一种自动扫码喷码称重和开封箱联机的制作方法
1.本实用新型涉及机械自动化设备技术领域,具体来说是一种自动扫码喷码称重和开封箱联机。
背景技术:
2.目前市场上已有喷码机、开箱机和封箱机,但这些设备基本都为独立运行设备;也有喷码和封箱一体装置,其主要功能是喷码和封纸箱的上盖,操作方式:自动喷码在纸箱上再自动封上盖。
3.现在需要的是能自动开外箱、自动识别外箱条码、自动喷码在外箱上,待人工装4个内盒到外箱内后能自动称重,并自动识别4个内盒的条码,最后自动封箱和堆箱等工序的设备。
技术实现要素:
4.本实用新型的目的在于解决现有技术中没有能够同时实现开箱、封箱、称重和喷码的一体化设备,提供一种自动扫码喷码称重和开封箱联机。
5.为了实现上述目的,设计一种自动扫码喷码称重和开封箱联机,包括开箱机、封箱机、喷码机构、称重机构和堆箱机构,其特征在于:所述的开箱机、喷码机构、称重机构、封箱机和堆箱机构依次通过输送装置连接。
6.本实用新型还包括如下优选的技术方案:
7.1.所述的喷码机构包括上下调节机构、左右移动机构、前后调节机构和喷码机,所述的上下调节机构、左右移动机构和前后调节机构分别控制喷码机上下左右前后移动。
8.2.所述的称重机构包括称重仪、上下组件和挡料组件。
9.3.所述的堆箱机构包括若干排成一列的滚轮,整体由后至前倾斜向下,所述的堆箱机构最前端设有挡板。
10.4.包括外箱扫描机构,所述的外箱扫描机构包括扫描仪、上下调节装置、角度调节装置和前后调节装置,所述的上下调节装置和前后调节装置控制扫描仪上下前后运动,所述的角度调节装置控制扫描仪的角度。
11.5.包括剔除机构,所述的剔除机构包括推条和剔除气缸,所述剔除气缸控制推条移动。
12.6.包括人工操作工位,所述的人工操作工位设置于喷码机构和称重机构之间。
13.7.所述的输送装置包括第一输送装置和第二输送装置,所述的开箱机通过第一输送装置连接外箱扫描机构和剔除机构,所述的外箱扫描机构和剔除机构通过第二输送装置连接人工操作工位,所述的喷码机构设置于第二输送装置一侧。
14.8.所述的第二输送装置两侧设有挡条,第二输送装置上喷码机构位置处设有阻挡机构,所述的第二输送装置末端设有推出机构。
15.9.所述的称重机构与封箱机之间设有内盒扫描机构,所述的内盒扫描机构底部设
有推入机构,所述的推入机构包括推件和气缸,所述的内盒扫描机构包括若干内盒扫描仪和调节机构。
16.本实用新型同现有技术相比,其优点在于:
17.1.通过机械设备替代人工,能够大大提升效率;
18.2.能够同时实现自动开箱、自动封箱、自动称重、自动打码和自动堆箱。
附图说明
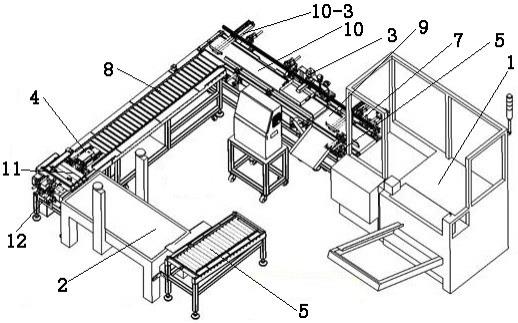
19.图1 是本实用新型整体结构示意图;
20.图2是本实用新型外箱扫描机构结构示意图;
21.图3是本实用新型剔除机构结构示意图;
22.图4是本实用新型第二输送装置上安装部件结构示意图;
23.图5是本实用新型喷码机构结构示意图;
24.图6是本实用新型人工操作工位与称重机构衔接示意图;
25.图7是本实用新型称重机构结构示意图;
26.图8是本实用新型内盒扫描机构结构示意图;
27.图9是本实用新型推入机构结构示意图;
28.图10是本实用新型堆箱机构结构示意图;
29.图中:1.开箱机位置
ꢀꢀ
2.封箱机位置
ꢀꢀ
3.喷码机构
ꢀꢀ
3-1.上下调节机构
ꢀꢀ
3-2.左右移动机构
ꢀꢀ
3-3.前后调节机构
ꢀꢀ
3-4.喷码机
ꢀꢀ
3-5.不锈钢盘
ꢀꢀ
3-6.调试按钮
ꢀꢀ
4.称重机构
ꢀꢀ
4-1.称重仪
ꢀꢀ
4-2.上下组件
ꢀꢀ
4-3.挡料组件
ꢀꢀ
5.堆箱机构
ꢀꢀ
