一种烟盒包装一体机的制作方法
1.本发明涉及自动化包装技术领域,具体涉及一种烟盒包装一体机。
背景技术:
2.现在大多数电子烟采用人工包装,在采用人工进行包装的过程中,必不可免的会有遗漏、包装速度比较慢的情况发生,同时也是人力的一种浪费。
3.鉴于此,克服以上现有技术中的缺陷,提供一种新的烟盒包装一体机成为本领域亟待解决的技术问题。
技术实现要素:
4.本发明的目的在于针对现有技术的上述缺陷,提供一种烟盒包装一体机。
5.本发明的目的可通过以下的技术措施来实现:
6.一种烟盒包装一体机,其特征在于,包括:输送线、用于将所述烟盒放置到所述输送线上的上料机、用于将电源线装入所述烟盒的第一入盒机、用于将烟杆装入所述烟盒的第二入盒机以及用于将说明书装入所述烟盒的第三入盒机,所述上料机、所述第一入盒机、所述第二入盒机以及所述第三入盒机通过所述输送线连接;
7.所述上料机包括第一机架、设于所述第一机架内的第一上料装置、第一机械手以及第一检测装置,所述第一上料装置用于放置所述烟盒并将所述烟盒输送至所述第一检测装置的下方,所述第一检测装置检测所述烟盒是否合格,若是,则通过所述第一机械手将所述烟盒放置到所述输送线上,通过所述输送线将所述烟盒输送到所述第一入盒机;
8.所述第一入盒机包括第二机架、设于所述第二机架内的第二上料装置、第二机械手以及第二检测装置,所述第二上料装置用于放置所述电源线,通过所述第二机械手将所述电源线放置于所述烟盒内,所述第二检测装置检测放置所述电源线后的所述烟盒是否合格,若是,则通过所述输送线将所述烟盒输送到所述第二入盒机;
9.所述第二入盒机包括第三机架、设有所述第三机架内的第三上料装置、第三机械手以及第三检测装置,所述第三上料装置用于放置所述烟杆,通过所述第三机械手将所述烟杆放置于所述烟盒内,所述第三检测装置检测放置所述烟杆后的所述烟盒是否合格,若是,则通过所述输送线将所述烟盒输送到所述第三入盒机;
10.所述第三入盒机包括第四机架、设于所述第四机架内的第四上料装置、第四机械手以及第四检测装置,所述第四上料装置用于放置所述说明书,通过所述第四机械手将所述说明书放置于所述烟盒内,所述第四检测装置检测放置所述说明书后的所述烟盒是否合格,若是,通过所述输送线将所述烟盒输送到人工位置。
11.优选地,所述第一上料装置包括用于放置所述烟盒的储料框、与所述储料框连接并位于所述储料框下方的直线滑轨以及与所述直线滑轨并排设置并用于推动所述储料框沿着所述直线滑轨运动的第一无杆气缸。
12.优选地,所述第二上料装置包括用于放置所述电源线的第一料盘、用于放置所述
第一料盘的第一定位盘、与所述第一定位盘连接的第一升降滑轨以及用于带动所述第一定位盘沿所述第一升降滑轨进行上下运动第一升降模组。
13.优选地,所述第三上料装置包括用于放置所述烟杆的第二料盘、用于放置所述第二料盘的第二定位盘以及与所述第二定位盘连接并用于带动所述第二定位盘进行升降的第二升降模组。
14.优选地,所述第四上料装置包括用于放置所述说明书的固定组件、用于放置所述固定组件的活动组件以及与所述固定组件连接并用于带动所述说明书进行升降的第三升降模组。
15.优选地,所述输送线包括设于所述第一机架内的第一输送部、设于所述第二机架内并与所述第一输送部相连的第二输送部、设于所述第三机架内并与所述第二输送部相连的第三输送部以及设于所述第四机架内并与所述第三输送部相连的第四输送部。
16.优选地,所述第一输送部包括第一传送带、设于所述第一传送带上并用于打开所述烟盒的第一开盒组件、设于所述第一传送带上并用于剔除所述第一检测装置检测不合格的烟盒的第一剔除组件以及设于所述第一传送带上并用于控制检测合格的所述烟盒输送的第一挡料组件。
17.优选地,所述第二输送部包括第二传送带、设于所述第二传送带上并对放置于所述烟盒内的内卡进行整理的整形组件、设于所述第二传送带上并使所述烟盒打开的第二开盒组件、设于所述第二传送带上并用于剔除所述第二检测装置检测不合格的烟盒的第二剔除组件以及设于所述第二传送带上并用于控制检测合格的所述烟盒输送的第二挡料组件。
