一种磁钢片自动排列振动料盘的制作方法
1.本实用新型涉及排列机技术领域,尤其是涉及一种磁钢片自动排列振动料盘。
背景技术:
2.振动盘是一种自动组装或自动加工机械的辅助送料设备。它能把各种产品有序地排列出来,配合自动组装设备将产品各个部位组装起来成为完整的一个产品,或者配合自动加工机械完成对工件的加工。
3.振动盘料斗下面有个脉冲电磁铁,可以使料斗作垂直方向振动,由倾斜的弹簧片带动料斗绕其垂直轴做扭摆振动。料斗内零件,由于受到这种振动而沿螺旋轨道上升。在上升的过程中经过一系列轨道的筛选或者姿态变化,零件能够按照组装或者加工的要求呈统一状态自动进入组装或者加工位置。其工作目的是通过振动将无序工件自动有序定向排列整齐、准确地输送到下道工序。
4.在磁钢片的充磁过程中,需要先将其放入振动盘内进行有序定向排列,准确的输送到下道工序,然而在对拱形磁钢片的振动排列过程中,不容易操作,会浪费大量的人力和劳动时间,而且人工误差较高,不适合批量充磁。
技术实现要素:
5.本实用新型要解决的技术问题是:为了克服现有技术中弧形磁钢片排列过程中其朝向需要人工控制费时费力的问题,提供一种磁钢片自动排列振动料盘,将待排列的磁钢片放入振动盘本体内,逐步振动传输至传输带,再从传输带传送至导向翻转机构上,在导向翻转机构的逐步传送过程中,通过其上设置的斜导向翻料板对磁钢片进行翻转,实现其统一朝向,保证了磁钢片自动排列过程中朝向的一致性。
6.本实用新型解决其技术问题所采用的技术方案是:一种磁钢片自动排列振动料盘,包括振动盘本体,所述振动盘本体上设有传输带,所述传输带端部连接有导向翻转机构,所述导向翻转机构前端连接有导向输送盘,所述导向翻转机构包括导料轨道,导料轨道端部连接有两块相对设置的斜导向翻料板,所述传输带、导向翻转机构和导向输送盘相互连接,且逐级倾斜朝下排列。将待排列的磁钢片放入振动盘本体内,逐步振动传输至传输带,再从传输带传送至导向翻转机构上,在导向翻转机构的逐步传送过程中,通过其上设置的斜导向翻料板对磁钢片进行翻转,实现其统一朝向,保证了磁钢片自动排列过程中朝向的一致性,然后再从导向输送盘处传输至下一道加工工序,该装置能够自动实现对磁钢片的排列及翻转,降低了劳动强度,提高了生产效率。
7.进一步的,从振动盘本体传输处的磁钢片需要一个承接的连接机构,在此设置了导料轨道,导料轨道由导轨板和挡边构成,所述挡边连接于导轨板一侧,导轨板上板面倾斜朝向挡边,挡边起到阻挡磁钢片滑落的作用,导轨板上板面倾斜,具有导向作用,使其磁钢片沿着挡边斜向滑动。
8.进一步的,磁钢片在自动排列的过程中无法保证其正反面统一朝向,在其导料轨
道输出端口处设置了两块斜导向翻料板,斜导向翻料板与斜导向翻料板之间交叉连接,单独的斜导向翻料板设置角度为:位于导料轨道端口处的斜导向翻料板与水平面的夹角均大于45
°
,位于导向输送盘进料端处的斜导向翻料板与水平面的夹角小于45
°
。磁钢片输送至两块斜导向翻料板夹持位置,逐步振动滑动,斜导向翻料板的倾斜坡度越来越小,使其磁钢片逐渐平躺至左侧斜导向翻料板或者右侧斜导向翻料板板面,此刻平躺下的磁钢片均是拱形面朝上,实现了对磁钢片的一个朝向的调节。
9.进一步的,在对磁钢片进行朝向调整翻转后,后续需要一个继续排列输送的机构,在其斜导向翻料板输出端口处设置导向输送盘,导向输送盘由输送盘和斜挡料板构成,所述斜挡料板固定于输送盘一侧,输送盘上盘面倾斜朝向斜挡料板。斜挡料板起到阻挡磁钢片滑落的作用,输送盘上盘面倾斜,具有导向作用,使其磁钢片沿着挡边斜向滑动,使其磁钢片排列整齐。
10.本实用新型的有益效果是:本实用新型的一种磁钢片自动排列振动料盘,将待排列的磁钢片放入振动盘本体内,逐步振动传输至传输带,再从传输带传送至导向翻转机构上,在导向翻转机构的逐步传送过程中,通过其上设置的斜导向翻料板对磁钢片进行翻转,实现其统一朝向,保证了磁钢片自动排列过程中朝向的一致性,然后再从导向输送盘处传输至下一道加工工序,该装置能够自动实现对磁钢片的排列及翻转,降低了劳动强度,提高了生产效率。