5-1.滚轮
ꢀꢀ
5-2.挡板
ꢀꢀ
6.外箱扫描机构
ꢀꢀ
6-1.扫描仪
ꢀꢀ
6-2.上下调节装置
ꢀꢀ
6-3.角度调节装置
ꢀꢀ
6-4.前后调节装置
ꢀꢀ
7.剔除机构
ꢀꢀ
7-1.推条
ꢀꢀ
7-2.剔除气缸
ꢀꢀ
8.人工操作工位
ꢀꢀ
9.第一输送装置
ꢀꢀ
10.第二输送装置
ꢀꢀ
10-1.挡条
ꢀꢀ
10-2.阻挡机构
ꢀꢀ
10-3.推出机构
ꢀꢀ
11.内盒扫描机构
ꢀꢀ
11-1.内盒扫描仪
ꢀꢀ
11-2.调节机构
ꢀꢀ
12.推入机构
ꢀꢀ
12-1.推件
ꢀꢀ
12-2.气缸。
具体实施方式
30.参见图1,在一个优选的实施方式中,本实用新型为一种自动扫码喷码称重和开封箱联机,包括开箱机、外箱扫描机构6、剔除机构7、喷码机构3、人工操作工位8、称重机构4、内盒扫描机构11、推入机构12、封箱机和堆箱机构5,所述的开箱机通过第一输送装置9连接外箱扫描机构6和剔除机构7,第一输送装置9为输送带,外箱扫描机构6和剔除机构7设置在第一输送装置9上,第一输送装置9末端连接第二输送装置10,第二输送装置10另一端连接人工操作工位8,所述的第二输送装置10也为输送带,喷码机构3设置在第二输送装置10上,第二输送装置10末端设有推出机构10-3,人工操作工位8一端连接第二输送装置10,另一端连接称重机构4,称重机构4连接推入机构12,所述的推入机构12顶部设有内盒扫描机构11,推入机构12另一端连接封箱机,封箱机另一端连接堆箱机构5。
31.如图2所示,外箱扫描机构6包括扫描仪6-1、上下调节装置6-2、角度调节装置6-3和前后调节装置6-4,所述的上下调节装置6-2和前后调节装置6-4控制扫描仪6-1上下前后运动,所述的角度调节装置6-3控制扫描仪6-1的角度。
32.所述的外箱扫描机构6的工作原理如下:
33.1.准备工作:用扫描枪将纸箱的条码扫录到设备内;
34.2.纸箱从开箱机出来,通过第一输送装置9运到该机构位置处;
35.3.该机构自动扫描纸箱上的条形码,并与输入的条形码比对判断;
36.4.当条码一致时,纸箱继续前行到下一工位;
37.5.当条码不一致时,纸箱被剔除机构7推出到不良框内。
38.如图3所示,剔除机构7包括推条7-1和剔除气缸7-2,所述剔除气缸7-2控制推条7-1移动,所述输送装置一侧设有纸箱滑道;当检测到纸箱条码不一致时,剔除气缸7-2推动推条7-1,将纸箱由纸箱滑道推出。
39.如图4所示,第二输送装置10为输送带,第二输送装置10两侧设有挡条10-1,第二输送装置10上喷码机构3位置处设有阻挡机构10-2,所述的第二输送装置10末端设有推出机构10-3。
40.如图5所示,喷码机构3包括上下调节击鼓3-1、左右移动机构3-2、前后调节机构3-3和喷码机,所述的上下调节击鼓3-1、左右移动机构3-2和前后调节机构3-3分别控制喷码机上下左右前后移动。
41.所述的喷码机构3的工作原理如下:
42.1.纸箱通来第二输送装置10来到喷码位置处;
43.2.第二输送装置10上的阻挡机构10-2挡住纸箱,第二输送装置10停止运行;
44.3.喷码机开始喷码,同时左右移动机构3-2移动,即实现边喷码边移动的方式,将日期码喷在纸箱上;
45.4.左右移动机构3-2回位;阻挡机构10-2退回;
46.5.第二输送装置10继续运行,将纸箱运到下一工位。
47.上述喷码机构3和第二输送装置10还具有如下优化设计:
48.1.喷码机构3上设有调试按钮,用于调试喷码字体;
49.2.喷码机构3上设有不锈钢盘,用于清洗喷码头时接清洗剂;
50.3.第二输送装置10末端设有推出机构10-3,能够将纸箱由第二输送装置10推出至人工操作工位8。