18.优选地,所述第三输送部包括第三传送带、设于所述第三传送带下方并用于对所述烟盒进行定位的第一定位组件、设于所述第三传送带上并与所述第三机械手连接的第三剔除组件以及设于所述第三传送带上并使所述烟盒打开的第三开盒组件,所述第三剔除组件用于剔除所述第三检测装置检测不合格的烟盒。
19.优选地,所述第四输送部包括第四传送带、设于所述第四传送带下方并用于对所述烟盒进行定位的第二定位组件、设于所述第四传送带上并使所述烟盒打开的第四开盒组件、与所述第四开盒组件连接并位于所述烟盒上方的导向组件以及设于所述第四传送带上并与所述第四机械手连接的第四剔除组件,所述第四剔除组件用于剔除所述第四检测装置检测不合格的烟盒。
20.有益效果:本发明的烟盒包装一体机采用输送线、上料机、第一入盒机、第二入盒机以及第三入盒机组成,上料机、第一入盒机、第二入盒机、第三入盒机之间通过输送线进行连接,通过上料机将烟盒放置于输送线上,通过输送线将烟盒传送至第一入盒机,第一入盒机将电源线放置于烟盒内,通过输送线将烟盒传送至第二入盒机,第二入盒机将烟杆放置于烟盒内,输送线将烟盒传送至第三如何机,第三入盒机将说明书放置于烟盒内,最后通过输送线传送至人工位置。通过上述方式,提高了烟盒包装的效率和质量,减少了人力的浪费,解决现有的烟盒采用人工包装的方式,导致的包装容易出错且包装效率低的问题。
附图说明
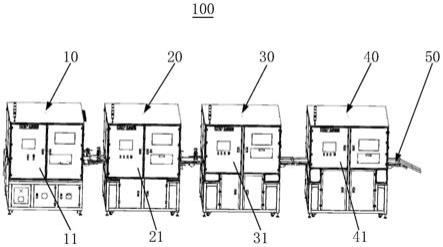
21.图1是本发明实施例的烟盒包装一体机整体的结构示意图;
22.图2是本发明实施例的上料机内部的结构示意图;
23.图3是本发明实施例的第一上料装置的结构示意图;
24.图4是本发明实施例的第一机械手的结构示意图;
25.图5是本发明实施例的第一检测装置的结构示意图;
26.图6是本发明实施例的第一输送部的结构示意图;
27.图7是本发明实施例的第一入盒机内部的结构示意图;
28.图8是本发明实施例的第二上料装置的结构示意图;
29.图9是本发明实施例的第二机械手的结构示意图;
30.图10是本发明实施例的第一搬运空盘组件的结构示意图;
31.图11是本发明实施例的吸取内卡装置的结构示意图;
32.图12是本发明实施例的第二输送部的结构示意图;
33.图13是本发明实施例的第二入盒机内部的结构示意图;
34.图14是本发明实施例的第三上料装置的结构示意图;
35.图15是本发明实施例的第三机械手的结构示意图;
36.图16是本发明实施例的烟杆二次定位装置的结构示意图;
37.图17是本发明实施例的第一搬运烟盒装置的结构示意图;
38.图18是本发明实施例的第三输送部的结构示意图;
39.图19是本发明实施例的第三入盒机内部的结构示意图;
40.图20是本发明实施例的第四上料装置的结构示意图;
41.图21是本发明实施例的第四机械手的结构示意图;
42.图22是本发明实施例的说明书二次定位装置的结构示意图;
43.图23是本发明实施例的第四输送部的结构示意图。
44.附图中各标号的含义为:
45.100-烟盒包装一体机;10-上料机;20-第一入盒机;30-第二入盒机;40-第三入盒机;50-输送线;11-第一机架;12-第一上料装置;13-第一机械手,14-第一检测装置;15-第一输送部;21-第二机架;22-第二上料装置;23第二机械手;24-第二检测装置;25-第二输送部;26-第一搬运空盘组件;27-吸取内卡机械手;31-第三机架;32-第三上料装置;33-烟杆二次定位装置;34-第三机械手;35-第一搬运烟盒装置;36-第三检测装置;37-第三输送部;41-第四机架;42-第四上料装置;43-第四机械手;44-第四检测装置;45-第四输送部;46-说明书二次定位装置;47-第二搬运烟盒