一种自动过胶贴卡机的制作方法
1.本技术涉及包装设备技术领域,具体是一种自动过胶贴卡机。
背景技术:
2.需要说明的是,本部分所记载的内容并不代表都是现有技术。
3.根据对盒体的美观度提升或者对盒体附加备注信息等需求,将印有图案或文字的卡纸过胶后贴附在盒体上,这种过胶贴卡盒体应用在对各种领域产品的包装上。
4.过胶贴卡盒体从人工过胶手贴已经逐步发展到机械自动化生产,但是机械自动化生产的过胶贴纸与盒体贴合的相对位置精准度不够高,卡纸歪斜,影响美观,用户使用体验效果差。
技术实现要素:
5.本实用新型主要针对以上问题,提出了一种自动过胶贴卡机,旨在将过胶卡纸精准的与盒体进行契合贴附,防止卡纸与盒体相对位置歪斜,保障贴卡的良品率,增加美观度。
6.为实现上述目的,本实用新型提供了一种自动过胶贴卡机,包括机架,还包括安装于所述机架的:
7.上料组件,所述上料组件包括卡纸切换料架、卡纸定位平台、卡纸输送机械手,所述卡纸输送机械手用于将所述卡纸切换料架存放的卡纸运送至所述卡纸定位平台调整定位;
8.拨盒输送组件,所述拨盒输送组件包括拨盒输送定位机构,所述拨盒输送定位机构用于运送、固定盒体;
9.过胶贴纸组件,所述过胶贴纸组件包括过胶卡贴机械手、过胶机构,所述过胶卡贴机械手用于带动所述卡纸定位平台内定位的卡纸通过所述过胶机构过胶,再将过胶卡纸贴压在所述拨盒输送定位机构工位的盒体上。
10.进一步地,所述卡纸定位平台包括第一定位槽、第二定位槽,所述第一定位槽、第二定位槽均具有可调定位块以及对应第一定位槽、第二定位槽的机器视觉成像装置。
11.进一步地,所述卡纸输送机械手包括第一吸料板、第二吸料板,所述第一吸料板、第二吸料板均具有四位真空吸盘以及用于调整所述四位真空吸盘间距的调节槽。
12.进一步地,所述过胶机构包括机座以及安装在所述机座的可调过胶滚筒、胶水托盘,其中,所述胶水托盘具有把手,所述胶水托盘可相对所述机座滑动脱离。
13.进一步地,所述拨盒输送定位机构包括定距定位拨架、连接杆、滑轨、齿轮、气缸、支架、伺服电机、安装架;所述连接杆安装在所述支架上,其上套设有所述定距定位拨架、齿轮;所述气缸安装在所述安装架上,且所述气缸的推杆上设有与所述齿轮啮合的齿条,所述定距定位拨架与所述支架将所述齿条侧向限位,所述支架与所述滑轨滑动连接,所述伺服电机驱动所述安装架移动。
14.进一步地,所述拨盒输送组件还包括与所述拨盒输送定位机构相邻设置的盒体导向定位机构,所述盒体导向定位机构用于运送贴盒体体。
15.进一步地,还包括保压机构,所述保压机构包括压块以及驱动所述压块升降的动力装置,所述保压机构设于所述盒体导向定位机构工位上方。
16.进一步地,所述卡纸切换料架还包括滑动架、备料架、工作架,所述备料架、工作架均包括升降载料台。
17.为实现上述目的,本实用新型提供了一种自动过胶贴卡机,包括机架,还包括安装于所述机架的:
18.上料组件,所述上料组件包括卡纸切换料架、卡纸定位平台;
19.拨盒输送组件,所述拨盒输送组件包括拨盒输送定位机构,所述拨盒输送定位机构用于运送、固定盒体;
20.过胶贴纸组件,所述过胶贴纸组件包括过胶卡贴机械手、过胶机构;
21.其中,所述过胶卡贴机械手用于将所述卡纸切换料架存放的卡纸运送至所述卡纸定位平台调整定位后,所述过胶卡贴机械手再带动所述卡纸定位平台内定位的卡纸通过所述过胶机构过胶,再将过胶卡纸贴压在所述拨盒输送定位机构工位的盒体上。
22.与现有技术相比,本实用新型提供的一种自动过胶贴卡机,能够设计卡纸定位平台作为卡纸的矫正机构,对卡纸进行调整定位,防止卡纸歪斜;卡纸输送机械手将卡纸从卡纸切换料架放入卡纸定位平台,卡纸定位平台对卡纸进行调整定位,使卡纸方向调正,在后续过胶卡贴机械手带动卡纸过胶与盒体贴合时,能够理想的精准的与盒体进行契合贴附,防止卡纸与盒体相对位置歪斜,极大的保障了贴卡的良品率,增加美观度,而且卡纸输送机械手与过胶卡贴机械手相互独立工作,互不干涉,在过胶卡贴机械手操作卡纸进行过胶及贴合工序时,卡纸输送机械手可将卡纸切换料架内的卡纸运送至卡纸定位平台进行纠正整理,提高生产效率。
附图说明
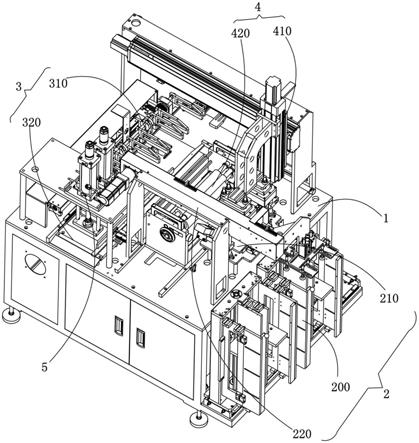
23.图1为本技术一种自动过胶贴卡机结构示意图。