51.如图6所示,人工操作工位8一端衔接推出机构10-3,另一端连接推入机构12,推入机构12衔接封箱机。
52.如图7所示,称重机构4包括称重仪4-1、上下组件4-2和挡料组件4-3。
53.所述的称重机构4的工作原理如下:
54.1.挡料组件4-3先上升动作,以挡住纸箱;
55.2.人工将装好内盒的纸箱推入称重的输送带处;
56.3.输送带将纸箱运进到挡料处;
57.4.上下组件4-2动作,将纸箱托起;
58.5.设备自动称重并判断;
59.6.上下组件4-2回位,挡料组件4-3再回位;
60.7.纸箱到一下工位。
61.当重量符合要求时,纸箱才会进入下一工位,当重量不符合要求时,机构回位并报警提示。
62.如图8所示,内盒扫描机构11包括调节机构11-2和内盒扫描仪11-16-1,当内盒的条码全部正确时,纸箱才会被推入下一工位。
63.如图9所示,推入机构12包括对剑12-1和气缸。
64.工作原理如下:
65.1.纸箱从称重位出来,在动力滚轮处被运到推入工位;
66.2.推入工位上方的内盒扫描机构11自动对纸箱内的内盒条码进行扫码,并与设置的条码进行比较判断;
67.3.当内盒的条码全都正确时,该推入机构12动作,即将纸箱推入到封箱机的入口处;
68.4.推入机构12回位。
69.如图10所示,堆箱机构5包括若干排成一列的滚轮5-1,整体由后至前倾斜向下,所述的堆箱机构5最前端设有挡板5-2。
70.所述的堆箱机构5连接并固定在封箱机上,能够堆四个纸箱,当纸箱堆满时,封箱机自动暂停,当无纸箱被取走时,封箱机自动启动。
71.在一个优选的实施方式中,本实用新型适用于牙刷包装,包括一个外箱和四个内盒。
72.本实用新型所述的一种自动扫码喷码称重和开封箱联机的工作原理及步骤如下:
73.1.准备阶段:用配套的扫描枪将外箱和内盒的条码扫录到触摸屏内;在喷码机上设置好要喷的日期码;在开箱机和封箱机上装好胶带;将整理好的整叠外箱堆放在开箱机的外箱上料处;
74.2.开箱机:启动设备,设备自动开外箱(封外箱底盖),并从开箱机的出料口出来到的第一输送装置9上上(运行速度较低);
75.3.外箱扫码:第一输送装置9上的外箱在经过外箱扫描机构6时,外箱扫描机构6自动对外箱的条码进行扫码,即外箱边移动边被扫条码;
76.4.喷码机构3:外箱在第一输送装置9上被运到速度较高的第二输送装置10上,当纸箱达到阻挡机构10-2后第二输送装置10停止运行,喷码机构3在外箱上喷上日期码,日期码喷好后喷码机构3和阻挡机构10-2都回位,第二输送装置10启动运行;
77.5.推出机构10-3:当纸箱来到第二输送装置10的末端时,推出机构10-3将外箱推出到人工操作工位8;
78.6.人工装内盒:人工从另一条流水线拿起4个内盒并按正确的方向装到外箱内,再将外箱推向称重机构4;
79.7.自动称重:外箱被运到称重工位后,设备自动称外箱(含有4个内盒)的重量,并将称重后的外箱自动运出到动力滚轮;
80.8.内盒扫码和推入机构12:外箱通过动力滚轮来到推入机构12处,内盒扫描机构11先对外箱内的4个内盒进行扫码判断,推入机构12再将外箱推入到封箱机的入料处;
81.9.封箱机:封箱机自动封外箱的上盖;
82.10.堆箱机构5:外箱从封箱机出来到堆箱机构5,外箱顺着有斜度的滚轮进行自动堆箱,可堆4个外箱。
83.以上所述,仅为此实用新型的具体实施方式,但本实用新型的保护范围不局限于
此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案和新型的构思加于等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1