装置;121-储料框;122-烟盒;123-直线滑轨;124-第一无杆气缸;131-第一立柱;132-第一x轴;133-第一y轴;134-第一z轴;135-第一r轴;136-第一真空吸盘;141-移动模组;142-固定立柱;143-相机;144-光源;151-第一传送带;152-第一开盒组件;153-第一剔除组件;154-第一挡料组件;221-第一料盘;222-第一升降模组;223第一升降滑轨;224-第一定位盘;231-夹爪;232-第二立柱;233-第二z轴;234-第二y轴;235-第二x轴;251-第二传送带;252-整形组件;253-第二挡料组件;254-第二开盒组件;261-第一搬运无杆气缸;262-第一搬运真空吸盘;271-吸取内卡x轴;272-吸取内卡y轴;273-保持卡位;274-吸取内卡真空吸盘;275-双动气缸;321-第二料盘;322-第二定位盘;323-第二升降模组;324-第二搬运空盘组件;331-第一定位冶具;332-烟杆;333-第一定位气缸;341-第三立柱;342-第三x轴;343-第三y轴;344-第三z轴;345-边距组件;346-第二真空吸盘;347-第三剔除组件;351-第二无杆气缸;352-吸取气缸;353-第二搬运真空吸盘;
371-第一定位组件;372-第三开盒组件;373-第三传送带;3731-第一分带;3732-第二分带;421-第三升降模组;422-固定组件;423-活动组件;424-说明书;431-第四立柱;432-第四x轴;433-第四z轴;434-第二r轴;435-第三真空吸盘;436-第四y轴;437-第四剔除组件;451-第四传送带;4511-第三分带;4512-第四分带;452-第二定位组件;453-第四开盒组件;461-第二定位冶具;462-第二定位气缸。
具体实施方式
46.为了使本发明的目的、技术方案及优点更加清楚明白,下面结合附图和具体实施例对本发明作进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
47.在下文中,将参考附图来更好地理解本发明的许多方面。附图中的部件未必按照比例绘制。替代地,重点在于清楚地说明本发明的部件。此外,在附图中的若干视图中,相同的附图标记指示相对应零件。
48.如本文所用的词语“示例性”或“说明性”表示用作示例、例子或说明。在本文中描述为“示例性”或“说明性”的任何实施方式未必理解为相对于其它实施方式是优选的或有利的。下文所描述的所有实施方式是示例性实施方式,提供这些示例性实施方式是为了使得本领域技术人员做出和使用本公开的实施例并且预期并不限制本公开的范围,本公开的范围由权利要求限定。在其它实施方式中,详细地描述了熟知的特征和方法以便不混淆本发明。出于本文描述的目的,术语“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”和其衍生词将与如图1定向的发明有关。而且,并无意图受到前文的技术领域、背景技术、发明内容或下文的详细描述中给出的任何明示或暗示的理论限制。还应了解在附图中示出和在下文的说明书中描述的具体装置和过程是在所附权利要求中限定的发明构思的简单示例性实施例。因此,与本文所公开的实施例相关的具体尺寸和其他物理特征不应被理解为限制性的,除非权利要求书另作明确地陈述。
49.本发明提供了一种烟盒包装一体机,请参见图1,烟盒包装一体机100包括:输送线50、上料机10、第一入盒机20、第二入盒机30以及第三入盒机40,上料机10、第一入盒机20、第二入盒机30以及第三入盒机40之间通过输送线50进行连接。进一步地,请参见图1和图3,上料机10将烟盒122放置到输送线50上,通过输送线50将烟盒122传送至第一入盒机20,第一入盒机20将电源线(图中未示出)装入烟盒122内,请参见图1和图16,通过输送线50将装有电源线的烟盒122传送至第二入盒机30,第二入盒机30将烟杆332装入烟盒122内,请参见图1和图20,通过输送线50传送至第三入盒机40,第三入盒机40将说明书424装入烟盒122内,通过输送线50传送至人工位置进行人工操作。
