电极箔收箔张力控制系统的制作方法
1.本实用新型涉及电极箔加工设备技术领域,尤其涉及一种电极箔收箔张力控制系统。
背景技术:
2.收箔机是电极箔生产线的重要设备,其用途是把化成后的阳极箔卷成箔卷,在收箔工序中,收箔张力是一个非常重要的技术指标。张力的作用直接影响产品的板形及质量,张力过小会造成箔卷的松弛,随着箔卷的变大,会出现箔卷错层;张力太大,随着箔卷的逐步变大,箔卷中间部分容易被挤出,易造成错层。采取锥度张力控制的方式,锥度张力的张力曲线呈现一个尖顶锥状态,能够在卷心形成较大的张力,随着箔卷直径的逐步变大,使箔卷外层张力逐渐减少,从而满足箔卷卷取的要求。
3.现有的方式主要依靠人工手动调整,根据我司目前的箔卷卷径,给出张力范围,操作人员根据卷径的变化,调整电位器,控制磁粉制动器张力的大小,依据经验值检查箔面松紧程度,进而完成收箔张力的控制,但是,由于收箔张力需要频繁的调整,并且,工作量大,工作效率差,人工调整存在个性化差异,易造成箔卷错层,错层后需分卷,会造成产品浪费。
技术实现要素:
4.有鉴于此,本实用新型实施例提供一种电极箔收箔张力控制系统,主要目的是提供一种能够控制电极箔收箔张力的电极箔收箔张力控制系统。
5.为达到上述目的,本实用新型主要提供如下技术方案:
6.本实用新型实施例提供了一种电极箔收箔张力控制系统,该系统包括:
7.采集部件,所述采集部件用于采集电极箔的长度数据;
8.控制部件,所述控制部件包括编程控制部件和电流控制部件,所述编程控制部件连接于所述采集部件,用于接收电极箔的长度数据,所述编程控制部件连接于所述电流控制部件,用于向所述电流控制部件传递电流值数据;
9.制动部件,所述制动部件包括辊体和制动器,所述辊体连接于所述制动器,所述电流控制部件连接于所述制动器,用于控制所述辊体的收箔张力;
10.动力部件,所述动力部件分别连接于所述采集部件和所述控制部件。
11.进一步的,所述采集部件包括计数辊和旋转编码器,所述旋转编码器设置在所述计数辊上,所述旋转编码器连接于所述编程控制部件。
12.进一步的,所述控制部件还包括电流表,所述电流表设置在所述电流控制部件和所述制动部件之间。
13.进一步的,浮动部件,所述浮动部件设置在所述采集部件的前部,所述浮动部件包括支撑架、浮动辊和浮动机构,所述浮动机构设置在所述支撑架上,所述浮动辊设置在所述浮动机构上。
14.进一步的,所述制动器为磁粉制动器。
15.进一步的,所述浮动机构包括伸缩杆和移动块,所述移动块滑动连接于所述支撑架,所述伸缩杆的一端设置在地面上,另一端固定连接于所述移动块。
16.进一步的,所述支撑架的内侧具有滑动轨道,所述移动块滑动连接于所述滑动轨道。
17.与现有技术相比,本实用新型具有如下技术效果:
18.本实用新型实施例提供的技术方案中,采集部件用于采集电极箔的长度数据;控制部件的作用是控制制动器,控制部件包括编程控制部件和电流控制部件,编程控制部件连接于采集部件,用于接收电极箔的长度数据,编程控制部件连接于电流控制部件,用于向电流控制部件传递电流值数据;制动部件的作用是收箔,制动部件包括辊体和制动器,辊体连接于制动器,电流控制部件连接于制动器,用于控制辊体的收箔张力;动力部件的作用是提供电能,动力部件分别连接于采集部件和控制部件,相对于现有技术,依靠人工手动调整,根据我司目前的箔卷卷径,给出张力范围,操作人员根据卷径的变化,调整电位器,控制磁粉制动器张力的大小,依据经验值检查箔面松紧程度,进而完成收箔张力的控制,但是,由于收箔张力需要频繁的调整,并且,工作量大,工作效率差,人工调整存在个性化差异,易造成箔卷错层,错层后需分卷,会造成产品浪费,本技术方案中,先通过采集部件采集电极箔的长度数据,然后将电极箔的长度数据输送至编程控制部件,编程控制部件通过pid算法计算需要输出的电流值数据,然后将电流值数据传递至电流控制部件,电流控制部件输出对应的电流值至制动器,制动器根据电流值控制辊体的收箔张力,从而达到自动控制和调节辊体的收箔张力的技术效果。