24.图2为本技术一种自动过胶贴卡机的卡纸切换料架结构示意图。
25.图3为本技术一种自动过胶贴卡机的卡纸定位平台结构示意图。
26.图4为本技术一种自动过胶贴卡机的卡纸输送机械手结构示意图。
27.图5为本技术一种自动过胶贴卡机的拨盒输送定位机构结构示意图。
28.图6为本技术一种自动过胶贴卡机的盒体导向定位机构结构示意图。
29.图7为本技术一种自动过胶贴卡机的过胶卡贴机械手结构示意图。
30.图8为本技术一种自动过胶贴卡机的过胶机构结构示意图。
31.图9为本技术一种自动过胶贴卡机的保压机构结构示意图。
32.图10为本技术一种自动过胶贴卡机结构示意图。
33.图中所示的附图标记:1、机架;2、上料组件;200、卡纸切换料架;201、滑动架;202、备料架;203、工作架;204、升降载料台;210、卡纸定位平台;211、第一定位槽;212、第二定位槽;213、可调定位块;214、机器视觉成像装置;220、卡纸输送机械手;221、第一吸料板;222、第二吸料板;223、四位真空吸盘;224、调节槽;3、拨盒输送组件;310、拨盒输送定位机构;
311、定距定位拨架;312、连接杆;313、滑轨;314、齿轮;315、气缸;316、支架;317、伺服电机;318、安装架;319、齿条;320、盒体导向定位机构;4、过胶贴纸组件;410、过胶卡贴机械手;420、过胶机构;421、机座;422、可调过胶滚筒;423、胶水托盘;424、把手;5、保压机构;510、压块;520、动力装置。
具体实施方式
34.下面将结合附图对本发明进行详细说明,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
35.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
36.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
37.请参照图1-图9,本实施例提供了一种自动过胶贴卡机,包括机架1,还包括安装于机架1的:上料组件2、拨盒输送组件3、过胶贴纸组件4,上料组件2包括卡纸切换料架200、卡纸定位平台210、卡纸输送机械手220,卡纸输送机械手220用于将卡纸切换料架200存放的卡纸运送至卡纸定位平台210调整定位;拨盒输送组件3包括拨盒输送定位机构310,拨盒输送定位机构310用于运送、固定盒体;过胶贴纸组件4包括过胶卡贴机械手410、过胶机构420,过胶卡贴机械手410用于带动卡纸定位平台210内定位的卡纸通过过胶机构420过胶,再将过胶卡纸贴压在拨盒输送定位机构310工位的盒体上。本自动过胶贴卡机工作原理:卡纸输送机械手220通过真空吸附将卡纸切换料架200存放的卡纸运送至卡纸定位平台210,卡纸定位平台210具有矫正机构,对卡纸进行调整定位,防止卡纸歪斜;过胶卡贴机械手410将方向位置理顺的卡纸通过真空吸附带动至过胶机构420进行过胶处理;机台上的另一端拨盒输送定位机构310将流水线输送过来的盒体进行接收,拨动盒体进行整理定距定位,卡纸通过过胶机构420单面过胶完毕,过胶卡贴机械手410将胶卡纸贴压在拨盒输送定位机构310工位固定的盒体上完成自动化过胶贴卡。
38.为了方便将卡纸料放入卡纸切换料架200内,卡纸切换料架200的边框相较卡纸尺寸较大,在宽松的卡纸切换料架200中放置的卡纸会出现偏斜不整齐的现象,通过设置卡纸定位平台210,卡纸输送机械手220将卡纸放入卡纸定位平台210,卡纸定位平台210对卡纸进行调整定位,使卡纸方向调正,在后续过胶卡贴机械手410带动卡纸过胶与盒体贴合时,能够理想的精准的与盒体进行契合贴附,防止卡纸与盒体相对位置歪斜,极大的保障了贴卡的良品率,增加美观度,而且卡纸输送机械手220与过胶卡贴机械手410相互独立工作,互不干涉,在过胶卡贴机械手410操作卡纸进行过胶及贴合工序时,卡纸输送机械手220可将
卡纸切换料架200内的卡纸运送至卡纸定位平台210进行纠正整理,提高生产效率。