50.进一步地,请参见图1和图2,上料机10包括第一机架11、设于第一机架11内的第一上料装置12、第一机械手13、第一检测装置14以及第一输送部15。第一上料装置12用于放置烟盒122,并将烟盒122输送至第一检测装置14下方,第一检测装置14检测烟盒122是否合格,若是,则第一机械手13将烟盒122放置于输送线50上,通过输送线50将烟盒122输送至第一入盒机20。
51.进一步地,请参见图3,第一上料装置12包括用于放置烟盒122的储料框121、与储料框121连接并位于储料框121下方的直线滑轨123以及与直线滑轨123并排设置并用于推
动储料框121沿着直线滑轨123运动的第一无杆气缸124,在一个可实现的实施例中,设置了两个第一上料装置14,轮流进行上料,提高了烟盒122上料的效率。
52.进一步地,请参见图3和图4,第一机械手13包括第一立柱131、设于第一立柱131上的第一x轴132、与第一x轴132垂直连接的第一y轴133、与第一y轴133垂直连接的第一z轴134、与第一z轴134的垂直并位于第一z轴134端部的第一r轴135以及与所述第一r轴135连接并位于所述第一r轴135下方的第一真空吸盘136。通过第一x轴132、第一y轴133、第一z轴134以及第一r轴135的配合运动,带动第一真空吸盘136吸取烟盒122,将烟盒122移动到第一输送部15上,通过第一输送部15将烟盒122输送至第一入盒机20。
53.进一步地,请参见图3和图5,第一检测装置14包括固定立柱142、设于固定立柱142上的移动模组141,与移动模组141连接的相机143以及与移动模组141连接的光源144。移动模组141带动相机143以及光源144对烟盒122进行拍照,以此检查烟盒122是否合格,若是,则通过输送线50将烟盒122输送到第一入盒机20。在本实施例中,第一检测装置14检测烟盒122是否成功放置于第一输送部15上,并检测烟盒122是否正面朝上;若烟盒122成功放置于第一输送部15上且烟盒122的正面朝上,则检测合格;若烟盒122未放置于第一输送部15上、或者烟盒122并非正面朝上放置于第一输送部15上的,则检测不合格。
54.进一步地,请参见图3和图6,第一输送部15包括用于输送烟盒122的第一传送带151、设于第一传送带151上并用于打开烟盒122的第一开盒组件152、设于第一传送带151上并用于剔除第一检测装置14检测不合格的烟盒122的第一剔除组件153以及设于第一传送带151上并用于控制检测合格的烟盒122输送的第一挡料装置154。
55.进一步地,请参见1、图3和图7,第一入盒机20包括第二机架21、设于第二机架21内的第二上料装置22、第二机械手23、第二检测装置24以及与第一输送部15相连的第二输送部25,第二上料装置22用于放置电源线,通过第二机械手23将电源线从第二上料装置22传送出来,并放置于烟盒122内,第二检测装置24检测放置电源线后的烟盒122是否合格,若是,则通过输送线50将烟盒122输送至第二入盒机30。在本实施例中,第二检测装置24检测电源线是否成功放置于烟盒122内、烟盒122是否正面朝上以及烟盒122内的部件是否缺失;若电源线成功放置于烟盒122内、烟盒122正面朝上且烟盒122内的部件未缺失,则检测合格;若电源线没有成功放置于烟盒122内,或者烟盒122非正面朝上放置,或者烟盒122内的部件有缺失,则检测不合格。
