一种用于条筒输送四向穿梭车的货架轨道系统的制作方法
1.本实用新型涉及物流设备,特别是一种并粗联系统一种用于条筒输送四向穿梭车的货架轨道系统。
背景技术:
2.现有技术的四向穿梭车货架轨道系统呈高层立库式,多被用于密集式仓储。四向穿梭车设备广泛应用在现代仓储物流中的智能制造线边库、智能密集存储库、物流转运中心等场合,提高了仓储物流行业的拣选效率及仓库空间利用率,越来越受到市场的青睐。为了满足四向穿梭车能够实现纵、横向行驶,其货架及轨道系统设计需满足立体式交叉轨道形式。当前,大多数的托盘类或料箱类四向穿梭车的货架轨道系统由立柱片、牛腿、牛腿横梁以及特制导轨(一般是“z”字型)组成,这种组合形式的立库货架轨道系统广泛应用于立库式仓储系统中。但是,随着四向穿梭车技术的拓宽应用,该技术除了输送托盘或料箱类等标准仓储单元外,还可以被用来输送其他种类的存储单元。比如棉纺行业并粗联系统中,条筒输送四向穿梭车可以实现搬运条筒,但是其条筒暂存货架及工况区别于立库式四向穿梭车货架系统。根据并粗联系统的工艺工况,条筒工作货架只有一层,并且货架高度不能太高,然后条筒输送四向穿梭车在条筒下面穿梭行驶,其行走轨道安装在地面上,区别于立库式货架轨道。但高层立库式仓储货架系统不适用于并粗联系统中条筒工艺工况;而现有技术的四向穿梭车设备不适用于条筒搬运工作,也即其货架轨道形式无法满足使用要求。
技术实现要素:
3.本实用新型所要解决的技术问题是针对现有技术的上述缺陷,提供一种适用于并粗联系统的条筒输送四向穿梭车的货架轨道系统。
4.为了实现上述目的,本实用新型提供了一种用于条筒输送四向穿梭车的货架轨道系统,其中,包括:
5.并条机满筒暂存区,所述并条机满筒暂存区内平行设置有用于条筒输送四向穿梭车运行的货架轨道,所述货架轨道两侧安装有货架;
6.并条机空筒暂存区,对应于所述并条机满筒暂存区设置,所述并条机空筒暂存区内平行设置有用于条筒输送四向穿梭车运行的货架轨道,所述货架轨道两侧安装有货架;
7.粗纱机条筒暂存区,设置有多个工作通道、至少一个满筒备用通道和至少一个空通道,所述工作通道、满筒备用通道和空通道上分别设置有用于条筒输送四向穿梭车运行的货架轨道,所述货架轨道两侧安装有货架;以及
8.中间换向区,所述中间换向区设置有用于条筒输送四向穿梭车换向运行的中间换向轨道,所述并条机满筒暂存区和并条机空筒暂存区位于所述中间换向区一侧,所述并条机满筒暂存区和并条机空筒暂存区的货架轨道互相平行且与所述中间换向轨道的一侧连接;所述粗纱机条筒暂存区位于所述中间换向区的另一侧,所述工作通道、满筒备用通道和空通道的货架轨道互相平行且与所述中间换向轨道的另一侧连接。
9.上述的用于条筒输送四向穿梭车的货架轨道系统,其中,粗纱机条筒暂存区还包括至少一个人行通道,所述人行通道与所述工作通道、满筒备用通道和空通道平行设置。
10.上述的用于条筒输送四向穿梭车的货架轨道系统,其中,所述中间换向轨道包括两条第一换向轨道和多条第二换向轨道,两条所述第一换向轨道平行设置于所述中间换向区的两端,互相平行设置的多条所述第二换向轨道的两端分别与两条所述第一换向轨道连接。
11.上述的用于条筒输送四向穿梭车的货架轨道系统,其中,所述第二换向轨道上设置有与所述条筒输送四向穿梭车适配的导向条。
12.上述的用于条筒输送四向穿梭车的货架轨道系统,其中,所述货架包括立柱,所述立柱对应安装在所述货架轨道上。
13.上述的用于条筒输送四向穿梭车的货架轨道系统,其中,所述货架还包括与所述条筒输送四向穿梭车适配的导向结构。
14.上述的用于条筒输送四向穿梭车的货架轨道系统,其中,所述导向结构为安装在所述立柱顶端的角钢,所述角钢与所述货架轨道平行。
15.上述的用于条筒输送四向穿梭车的货架轨道系统,其中,还包括设置在所述货架轨道入口处的入口导向结构。
16.上述的用于条筒输送四向穿梭车的货架轨道系统,其中,所述入口导向结构为对称设置的喇叭口结构导向块,所述喇叭口结构导向块安装在入口处的角钢或立柱上。
17.上述的用于条筒输送四向穿梭车的货架轨道系统,其中,还包括末端换向轨道,所述末端换向轨道设置在所述粗纱机条筒暂存区与所述中间换向区相对的一侧,并分别与所述工作通道、满筒备用通道和空通道的货架轨道连接。
18.本实用新型的有益功效在于:
