能够正常进行,无法及时发现问题,这会对后续工作造成影响。
69.如图21所示,所述的中转架1包括两个立架11,两个所述的立架11之间沿上下方向设置有多个横架12,且所述横架12的两端分别与所述的立架11固定连接。作为一种具体实施方式,本实施例中两个所述的立架11之间设置有四层横架12,且四层所述的横架12沿上下方向均匀布置。所述的横架12和立架11之间设置有加强筋板。
70.每个所述的横架12上均设置有两个用于承托料盒4的托板13,如图22所示,所述的托板13设置有第五定位销131,所述料盒4的本体41上设置有与所述的第五定位销131相配合的第五定位孔。优选的,所述的第五定位孔与所述的第一定位孔411位置重合。
71.进一步地,所述的托板13上设置有第六定位销132,所述料盒4的抽板42上设置有与所述的第六定位销132相配合的第六定位孔422,且当所述料盒4的抽板42处于闭合状态时,所述的第六定位孔422和第六定位销132同轴对齐。这样设计的原因在于,当因为意外情况所述料盒4的抽板42处于打开状态,所述的料盒4无法正常放置在中转架1的托板13上,这
样能够方便工作人员的查看,以便及时发现为问题,及时工作人员未及时发现问题,在抓取架39抓取料盒4时,也能够发现问题,避免造成连锁错误。
72.进一步地,所述的托板13上设置有用于支撑所述料盒4的支撑柱133,所述支撑柱133的上端设置有缓冲胶垫。
73.备料过程如下:
74.第一,机械手3移动至中转架1处,并通过抓取架39抓取空的料盒4,然后第一驱动电机33带动机械手3移动,将空料盒4移动至称量装置内,并将空料盒4放置在第二接料板224上,此时所述的第二接料板224位于主料称量部件23的下方。
75.第二,主料称量部件23的出料口打开,主料落入到料盒4内。
76.第三,第一无杆气缸223动作,带动第一接板和第二接料板224向右移动至辅料称量部件24的下方。
77.第四,顶升气缸225的活塞杆缩回,带动第二接料板224向下移动,当所述料盒4的下侧面与摊平板227接触,第二定位销2272插入到所述料盒4的第二定位孔412内时,所述的顶升气缸225停止动作,所述的第一压紧气缸229动作,将料盒4压紧固定在摊平板227上。然后顶升气缸225的活塞杆继续缩回,带动第二接料板224向下移动,直至所述第二接料板224上的第一定位销2242完全脱离料盒4,即如图12所示的状态。
78.第五,摊平电机2281动作,带动摊平板227往复运动,从而对料盒4内的主料进行摊平,然后辅料称量部件24的出料口打开,辅料落入到料盒4内,然后摊平电机2281动作,带动摊平板227往复运动,从而对料盒4内的辅料进行摊平。与此同时,如图13所示,第一无杆气缸223动作,带动第一接料板222和第二接料板224向左移动至主料称量部件23的下方,为下一次备料过程准备。
79.实施例二
80.所述的第一驱动部件包括设置于所述第一安装架上的丝杠,所述丝杠的两端分别通过轴承组件与所述的安装架转动连接,所述的第一接料板上设置有与所述的丝杠相配合的丝母。所述的第一安装架上设置有第三驱动电机,所述第三驱动电机的动力输出轴通过传动机构与所述的丝杠相连。
81.所述的第四驱动部件、第五驱动部件和第六驱动部件均与所述的第一驱动部件结构相同,在此不在赘述。
82.其余结构同实施例一。
83.实施例三
84.所述的第一驱动部件包括设置于所述第一安装架上的两个同步带轮,且两个所述的同步带轮分别位于所述第一安装架的两端,两个所述的同步带轮之间设置有同步带,所述的摊平板上设置有夹紧板,且所述的夹紧板通过夹紧固定的方式与所述的同步带固定连接。所述的第一安装架上设置有第四驱动电机,且第四驱动电机的动力输出轴与其中一个所述的同步带轮固定连接。
85.所述的第四驱动部件、第五驱动部件和第六驱动部件均与所述的第一驱动部件结构相同,在此不在赘述。
86.其余结构同实施例一。
87.实施例四
88.所述的第三驱动部件为设置于第二安装架上的摊平气缸,所述的摊平气缸采用滑台气缸,所述摊平气缸的缸体与所述的第二安装架固定连接,所述摊平气缸的滑台通过螺钉与所述的摊平板固定连接。
89.其余结构同实施例一。
90.实施例五
91.所述的第一压紧气缸设置于所述摊平板的上侧面上,且所述第一压紧气缸的活塞杆的杆端穿过所述的摊平板延伸至所述摊平板的下方。当所述的顶升气缸处于缩回状态时,所述的第二接料板位于所述摊平板的下方。
92.备料时,首先第二接料班承托这已经盛放有主料的料盒移动至所述辅料称量部件的下方,然后顶升气缸的活塞杆伸出,直至所述料盒的上侧面与所述摊平板的下侧面接触。然后第一压紧气缸动作,将料盒从下往上压紧在所述的摊平板上,然后摊平电机启动进行摊平。与此同时,顶升气缸的活塞杆缩回,并在第一无杆气缸的带动下回到主料称量部件的下方。
93.相应的,所述的第二定位销设置于所述摊平板的下侧面上。
94.其余结构同实施一。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1