39.请参照图1和图3,卡纸定位平台210包括第一定位槽211、第二定位槽212,第一定位槽211、第二定位槽212均具有可调定位块213以及对应第一定位槽211、第二定位槽212的机器视觉成像装置214。本自动过胶贴卡机各工序均包含两个工位,即过一道工序同时加工两件产品,但本自动过胶贴卡机并不局限于此,根据需要,每个工序的加工机构可设置多组,以增加产出产品数量。卡纸定位平台210的第一定位槽211、第二定位槽212分别用于容纳卡纸输送机械手220运送来的卡纸,可调定位块213通过移动对卡纸从横向及纵向进行推动调整,机器视觉成像装置214分别对第一定位槽211、第二定位槽212进行视觉识别,辅助可调定位块213将卡纸调整到位。优选的,可调定位块213为气缸驱动,但不局限于此,还可以为电动机、丝杠的形式驱动可调定位块213进行移动。而且通过可调定位块213的横向、纵向移动,调整第一定位槽211、第二定位槽212的容积面积大小,以放置不同规格大小的卡纸,扩大加工范围,实现一机多能。
40.请参照图1和图4,卡纸输送机械手220包括第一吸料板221、第二吸料板222,第一吸料板221、第二吸料板222均具有四位真空吸盘223以及用于调整四位真空吸盘223间距的调节槽224。第一吸料板221、第二吸料板222分别通过四位真空吸盘223运送卡纸,放置到对应的第一定位槽211、第二定位槽212中,通过在吸料板上设置四位真空吸盘223,四位真空吸盘223的各个吸盘相对位置构成四边形,能够更加均衡的吸抓卡纸,使卡纸运输更加稳定,而且通过在吸料板上设置调整四位真空吸盘223间距的调节槽224,可以使四位真空吸盘223吸抓不同规格大小的卡纸,扩大加工范围,实现一机多能。
41.请参照图1和图8,过胶机构420包括机座421以及安装在机座421的可调过胶滚筒422、胶水托盘423,其中,胶水托盘423具有把手424,胶水托盘423可相对机座421滑动脱离。通过调整可调过胶滚筒422,使过胶机构420能够将不厚度规格的卡纸通过过胶,以及使得胶层的厚度达到使用要求,通过在胶水托盘423上设置把手424,方便本自动过胶贴卡机在停机后,将胶水托盘423相对机座421滑动抽出,对胶水托盘423中的余胶进行清理,以方便下次生产运行。
42.请参照图1和图5,拨盒输送定位机构310包括定距定位拨架311、连接杆312、滑轨313、齿轮314、气缸315、支架316、伺服电机317、安装架318;连接杆312安装在支架316上,其上套设有定距定位拨架311、齿轮314;气缸315安装在安装架318上,且气缸315的推杆上设有与齿轮314啮合的齿条319,定距定位拨架311与支架316将齿条319侧向限位,支架316与滑轨313滑动连接,伺服电机317驱动安装架318移动。安装在安装架318上的气缸315通过推杆推动齿条319,齿条319与齿轮314啮合,进而齿轮314旋转,齿轮314与定距定位拨架311均套设在连接杆312上,所以齿轮314带动连接杆312旋转,支架316作为连接杆312的支撑,连接杆312旋转形成定距定位拨架311的旋转抬起与落下运动,定距定位拨架311抬起,流水线运送来的盒体到达拨盒输送定位机构310的工位,定距定位拨架311落下,通过每个定距定位拨架311之间设定的间距,每个盒体两端均有定距定位拨架311将盒体进行定距定位固定,完成盒体固定后,前述过胶卡贴机械手410带动过胶卡纸与盒体贴合,保证贴合的稳定性与精准度;
43.滑轨313设在支架316下方,与支架316滑动连接,定距定位拨架311与支架316夹卡齿条319的两侧,将齿条319侧向限位,在伺服电机317驱动安装架318移动时,固定在安装架
318上的气缸315带动齿条319移动,齿条319长度方向与安装架318移动方向垂直,由于定距定位拨架311与支架316对齿条319的侧向限位关系,齿条319带动定距定位拨架311与支架316移动,从而使支架316与滑轨313相对滑动,定距定位拨架311带动贴好卡纸的盒体移动至下个工位,气缸315带动齿条319与齿轮314啮合旋转,定距定位拨架311抬起,伺服电机317驱动安装架318移动,将支架316带回原位。这种设计构思精巧,结构合理,实用性强。优选的,支架316与安装架318相邻设置,且通过螺纹连接(未图示)。