56.进一步地,请参见图3和图8,第二上料装置22包括用于放置电源线的第一料盘221、用于放置第一料盘221的第一定位盘224、与第一定位盘224连接的第一升降滑轨223以及用于带动第一定位盘224沿第一升降滑轨223进行上下运动的第一升降模组222。在本实施例中,第二上料装置22的第一料盘221的数量可以根据实际情况进行调整,此方式可以提高电源线的装盒效率,加快烟盒122包装的速度。
57.进一步地,请参见图3和图9,第二机械手23包括第二立柱232,设于第二立柱232上的第二x轴235、与第二x轴235垂直连接的第二y轴234、与第二y轴234垂直且连接的第二z轴233以及与第二z轴233垂直并位于第二z轴233端部的夹爪231,通过第二x轴235、第二y轴234、第二z轴233相互配合移动,带动夹爪231运行抓取电源线,将电源线放置于烟盒122内。
58.进一步地,请参见图7,第一入盒机20还包括第一搬运空盘组件26以及吸取内卡机械手27。其中,请参见图3、图8和图10,第一搬运空盘组件26包括第一搬运无杆气杆261以及
与第一搬运无杆气杆261连接的第一搬运真空吸盘262,第一搬运真空吸盘262用于吸取空的第一料盘221,第一搬运真空吸盘262与第一搬运无杆气杆261配合将空的第一料盘221搬运到指定位置。在本实施例中,设置了两个第二上料装置22,其中一个用于放置装有电源线的第一料盘221,另一个用于放置第一搬运空盘组件26搬运的空的第一料盘221,即当第二机械手23将电源线从第一料盘221取出后,第一搬运空盘组件26就会将空盘搬运到放置空盘的第二上料装置22上,此方式的设置提高了电源线装入烟盒122的效率,提高了烟盒122包装的效率。
59.进一步地,请参见图3、图7和图11,吸取内卡机械手27包括吸取内卡x轴271、吸取内卡y轴272、吸取内卡真空吸盘274、保持卡位273以及双动气缸275,吸取内卡x轴271与吸取内卡y轴272相互配合,带动吸取内卡真空吸盘274吸取将内卡(图中未示出)从烟盒122中吸取出来,吸取完成后,双动气缸275将内卡固定在保持卡位273,待第二机械手23将电源线成功放置于烟盒122内时,吸取内卡机械手27将内卡重新放回烟盒122内。
60.进一步地,请参见图3和图12,第二输送部25包括第二传送带251、设于第二传送带251上并对放置于烟盒122内的内卡(图中未示出)进行整理的整形组件252、设于所述第二传送带251上并使烟盒122打开的第二开盒组件254、设于第二传送带251上用于剔除第二检测装置24检测不合格的烟盒122的第二剔除组件255以及设于所述第二传送带251上并用于控制检测合格的烟盒122输送的第二挡料组件253。
61.进一步地,请参见图1、图3、图13和图16,第二入盒机30包括第三机架31、设于第三机架31内的第三上料装置32、第三机械手34、第三检测装置36以及与第二输送部25相连的第三输送部37,第三上料装置32用于放置烟杆332,通过第三机械手34将烟杆332从第三上料装置32中取出,并放置于烟盒122内,第三检测装置36检测放置烟杆332后的烟盒122是否合格,若是,则通过输送线50将烟盒122输送到第三入盒机40。本实施例中,第三检测装置36检测烟杆332成功放置于烟盒122内,并检测烟杆332是否正面放置,以及烟盒122内的部件是否缺失;若烟杆332成功放置于烟盒122内、烟杆332正面放置,且烟盒122内的部件未缺失,则检测合格;若烟杆332没有成功放置于烟盒122内、或者烟杆332非正面放置于烟盒122内、或者烟盒122内的部件有缺失,则检测不合格。
62.进一步地,请参见图14,第三上料装置32包括用于放置烟杆332的第二料盘321、用于放置第二料盘321的第二定位盘322以及用于带动第二定位盘322进行上下运动的第二升降模组323以及用于搬运已经空的第二料盘322的第二搬运空盘组件324。在本实施例中,第三上料装置32上设有两个第二定位盘322,其中一个第二定位盘322放置装有烟杆332的第二料盘321,另一个用于放置第二搬运空盘组件324搬运过来的空的第二料盘321。
