一种全自动翻盘机的制作方法
1.本技术涉及食品制造设备的领域,尤其是涉及一种全自动翻盘机。
背景技术:
2.目前肉松饼在制作时,包括制馅、刷油以及烤制等步骤。
3.在制馅时需要将原材料按一定的比例混合后放入烤盘内进行烘焙,烘焙后需立即将初步烘焙完成的馅饼从烤盘内脱出后,否则冷却后,口感会较差;进行分块切割后刷油,最后进行烤制即可完成肉松饼的制作部分,后续包装即可。
4.针对上述中的相关技术,发明人认为,由于烤制完成的烤盘温度相对较高,若工作人员手动将对烤盘内的馅饼进行脱盘处理,容易烫伤工作人员。
技术实现要素:
5.为了有助于提高生产肉松饼时工作人员的安全性,本技术提供了一种全自动翻盘机。
6.本技术提供的一种全自动翻盘机采用如下的技术方案:
7.一种全自动翻盘机,包括机架,所述机架上转动连接有对称设置的第一翻转盘和第二翻转盘,所述第一翻转盘上贯穿开设有可供烤盘扣入的夹持口,所述夹持口内设置有能够夹住烤盘的夹持组件。
8.通过采用上述技术方案,当烤制完成的馅饼和烤盘对入夹持口内,由夹持组件对烤盘进行夹持,然后第二翻转盘向靠近第一翻转盘的方向转动并扣合,第一翻转盘和第二翻转盘同步向靠近第二翻转盘初始位的方向转动,从而迫使烤盘的开口朝向第二翻转盘的一侧;第一翻转盘带动烤盘复位,即可完成馅饼与烤盘的脱盘,从而避免在对馅饼进行脱盘处理时,工作人员手动接触,从而提高工作人员在生产肉松饼时的安全性。
9.可选的,所述第二翻转盘上设置有第一输送组件,所述第一输送组件能够将脱盘后的馅饼输送远离第二翻转盘。
10.通过采用上述技术方案,由第一输送组件将放置有高温馅饼的烤盘输送至夹持口下方,从而进一步将带馅饼的烤盘与夹持口对接的精确度。
11.可选的,所述机架的一侧设置有第二输送组件,所述第二输送组件用于将烤盘向靠近或远离夹持口的方向输送。
12.通过采用上述技术方案,从而便于将脱盘完成的馅饼输送远离第二翻转盘的上表面,从而便于进行下一个脱盘动作。
13.可选的,所述机架一侧设置有托盘组件,所述托盘组件相对于机架来说具有休眠位和托举位;所述托盘组件能够在休眠位和托举位之间往复移动;所述托盘组件位于托举位时能够将烤盘托入夹持口内。
14.通过采用上述技术方案,当托盘组件处于休眠位时,便于烤盘通过第二输送组件移动至托盘组件上方;当烤盘移动至托盘组件的正上方口,托盘组件开始由休眠位移动至
托举位,从而将烤盘从第二输送组件上移动至夹持口内,从而便于夹持组件对待进行脱盘动作的烤盘侧边进行夹持。
15.可选的,所述托盘组件包括升降气缸和设置于升降气缸输送端的托架,所述托架远离升降气缸的一侧可供烤盘的底部抵接。
16.通过采用上述技术方案,由升降气缸带动托架在升降气缸的输出方向往复移动,从而实现托盘组件在休眠位和托举位的往复移动。
17.可选的,所述夹持口内设置有用于检测烤盘是否扣入夹持口内的检测单元,所述检测单元的信号输出端与夹持组件的信号输入端通讯连接。
18.通过采用上述技术方案,设置检测单元对夹持口内是否有烤盘进行实时检测,从而提高翻盘机的自动化控制程度,从而提高翻盘机的工作效率。
19.可选的,所述检测单元和夹持组件之间设置有延时模块。
20.通过采用上述技术方案,设置延时模块防止烤盘刚进入夹持口内部后,夹持组件便启动,从而避免夹持组件对烤盘进行夹持动作时与烤盘的上表面棱边抵接,从而有利于提高夹持组件夹持烤盘时的稳定性。
21.可选的,所述延时模块采用555计时器。
22.通过采用上述技术方案,工作人员可以根据烤盘扣入夹持口所需的时间对555计时器进行调节,从而提高延时模块的适应性。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.,第一翻转盘和第二翻转盘同步向靠近第二翻转盘初始位的方向转动,从而迫使烤盘的开口朝向第二翻转盘的一侧;第一翻转盘带动烤盘复位,即可完成馅饼与烤盘的脱盘;
25.由第一输送组件将放置有高温馅饼的烤盘输送至夹持口下方,从而进一步将带馅饼的烤盘与夹持口对接的精确度;
26.设置延时模块避免夹持组件对烤盘进行夹持动作时与烤盘的上表面棱边抵接。