附图说明
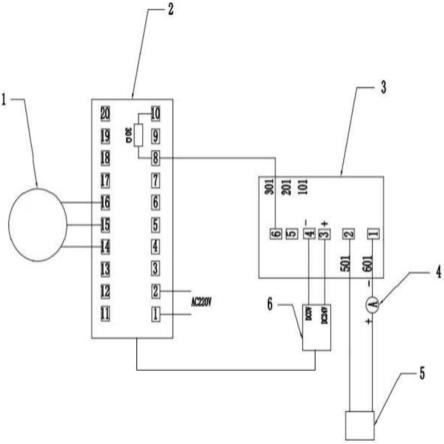
19.图1为本实用新型实施例提供的一种电极箔收箔张力控制系统的结构示意图;
20.图2为本实用新型实施例提供的一种浮动部件的结构示意图。
具体实施方式
21.下面结合附图和实施例对本实用新型作进一步的详细说明。
22.如图1所示,本实用新型实施例提供了一种电极箔收箔张力控制系统,该系统包括:
23.采集部件1,采集部件1用于采集电极箔的长度数据;
24.控制部件,控制部件包括编程控制部件2和电流控制部件3,编程控制部件2连接于采集部件1,用于接收电极箔的长度数据,编程控制部件2连接于电流控制部件3,用于向电流控制部件3传递电流值数据;
25.制动部件5,制动部件5包括辊体和制动器,辊体连接于制动器,电流控制部件3连接于制动器,用于控制辊体的收箔张力;
26.动力部件6,动力部件6分别连接于采集部件1和控制部件。
27.本实用新型实施例提供的技术方案中,采集部件1用于采集电极箔的长度数据;控制部件的作用是控制制动器,控制部件包括编程控制部件2和电流控制部件3,编程控制部件2连接于采集部件1,用于接收电极箔的长度数据,编程控制部件2连接于电流控制部件3,用于向电流控制部件3传递电流值数据;制动部件5的作用是收箔,制动部件5包括辊体和制
动器,辊体连接于制动器,电流控制部件3连接于制动器,用于控制辊体的收箔张力;动力部件6的作用是提供电能,动力部件6分别连接于采集部件1和控制部件,相对于现有技术,依靠人工手动调整,根据我司目前的箔卷卷径,给出张力范围,操作人员根据卷径的变化,调整电位器,控制磁粉制动器张力的大小,依据经验值检查箔面松紧程度,进而完成收箔张力的控制,但是,由于收箔张力需要频繁的调整,并且,工作量大,工作效率差,人工调整存在个性化差异,易造成箔卷错层,错层后需分卷,会造成产品浪费,本技术方案中,先通过采集部件1采集电极箔的长度数据,然后将电极箔的长度数据输送至编程控制部件2,编程控制部件2通过pid算法计算需要输出的电流值数据,然后将电流值数据传递至电流控制部件3,电流控制部件3输出对应的电流值至制动器,制动器根据电流值控制辊体的收箔张力,从而达到自动控制和调节辊体的收箔张力的技术效果。
28.上述采集部件1用于采集电极箔的长度数据,采集部件1采用计数辊和旋转编码器,旋转编码器能够实时读取计数辊上实时的电极箔的长度,在收卷电极箔开始时,将旋转编码器上的计数数据归零,随着计数辊的转动,旋转编码器上的计数数据逐渐增加,并且实时将电极箔的长度数据传递至编程控制部件2;控制部件的作用是控制制动器,控制部件包括编程控制部件2和电流控制部件3,编程控制部件2连接于采集部件1,用于接收电极箔的长度数据,编程控制部件2连接于电流控制部件3,用于向电流控制部件3传递电流值数据,编程控制部件2内通过pid算法进行运算,采用锥度张力控制的方式,使张力曲线呈现一个尖顶锥状态,计算出的电流值数据传递至电流控制部件3,根据箔卷的直径,通常输出的电流值介于0.25a-0.5a之间,pid算法是一种按偏差的比例(p)、积分(i)和微分(d)进行控制的pid控制器,具有原理简单,易于实现,适用面广,控制参数相互独立,参数的选定比较简单等优点,电流控制部件3采用电流控制版,能够接收编程控制部件2传递的电流值数据,并且根据电流值数据实时输出电流值,从而达到控制电流的大小的作用;制动部件5的作用是收箔,制动部件5包括辊体和制动器,辊体连接于制动器,