44.请参照图1和图6,拨盒输送组件3还包括与拨盒输送定位机构310相邻设置的盒体导向定位机构320,盒体导向定位机构320用于运送贴盒体体。接前述,定距定位拨架311带动贴好卡纸的盒体至盒体导向定位机构320,盒体导向定位机构320对盒体进行导向摆正,传至下个工位。
45.请参照图1、图6和图9,还包括保压机构5,保压机构5包括压块510以及驱动压块510升降的动力装置520,保压机构5设于盒体导向定位机构320工位上方。接前述,盒体导向定位机构320将导向摆正后的盒体运至保压机构5工位,动力装置520驱动压块510对过胶卡纸与盒体进行进一步的压合,保证过胶卡纸有效牢靠贴在盒子上压平修正,提高贴合质量。
46.请参照图1和图2,卡纸切换料架200还包括滑动架201、备料架202、工作架203,备料架202、工作架203均包括升降载料台204。滑动架201设置在卡纸切换料架200下方,使用卡纸切换料架200时,将备料架202、工作架203装载卡纸,升降载料台204对卡纸进行提升,随着卡纸的加工消耗,升降载料台204能够始终将卡纸提升到合适高度,供卡纸输送机械手220吸抓,当工作架203内的卡纸消耗完毕,通过滑动架201伺服机构(未图示)迅速将备料架202滑动至卡纸输送机械手220抓取卡纸料位置,备料架202与工作架203完成工作性质转换,备料架202成为工作架203进行供料,在备料架202进行供料的同时,可以对消耗完卡纸料的工作架203的空料架进行补料,以方便下次迅速滑动切换供料,进行连续无间断生产,提高生产效率。
47.请参照图10,在一些实施例中,本技术还公开了一种自动过胶贴卡机,包括机架1,还包括安装于机架1的:上料组件2、拨盒输送组件3、过胶贴纸组件4,上料组件2包括卡纸切换料架200、卡纸定位平台210;拨盒输送组件3包括拨盒输送定位机构310,拨盒输送定位机构310用于运送、固定盒体;过胶贴纸组件4包括过胶卡贴机械手410、过胶机构420;其中,过胶卡贴机械手410用于将卡纸切换料架200存放的卡纸运送至卡纸定位平台210调整定位后,过胶卡贴机械手410再带动卡纸定位平台210内定位的卡纸通过过胶机构420过胶,再将过胶卡纸贴压在拨盒输送定位机构310工位的盒体上。
48.本自动过胶贴卡机工作原理:过胶卡贴机械手410通过真空吸附将卡纸切换料架200存放的卡纸运送至卡纸定位平台210,卡纸定位平台210具有矫正机构,对卡纸进行调整定位,防止卡纸歪斜;过胶卡贴机械手410将方向位置理顺的卡纸通过真空吸附带动至过胶机构420进行过胶处理;过胶卡贴机械手410再将方向位置理顺的卡纸通过真空吸附带动至过胶机构420进行过胶处理;机台上的另一端拨盒输送定位机构310将流水线输送过来的盒体进行接收,拨动盒体进行整理定距定位,卡纸通过过胶机构420单面过胶完毕,过胶卡贴机械手410将胶卡纸贴压在拨盒输送定位机构310工位固定的盒体上完成自动化过胶贴卡。过胶卡贴机械手410可在卡纸切换料架200、卡纸定位平台210、过胶机构420、拨盒输送定位机构310工位之间往复移动。
49.为了方便将卡纸料放入卡纸切换料架200内,卡纸切换料架200的边框相较卡纸尺寸较大,所以卡纸切换料架200中放置的卡纸会出现偏斜不整齐的现象,通过设置卡纸定位平台210,过胶卡贴机械手410将卡纸放入卡纸定位平台210,卡纸定位平台210对卡纸进行调整定位,使卡纸方向调正,在后续过胶卡贴机械手410带动卡纸过胶与盒体贴合时,能够理想的精准的与盒体进行契合贴附,防止卡纸与盒体相对位置歪斜,极大的保障了贴卡的良品率,增加美观度,这种机构设计稳定可靠,生产效率高。
50.本技术实用新型不局限于上述实施方式,例如,本自动过胶贴卡机不止可以用于对卡纸过胶与盒体贴合,还可以应用到一些其它需要将卡片状材料过胶贴合在盒体上的生产,例如塑料卡片,金属卡片等。
51.本技术实用新型不局限于上述实施方式,只要是说明书中提及的方案均落在本实用新型的保护范围之内。
52.以上应用了具体个例对本实用新型进行阐述,只是用于帮助理解本实用新型,并不用以限制本实用新型。对于本实用新型所属技术领域的技术人员,依据本实用新型的思想,还可以做出若干简单推演、变形或替换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1