附图说明
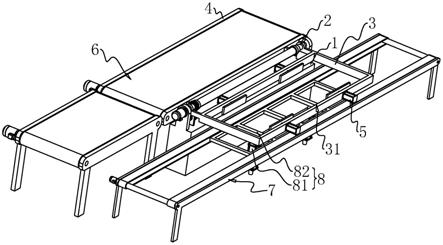
27.图1是本技术实施例1中托盘组件处于休眠位时的整体结构示意图;
28.图2是本技术实施例1中托盘组件处于托举位时的整体结构示意图;
29.图3是本技术中第一翻转盘的爆炸图;
30.图4是图3中a部分的放大结构示意图;
31.图5是本技术中实施例2的整体结构示意图;
32.图6是检测单元、延时模块和夹持组件之间的电路原理图。
33.附图标记说明:1、机架;11、支撑架;2、驱动组件;21、安装座;22、转轴;221、第二电机;23、轴套;24、悬臂;25、驱动件;251、齿圈;252、齿轮;253、第一电机;3、第一翻转盘;31、夹持口;4、第二翻转盘;5、夹持组件;51、夹持块;52、推动气缸;6、第一输送组件;61、输送件;611、输送带;612、传动辊;7、第二输送组件;71、输送条;711、安装架;72、传动件;721、传动轴;722、第三电机;8、托盘组件;81、升降气缸;82、托架;9、检测单元;91、延时模块。
具体实施方式
34.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图1
‑
6及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本技术,并不用于限定本技术。
35.本技术实施例公开一种全自动翻盘机。
36.实施例1:
37.参照图1和图2,一种全自动翻盘机包括机架1、驱动组件2、第一翻转盘3、第二翻转盘4、夹持组件5、第一输送组件6、第二输送组件7和托盘组件8;其中驱动组件2用于带动第一翻转盘3和第二翻转盘4在机架1上单独进行摆动转动;第一翻转盘3和第二翻转盘4对称安装于机架1上;第一翻转盘3上贯穿开设有可供烤盘扣入的夹持口31,夹持组件5安装于第一翻转盘3下方且位于夹持口31的正下方;第一输送组件6安装于第二翻转盘4上,可以跟第二翻转盘4在机架1上同步转动;第二输送组件7安装于第一翻转盘3的下方,用于将烤盘向靠近或远离蝶衣翻转盘的方向往复移动。
38.托盘组件8安装于机架1的一侧且位于第一翻转盘3的下方,托盘组件8用于将烤盘向靠近或远离第一翻转盘3的方向移动;托盘组件8相对于机架1来说具有休眠位和托举位;托盘组件8能够在休眠位和托举位之间往复移动;托盘组件8由休眠位移动至托举位移动的过程中时能够将烤盘从第一输送组件6上托入夹持口31内。
39.参照图1和图3,驱动组件2包括两个安装座21、转轴22、轴套23和四个悬臂24;其中两个安装座21均固定连接于机架1的上表面,转轴22水平穿设于两个安装座21上;轴套23同轴套设于转轴22的外周壁上;转轴22的外周壁上套设于滚动轴承,滚动轴承的外缘侧与轴套23的内壁抵接;其中两个悬臂24固定连接于轴套23两端的端部周壁用于连接第二翻转盘4;另外两个悬臂24固定连接于转轴22两端的端部周壁用于连接第一翻转盘3。
40.参照图3和图4,轴套23两端中的任一端的端部周壁固定连接有带动轴套23绕自身轴线周向转动的驱动件25,驱动件25包括齿圈251、齿轮252和第一电机253;其中齿圈251同轴套设于轴套23的端部周壁上,齿轮252与齿圈251外啮合连接且与第一电机253的输出轴同轴固定;第一电机253的底座安装于机架1上。
41.转轴22两端中的任一端贯穿安装座21且同轴固定连接有第二电机221,第二电机221的输出轴与转轴22的端部固定连接,第二电机221的底座与安装座21的侧壁螺栓连接,第二电机221用于带动转轴22绕自身轴线周向转动。
42.参照图1和图2,机架1的一侧安装有支撑架11;第一输送组件6包括两个呈并排设置的输送件61,其中一个输送件61安装于第二翻转盘4的一侧支撑架11上,另一个输送件61安装于第二翻转盘4上,两个输送件61的输送方向呈相同设置;其中输送件61包括输送带611和两个传动辊612,两个传动辊612转动连接于第二翻转盘4或支撑架11上,两个传动辊612中任一个同轴固定连接有伺服电机;两个输送件61内的输送带611上表面处于同一水平面内。