电流控制部件3连接于制动器,用于控制辊体的收箔张力,制动器采用磁粉制动器,能够根据电流的大小来调节辊体的收箔张力,从而达到自动控制收箔张力的作用,辊体采用四联辊结构的铝合金纹路辊;动力部件6的作用是提供电能,动力部件6分别连接于采集部件1和控制部件,动力部件6采用供电设备,能够为采集部件1和控制部件提供电能,本技术方案中,先通过采集部件1采集电极箔的长度数据,然后将电极箔的长度数据输送至编程控制部件2,编程控制部件2通过pid算法计算需要输出的电流值数据,然后将电流值数据传递至电流控制部件3,电流控制部件3输出对应的电流值至制动器,制动器根据电流值控制辊体的收箔张力,从而达到自动控制和调节辊体的收箔张力的技术效果。
29.进一步的,控制部件还包括电流表4,电流表4设置在电流控制部件3和制动部件5之间。本实施例中,增加了电流表4,电流表4的作用是实时显示电流控制部件3输出的电流数据,人员能够根据电流表4显示的电流值数据进行记录和监测,电流表4设置在电流控制部件3和制动部件5之间,从而达到方便采集数据的技术效果,并且能够根据采集的数据对编程控制部件2进和电流控制部件3进行调整。
30.进一步的,如图2所示,增加了浮动部件7,浮动部件7设置在采集部件1的前部,浮动部件7包括支撑架71、浮动辊72和浮动机构73,浮动机构73设置在支撑架71上,浮动辊72设置在浮动机构73上。本实施例中,增加了浮动部件7,浮动部件7的作用是调节电极箔的张
力,在电极箔收卷的过程中,浮动部件7能够根据浮动辊72的上下移动来调节电极箔的张力,从而达到保护电极箔的作用,浮动部件7包括支撑架71、浮动辊72和浮动机构73,浮动机构73设置在支撑架71上,浮动辊72设置在浮动机构73上,支撑架71固定在地面上,浮动机构73可以采用液压缸或者气压缸,带动浮动辊72上下移动,从而达到方便调节电极箔的张力的技术效果。
31.进一步的,浮动机构73包括伸缩杆731和移动块732,移动块732滑动连接于支撑架71,伸缩杆731的一端设置在地面上,另一端固定连接于移动块732。本实施例中,进一步限定了浮动机构73,移动块732滑动连接于支撑架71,伸缩杆731的一端设置在地面上,另一端固定连接于移动块732,伸缩杆731采用气压杆或者液压杆,使得伸缩杆731能够带动移动块732纵向移动,从而达到调节浮动辊72的高度的技术效果;可选的,支撑架71的内侧具有滑动轨道,移动块732滑动连接于滑动轨道,使得移动块732能够在滑动轨道内移动,从而提高了移动块732的移动速度,并且,还能够限制移动块732的移动方向,防止移动块732出现偏离。
32.电极箔收箔张力的控制系统通过如下方式进行控制:
33.测量电极箔的长度数据并传递至编程控制部件;
34.编程控制部件通过pid算法计算需要输出的电流值数据并传递至电流控制部件;
35.电流控制部件根据电流值数据向制动器输出电流值;
36.制动器根据电流值的大小控制辊体的收箔张力。
37.本实用新型实施例提供的技术方案中,采集部件用于采集电极箔的长度数据;控制部件的作用是控制制动器,控制部件包括编程控制部件和电流控制部件,编程控制部件连接于采集部件,用于接收电极箔的长度数据,编程控制部件连接于电流控制部件,用于向电流控制部件传递电流值数据;制动部件的作用是收箔,制动部件包括辊体和制动器,辊体连接于制动器,电流控制部件连接于制动器,用于控制辊体的收箔张力;动力部件的作用是提供电能,动力部件分别连接于采集部件和控制部件,相对于现有技术,依靠人工手动调整,根据我司目前的箔卷卷径,给出张力范围,操作人员根据卷径的变化,调整电位器,控制磁粉制动器张力的大小,依据经验值检查箔面松紧程度,进而完成收箔张力的控制,但是,由于收箔张力需要频繁的调整,并且,工作量大,工作效率差,人工调整存在个性化差异,易造成箔卷错层,错层后需分卷,会造成产品浪费,本技术方案中,先通过采集部件采集电极箔的长度数据,然后将电极箔的长度数据输送至编程控制部件,编程控制部件通过pid算法计算需要输出的电流值数据,然后将电流值数据传递至电流控制部件,电流控制部件输出对应的电流值至制动器,制动器根据电流值控制辊体的收箔张力,从而达到自动控制和调节辊体的收箔张力的技术效果。