附图说明
11.下面结合附图和实施例对本实用新型进一步说明。
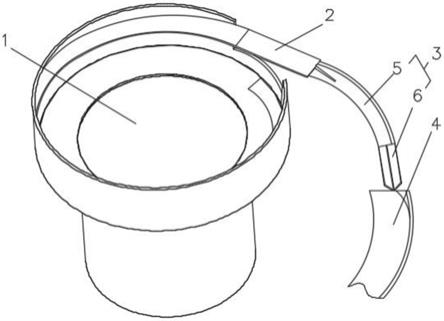
12.图1是本实用新型的结构示意图;
13.图2是图1中导向翻转机构的结构示意图;
14.图3是图2的侧视图;
15.图4是图2中a
‑
a处的剖视图;
16.图5是图2中b
‑
b处的剖视图;
17.图6是图2中c
‑
c处的剖视图;
18.图7是图2中d
‑
d处的剖视图。
19.图中:1.振动盘本体,2.传输带,3.导向翻转机构,4.导向输送盘,5.导料轨道,6.斜导向翻料板,7.挡边,8.导轨板,9.输送盘,10.斜挡料盘。
具体实施方式
20.现在结合附图对本实用新型做进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
21.如图1是本实用新型的结构示意图,一种磁钢片自动排列振动料盘,包括振动盘本体1,所述振动盘本体1上设有传输带2,所述传输带2端部连接有导向翻转机构3,所述导向翻转机构3前端连接有导向输送盘4,所述导向翻转机构3包括导料轨道5,导料轨道5端部连接有两块相对设置的斜导向翻料板6,所述传输带2、导向翻转机构3和导向输送盘4相互连接,且逐级倾斜朝下排列。将待排列的磁钢片放入振动盘本体1内,逐步振动传输至传输带2,再从传输带2传送至导向翻转机构3上,在导向翻转机构3的逐步传送过程中,通过其上设
置的斜导向翻料板6对磁钢片进行翻转,实现其统一朝向,保证了磁钢片自动排列过程中朝向的一致性,然后再从导向输送盘处传输至下一道加工工序,该装置能够自动实现对磁钢片的排列及翻转,降低了劳动强度,提高了生产效率。
22.进一步的,从振动盘本体1的输送带2传输处的磁钢片需要一个承接的连接机构,在此设置了导料轨道5,导料轨道5由导轨板8和挡边7构成,所述挡边7连接于导轨板8一侧,导轨板8上板面倾斜朝向挡边7,挡边7起到阻挡磁钢片滑落的作用,导轨板8上板面倾斜,具有导向作用,使其磁钢片沿着挡边7斜向滑动。
23.进一步的,磁钢片在自动排列的过程中无法保证其正反面统一朝向,在其导料轨道5输出端口处设置了两块斜导向翻料板6,斜导向翻料板6与斜导向翻料板6之间交叉连接,单独的斜导向翻料板6设置角度为:位于导料轨道5端口处的斜导向翻料板6与水平面的夹角均大于45
°
,位于导向输送盘4进料端处的斜导向翻料板6与水平面的夹角小于45
°
。磁钢片输送至两块斜导向翻料板6夹持位置,逐步振动滑动,斜导向翻料板6的倾斜坡度越来越小,使其磁钢片逐渐平躺至左侧斜导向翻料板或者右侧斜导向翻料板板面,此刻平躺下的磁钢片均是拱形面朝上,实现了对磁钢片的一个朝向的调节。
24.进一步的,在对磁钢片进行朝向调整翻转后,后续需要一个继续排列输送的机构,在其斜导向翻料板6输出端口处设置导向输送盘4,导向输送盘4由输送盘9和斜挡料板10构成,所述斜挡料板10固定于输送盘9一侧,输送盘9上盘面倾斜朝向斜挡料板10。斜挡料板起到阻挡磁钢片滑落的作用,输送盘上盘面倾斜,具有导向作用,使其磁钢片沿着挡边斜向滑动,使其磁钢片排列整齐。
25.使用时,将待排列的磁钢片放入振动盘本体1内,逐步振动传输至传输带2,再从传输带2传送至导向翻转机构3上,在导向翻转机构3的逐步传送过程中,通过其上设置的斜导向翻料板6对磁钢片进行翻转,磁钢片输送至两块斜导向翻料板6夹持位置,逐步振动滑动,斜导向翻料板6的倾斜坡度越来越小,使其磁钢片逐渐平躺至左侧斜导向翻料板或者右侧斜导向翻料板板面,在重心的引导下,此刻平躺下的磁钢片均是拱形面朝上,实现了对磁钢片的一个朝向的调节,保证了磁钢片自动排列过程中朝向的一致性,然后再从导向输送盘处传输至下一道加工工序,该装置能够自动实现对磁钢片的排列及翻转,降低了劳动强度,提高了生产效率。
26.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1