19.本实用新型的单层低货架适用于并粗联条筒工作情况;其地面式四向穿梭车行驶轨道能够满足并粗联系统条筒输送四向穿梭车搬运空满条筒,实现了条筒输送自动化。其中辅助条筒输送四向穿梭车可实现自动搬筒作业;减少了换筒时间,增加了设备开机率,提高了生产效率;同时故障率低,节省了维修成本。
20.以下结合附图和具体实施例对本实用新型进行详细描述,但不作为对本实用新型的限定。
附图说明
21.图1为本实用新型一实施例的结构示意图;
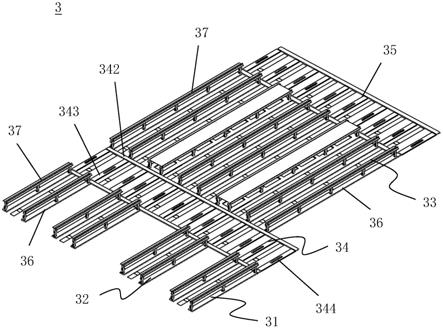
22.图2为图1的货架轨道系统局部放大图;
23.图3为本实用新型一实施例的主视图;
24.图4为图3的俯视图;
25.图5为图3的左视图;
26.图6为本实用新型一实施例的工作状态示意图;
27.图7为本实用新型一实施例的货架轨道截面图。
28.其中,附图标记
29.1条筒
30.2条筒输送四向穿梭车
31.3货架轨道系统
32.31并条机空筒暂存区
33.32并条机满筒暂存区
34.33粗纱机条筒暂存区
35.331第一通道
36.332第二通道
37.333第三通道
38.334第四通道
39.335第五通道
40.336第六通道
41.337第七通道
42.338第一人行通道
43.339第二人行通道
44.34中间换向区
45.341中间换向轨道
46.342第一换向轨道
47.343第二换向轨道
48.344导向条
49.35末端换向轨道
50.36货架轨道
51.37货架
52.371导向结构
53.372立柱
54.373入口导向结构
具体实施方式
55.下面结合附图对本实用新型的结构原理和工作原理作具体的描述:
56.参见图1及图2,图1为本实用新型一实施例的结构示意图,图2为图1的货架轨道系统3局部放大图。本实用新型的用于条筒输送四向穿梭车2的货架轨道系统3,包括:并条机满筒暂存区32,所述并条机满筒暂存区32内平行设置有用于条筒输送四向穿梭车2运行的货架轨道36,所述货架轨道36两侧安装有货架37;并条机空筒暂存区31,对应于所述并条机满筒暂存区32设置,所述并条机空筒暂存区31内平行设置有用于条筒输送四向穿梭车2运行的货架轨道36,两侧的所述货架轨道36上安装有货架37;粗纱机条筒暂存区33,设置有多个工作通道、至少一个满筒备用通道和至少一个空通道,所述工作通道、满筒备用通道和空通道上分别设置有用于条筒输送四向穿梭车2运行的货架轨道36,两侧的所述货架轨道36安装有货架37;以及中间换向区34,所述中间换向区34设置有用于条筒输送四向穿梭车2换向运行的中间换向轨道341,所述并条机满筒暂存区32和并条机空筒暂存区31位于所述中间换向区34一侧,所述并条机满筒暂存区32和并条机空筒暂存区31的货架轨道36互相平行
且与所述中间换向轨道341的一侧连接;所述粗纱机条筒暂存区33位于所述中间换向区34的另一侧,所述工作通道、满筒备用通道和空通道的货架轨道36互相平行且与所述中间换向轨道341的另一侧连接。
57.其中,所述中间换向轨道341包括两条第一换向轨道342和多条第二换向轨道343,两条所述第一换向轨道342平行设置于所述中间换向区34的两端,互相平行设置的多条所述第二换向轨道343的两端分别与两条所述第一换向轨道342连接。所述第二换向轨道343上设置有与所述条筒输送四向穿梭车2适配的导向条344,以对条筒输送四向穿梭车2从货架37通道出来时进行导向,防止走偏。
58.参见图3-图5,图3为本实用新型一实施例的主视图,图4为图3的俯视图,图5为图3的左视图。本实施例中,粗纱机条筒暂存区33还包括至少一个人行通道,所述人行通道与所述工作通道、满筒备用通道和空通道平行设置。本实施例还可包括末端换向轨道35,所述末端换向轨道35设置在所述粗纱机条筒暂存区33与所述中间换向区34相对的一侧,并分别与所述工作通道、满筒备用通道和空通道的货架轨道36连接。
59.参见图6,图6为本实用新型一实施例的工作状态示意图。其中,优选所述粗纱机条筒暂存区33设置有五条工作通道、一条满筒备用通道、一条空通道和两条人行通道,方便工人踩踏进行接棉条工作。在采用条筒输送四向穿梭车2搬运条筒1作业时,七个通道的状态是不断变化的,但始终保持有五个工作通道、一个满筒备用通道和一个空通道。在使用中,其中五个工作通道的条筒1内剩余棉条量分为5种状态,分别为5/5、4/5、3/5、2/5、1/5,随着粗纱机工作,棉条剩余量为1/5通道的条筒1棉条最先被用完,变为空筒,而其他通道条筒1棉条剩余量都减少1/5,依次变为4/5、3/5、2/5、1/5,此时粗纱机需要停机,工人站在人行通道里把空筒通道上的棉条接到备用通道的满筒上,然后开机继续工作。然后,条筒输送四向穿梭车2会把空筒运出至并条机空筒暂存区31,并把并条机生产出的满筒运送至之前的空通道里,直至空筒通道的空筒全部排出,空通道里放满备用的满筒。