38.测量电极箔的长度数据并传递至编程控制部件;
39.通过旋转编码器对经过计数辊的电极箔的长度数据进行采集,在数据采集之前,需要对旋转编码器的计数数据归零,在收箔作业启动后,旋转编码器进行计数,并且实时将电极箔的长度数据传递至编程控制部件。
40.编程控制部件通过pid算法计算需要输出的电流值数据并传递至电流控制部件;
41.编程控制部件获得电极箔的长度数据,然后根据pid算法计算需要输出的电流值数据,电极箔的长度数据越小,输出的电流值越大,具体如下:
42.当电极箔的长度数据≤500m,旋转编码器将电极箔的长度数据传送给编程控制部件,编程控制部件通过pid运算,输出电流值数据为0.5a,将电流值数据传送给电流控制部件;
43.当电极箔的长度数据500m<长度数据≤1200m,旋转编码器将电极箔的长度数据传送给编程控制部件,编程控制部件通过pid运算,输出电流值数据为0.4a,将电流值数据传送给电流控制部件;
44.当电极箔的长度数据1200m<长度数据≤2000m,旋转编码器将电极箔的长度数据传送给编程控制部件,编程控制部件通过pid运算,输出电流值数据为0.35a,将电流值数据传送给电流控制部件;
45.当电极箔的长度数据2000m<长度数据≤2400m,旋转编码器将电极箔的长度数据传送给编程控制部件,编程控制部件通过pid运算,输出电流值数据为0.3a,将电流值数据传送给电流控制部件;
46.当电极箔的长度数据2400m<长度数据≤2600m,旋转编码器将电极箔的长度数据传送给编程控制部件,编程控制部件通过pid运算,输出电流值数据为0.25a,将电流值数据传送给电流控制部件;
47.当电极箔的长度数据≥2600m,旋转编码器将电极箔的长度数据传送给编程控制部件,编程控制部件通过pid运算,输出电流值数据为0.2a,将电流值数据传送给电流控制部件。
48.电流控制部件根据电流值数据向制动器输出电流值;
49.当电极箔的长度数据≤500m,电流控制部件输出0.5a的电流值;
50.当电极箔的长度数据500m<长度数据≤1200m,电流控制部件输出0.4a的电流值;
51.当电极箔的长度数据1200m<长度数据≤2000m,电流控制部件输出0.35a的电流值;
52.当电极箔的长度数据2000m<长度数据≤2400m,电流控制部件输出0.3a的电流值;
53.当电极箔的长度数据2400m<长度数据≤2600m,电流控制部件输出0.25a的电流值;
54.当电极箔的长度数据≥2600m,电流控制部件输出0.5a的电流值;
55.制动器根据电流值的大小控制辊体的收箔张力。
56.本实用新型实施例有效解决了因收箔张力调整不均匀,从而导致的箔卷错层及产品浪费,并且,运用锥度调节收箔张力的自动控制方式,一方面提高了收箔机张力的稳定性,防止了箔卷的错层,提高了设备的自动化水平,另一方面降低了操作人员手动频繁调整张力带来的工作量,从而提高了劳动效率,同时,随着箔卷直径的逐步变大,通过锥度控制的方式,使箔卷外层张力逐渐减少,从而满足箔卷卷取的要求,防止了箔卷的错层,提高了大卷箔的占比,有利于提高我司产品的市场竞争力。
57.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1