43.第二输送组件7包括安装架711和两个输送条71,安装架711放置于机架1远离支撑架11的一侧且位于第一翻转盘3的下方,两个输送条71对称安装于安装架711上,且相邻的两个输送条71之间形成可供托盘组件8穿过的避让空间;输送条71的上表面可供烤盘的底部抵接;安装架711上安装有可以带动输送条71转动的传动件72,传动件72包括两个转动连
接于安装架711上的传动轴721以及同轴固定连接于两个传动轴721中任一个的第三电机722,第三电机722的底座安装于安装架711的外壁;第一输送组件6的输送方向与第二输送组件7的输送方向呈平行设置。
44.参照图1和图2,托盘组件8包括两个升降气缸81和托架82;两个升降气缸81的底座安装于安装架下方的地面,输送轴与托架82的下表面固定连接;托架82可穿过避让空间且上表面可供烤盘的下表面抵接。
45.夹持组件5设置有多组,夹持组件5包括夹持块51和推动气缸52;其中推动气缸52的底座安装于第一翻转盘3上,且输送轴贯穿第一翻转盘3的单侧进入夹持口31内壁与夹持块51固定连接;夹持块51远离推动气缸52的一侧可供烤盘的外缘侧抵接。
46.实施例1的实施原理为:由第一输送组件6将放置有高温馅饼的烤盘输送至夹持口31下方;由升降气缸81带动托架82在升降气缸81的输出方向往复移动,从而实现托盘组件8在休眠位和托举位的往复移动;当托盘组件8处于休眠位时,便于烤盘通过第二输送组件7移动至托盘组件8上方;当烤盘移动至托盘组件8的正上方口,托盘组件8开始由休眠位移动至托举位,从而将烤盘从第二输送组件7上移动至夹持口31内,从而便于夹持组件5对待进行脱盘动作的烤盘侧边进行夹持;然后第二翻转盘4向靠近第一翻转盘3的方向转动并扣合,第一翻转盘3和第二翻转盘4同步向靠近第二翻转盘4初始位的方向转动,从而迫使烤盘的开口朝向第二翻转盘4的一侧;第一翻转盘3带动烤盘复位,即可完成馅饼与烤盘的脱盘,从而避免在对馅饼进行脱盘处理时,工作人员手动接触,从而提高工作人员在生产肉松饼时的安全性。
47.实施例2:
48.参照图5和图6,本实施例与实施例1的不同之处在于,夹持口31内安装有检测单元9,检测单元9用于检测烤盘是否扣入夹持口31内;检测单元9可以是接近开关、红外传感器等传感器;本实施例中采用接近开关。
49.检测单元9的信号输出端通讯连接有延时模块91,延时模块91可以是555计时器或非极性电容c1;本实施例中延时模块91采用555计时器;延时模块91的信号输出端与夹持组件5的信号输入端通讯连接。
50.参照图5和图6,夹持组件5包括第一npn三极管q1、继电器和气缸m1;其中检测单元9的信号输出端电连接有模数转换器,模数转换器的另一端与555计时器的输入端电连接,555计时器的输出端与第一npn三极管q1的基级电连接;第一npn三极管q1的集电极电连接有电源vcc1,第一npn三极管q1的发射极与继电器的输入回路km1电连接,继电器的输入回路km1另一端接地;继电器的输出回路k1处于常开状态且一端电连接有电源vcc2,另一端与气缸m1电连接,气缸m1的另一端单独接地。
51.实施例2的实施原理为:当有烤盘扣入夹持口31内,触发检测单元9,检测单元9发送触发信号f至模数转换器,模数转换器输出高电平至555计时器,555计时器开始计时,此时便于烤盘完全扣入夹持口31内;555计时器计时完成后发送高电平导通第一npn三极管q1,继电器的输入回路得电,其输出回路常开触点闭合,使气缸m得电后启动开始运行。
52.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,本说明书(包括摘要和附图)中公开的任一特征,除非特别叙述,均可被其他等效或者具有类似目的的替代特征加以替换。即,除非特别叙述,每个特征只是一系列等效或类似特征中的一个例子而已。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1