63.进一步地,请参见图3、图15和图16,第三机械手34包括第三立柱341、设于第三立柱341上端第三x轴342、与第三x轴342垂直连接的第三y轴343、与第三y轴343垂直连接的第三z轴344、与第三z轴344相连并位于第三z轴344下方的边距组件345以及位于边距组件345下方并与边距组件345相连的第二真空吸盘346。在本实施例中,通过第三x轴342、第三y轴343、第三z轴344的相互配合,带动第二真空吸盘346吸取烟杆332,通过边距组件345将烟杆332之间的距离调节为烟盒122之间的间距,将烟杆332放置于烟盒122内,使烟杆332放置于烟盒122内的速度得到提高。
64.进一步地,请参见图13和图16,第二入盒机30还包括烟杆二次定位装置33以及第
一搬运烟盒装置35。其中,烟杆二次定位装置33包括第一定位冶具331、烟杆332以及第一定位气缸333,由于第三上料装置32与第三输送部37之间具有一定距离,第三机械手34不能准确的将烟杆332放置于烟盒122内,因此,第三机械手34先将烟杆332从第二料盘321运送至烟杆二次定位装置33内,之后,再通过第三机械手34将烟杆332运送至第三输送部37。
65.进一步地,请参见图3和图17,第一搬运烟盒装置35包括第一无杆气缸351、与第一无杆气缸351相连的吸取气缸352以及位于第一无杆气缸351下方并与第一无杆气缸351相连的第二搬运真空吸盘353,第二搬运真空吸盘353吸取从第二输送部25传送到第一分带3731的烟盒122,第二搬运真空吸盘353与无杆气缸351配合运动使烟盒122进行移动。
66.进一步地,请参见图3、图16和图18,第三输送部37包括第三传送带373、位于第三传送带373下方并用于对第二输送部25输送来的烟盒122进行定位的第一定位组件371、设于第三传送带373上用于打开烟盒122的第三开盒组件372以及设于第三传送带371上的第三剔除装置347,第三剔除装置347用于剔除第三检测装置36检测不合格的烟盒122。在本实施例中,第三传送带3731分为两部分为第一分带3731以及第二分带3732,当第二输送部25将烟盒122传送至第一分带3731时,通过第一搬运烟盒装置35将烟盒122搬运值第二分带3732上,第三开盒组件372先对烟盒122进行打开操作,通过第一定位组件351对烟盒122进行定位以及调整间距,第三机械手34将从烟杆二次定位装置33上吸取的烟杆332放置于烟盒122内,第三检测装置36进行检测,若第二入盒机30中的烟盒122的检测结果为不合格,则会通过第三剔除装置347剔除出来,检测合格的烟盒122,通过第三输送部37传送至第三入盒机40。
67.进一步地,请参见图1、图3和图19,第三入盒机40包括第四机架41,第四上料装置42、第四机械手43、第四检测装置44以及第四输送部45。第四上料装置42用于放置说明书424,通过第四机械手43将说明书424从第四上料装置取出,并放置于烟盒122内,第四检测装置44检测放置说明书424后的烟盒122是否合格,若是,则通过输送线50将烟盒122传送至人工位置进行最后的人工操作。在本实施例中,第四检测装置44检测说明书424成功放置于烟盒122内,并检查说明书424是否正面放置,以及烟盒122内的部件是否缺失;若说明书424成功放置于烟盒122内、说明书424正面放置,且烟盒122内的部件未缺失,则检测合格;若说明书424没有成功放置于烟盒122内、或者说明书424非正面放置于烟盒122内、或者烟盒122内的部件有缺失,则检测不合格。
68.进一步地,请参见图20,第四上料装置42包括用于放置说明书424的固定组件422、用于放置固定组件422的活动组件423以及与固定组件422连接,并用于带动说明书424进行上下运行的第三升降模组421。