60.上述工作过程依次循环进行,根据并粗联系统的工艺工况,采用条筒输送四向穿梭车2搬运条筒1作业时,七个通道依次发生如下变化:
61.1)第一通道331、第二通道332、第三通道333、第四通道334和第五通道335为工作通道,棉条剩余量分别为5/5、4/5、3/5、2/5、1/5,第六通道336为空通道,第七通道337为满筒备用通道;
62.2)第一通道331、第二通道332、第三通道333、第四通道334和第七通道337为工作通道,棉条剩余量分别为4/5、3/5、2/5、1/5、5/5,第五通道335为空通道,第六通道336为满筒备用通道;
63.3)第一通道331、第二通道332、第三通道333、第六通道336和第七通道337为工作通道,棉条剩余量分别为3/5、2/5、1/5、5/5、4/5,第四通道334为空通道,第五通道335为满筒备用通道;
64.4)第一通道331、第二通道332、第五通道335、第六通道336和第七通道337为工作通道,棉条剩余量分别为2/5、1/5、5/5、4/5、3/5,第三通道333为空通道,第四通道334为满筒备用通道;
65.5)第一通道331、第四通道334、第五通道335、第六通道336和第七通道337为工作通道,棉条剩余量分别为1/5、5/5、4/5、3/5、2/5,第二通道332为空通道,第三通道333为满
筒备用通道;
66.6)第三通道333、第四通道334、第五通道335、第六通道336和第七通道337为工作通道,棉条剩余量分别为5/5、4/5、3/5、2/5、1/5,第一通道331为空通道,第二通道332为满筒备用通道;
67.7)第三通道333、第四通道334、第五通道335、第六通道336和第二通道332为工作通道,棉条剩余量分别为4/5、1/5、2/5、1/5、5/5,第七通道337为空通道,第一通道331为满筒备用通道。此时并粗联系统若继续工作,则会依次循环上述过程。
68.参见图7,图7为本实用新型一实施例的货架轨道36截面图。所述货架37包括立柱372,所述立柱372对应安装在所述货架轨道36上。所述货架37还包括与所述条筒输送四向穿梭车2适配的导向结构371,导向结构371可以即是条筒1站台,也是条筒输送四向穿梭车2在通道内行走时的导向。所述导向结构371优选为安装在所述立柱372顶端的角钢,所述角钢与所述货架轨道36平行。还可包括设置在所述货架轨道36入口处的入口导向结构373。所述入口导向结构373优选为对称设置的喇叭口结构导向块,所述喇叭口结构导向块安装在入口处的角钢或立柱372上,以便条筒输送四向穿梭车2能够顺利进入货架37通道中。
69.本实用新型结合并粗联系统工艺工况分为并条机区、中间换向区、粗纱机区和末端换向区。其中并条机区分为并条机满筒暂存区32和并条机空筒暂存区31,粗纱机条筒暂存区33共有七个通道,分别是五个工作通道、一个满筒备用通道和一个空通道,并且中间预留了两个人行通道,即第一人行通道338和第二人行通道339,方便工人踩踏进行接棉条工作。条筒输送四向穿梭车2搬运条筒1是与并粗联系统工作同步进行的,不占用粗纱机停机的时间,采用这种方式进行条筒1更换,实现棉纺车间自动搬筒作业,节省人力,提高了生产效率。其工作过程如下:
70.1)取放满筒作业,条筒输送四向穿梭车2把并条机区的满筒取走,经中间换向轨道341去到粗纱机区的相应通道里,把满筒放到指定位置;
71.2)取放空筒作业,条筒输送四向穿梭车2经末端换向轨道35去到指定的粗纱机区的通道取空筒,然后经中间换向轨道341将空筒放到指定的并条机区域空筒暂存区的货架37上。
72.当然,本实用新型还可有其它多种实施例,在不背离本实用新型精神及其实质的情况下,熟悉本领域的技术人员当可根据本实用新型作出各种相应的改变和变形,但这些相应的改变和变形都应属于本实用新型所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1