69.进一步地,请参见图3和图21,第四机械手43包括第四立柱431、设于第四立柱431上的第四x轴432,与第四x轴432垂直且连接的第四y轴436,与第四y轴436垂直且连接的第四z轴433,与第四z轴433垂直连接并与第四y轴436平行设置的第二r轴434,与第二r轴434连接并位于第二r轴434下的的第三真空吸盘435。在本实施例中,通过第四x轴432、第四y轴136、第四z轴433以及第二r轴434的相互配合,带动第三真空吸盘435吸取放置于固定组件422里的说明书424,将说明书424放置于烟盒122内,该方式提高说明书424放置于烟盒122内的效率。
70.进一步地,请参见图19,第三入盒机40还包括说明书二次定位装置46以及第二搬
运烟盒装置47。进一步地,请参见图3和图22,说明书二次定位装置46包括第二定位冶具461,设于第二定位冶具461下方并与第二定位冶具461相连的第二定位气缸462以及放置于第二定位冶具461内的说明书424,由于第四上料装置42与第四输送部45之间具有一定的距离,因此设置说明书二次定位装置46进行缓冲,此方式的设置,使说明书424能够更加精准的放置于烟盒122内。
71.进一步地,请参见图3、图20和图23,第四输送部45包括第四传送带451、设于第四传送带451下方并用于对第三输送部35传送过来的烟盒122进行定位的第二定位组件452、设于第四传送带451上并使烟盒122打开的第四开盒组件453、与第四开盒组件453连接并位于烟盒122上方的导向组件454以及设于第四传送带451上并与第四机械手43连接的第四剔除组件437,第四剔除组件437用于剔除第四检测装置44检测出来不合格的烟盒122。在本实施例中,第四传送带451包括第三分带4511以及第四分带4512,当第三输送部37将烟盒122传送至第三分带4511时,通过第二搬运烟盒装置47将烟盒122搬运至第四分带4512,通过第二定位组件452对烟盒122进行定位以及调整间距,第四机械手43将从说明书二次定位装置46上吸取的说明书424放置于烟盒122内,第四检测装置44进行检测,若有说明书424没有成功放置于烟盒122内、或者说明书424不是正面朝上放置于烟盒122内、或者烟盒122内缺失部件,就会通过第四剔除装置437剔除出来,此方式能够将不合格的烟盒122快速剔除,进一步提高了烟盒122包装的效率。
72.具体地,在本实施例中,一种烟盒包装一体机的工作流程如下:
73.将烟盒122通过人工放置于储料框121内,通过第一机械手13将烟盒122运送至第一输送部15,第一检测装置14检测上料机10内的烟盒122是否合格,若是,则通过第一输送部15传送至第一入盒机20。第一入盒机内20的第二开盒组件254将烟盒122打开,通过吸取内卡机械手27将内卡吸取出来固定在保持卡位273不动,通过第二机械手23将放置于第二料盘221上的电源线取出并放置于烟盒122内,吸取内卡机械手27再将内卡放入烟盒122内,通过第二检测装置24检测放置电源线后的烟盒122是否合格,若是,则通过第二输送部25将烟盒122传送至第二入盒机30。通过第二入盒机30内的第三机械手34将烟杆放入烟盒122内,第三检测装置36检测放置烟杆332后的烟盒122是否合格,若是,则通过第三输送部37传送至第三入盒机40。通过第三入盒机40内的第四机械手43将说明书424放入烟盒122内,第四检测装置44检测放置说明书424后的烟盒122合格,若是,则通过第四输送部45将烟盒122传送至人工位置进行处理,完成烟盒122的包装。
74.在烟盒122进行包装的过程中,若检测装置检测到有不合格的烟盒122,会通过剔除组件将不合格的烟盒122剔除。通过上述方式,实现了烟盒包装自动化减少了人力的浪费,同时提高了烟盒包装的质量与效率。
75.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1