一种智能全自动分卷机
1.本实用新型涉及布匹分卷技术领域,尤其是一种智能全自动分卷机。
背景技术:
2.当前存在的分卷机通常需要两人同时作业上料穿布,以及人工绕副卷,费时费力,此项工作完成后,容易形成操作人员怠工的情况。另外,现有分卷机为双托辊托着布匹以确保布卷展开的平整度,因布匹直径大小不一,双托辊无法适用于不同直径的布匹,适用范围较窄。
技术实现要素:
3.本技术人针对上述现有生产技术中的缺点,提供一种智能全自动分卷机,能够适用于不同直径、不同布料总布卷的分卷,实现全过程全自动化分卷,省时省力。
4.本实用新型所采用的技术方案如下:一种自动分卷机,包括机架以及机架上安装的主卷顶升托举装置、布滑移台板、分丝辊、限位辊、布匹夹取移动装置、裁布机、环绕式合卷装置和计米器,主卷顶升托举装置包括两个限位板以及相互平行的水平支撑辊一、支撑辊二、若干升降辊,每个升降辊由对应的升降机构驱动实现独立升降,总布卷搭放在支撑辊一、支撑辊二和升降辊中的其中两个辊上,总布卷由电机一驱动转动以释放布匹,总布卷限位在两个限位板之间转动,分丝辊、限位辊分别水平、间隙布置在布滑移台板的台面上方,裁布机临近布滑移台板布置,计米器布置在布滑移台板上方,总布卷释放的布匹滑落至布滑移台板台面上且布匹限位在分丝辊和限位辊的下方,环绕式合卷装置包括两个相对布置的气涨轴和两个夹爪机构,两个气涨轴之间夹持纸筒,且其中一个气涨轴由电机二驱动,两个气涨轴的轴体上分别安装夹爪机构,布匹夹取移动装置包括用于夹住布滑移台板上的布匹端部的夹取机构和用于拉动布匹移动的移动机构,布匹夹取移动装置能够拉动布匹移动至布匹的端部搭置在纸筒上,夹爪机构能够将布匹端部夹持固定使得气涨轴转动时能够带动布匹卷绕至所述纸筒上实现分卷。
5.作为上述技术方案的进一步改进:
6.所述升降辊为1个,升降辊布置在支撑辊一和支撑辊二之间,支撑辊一和支撑辊二的两端分别通过轴承一可转动式安装在机架的两个立式安装板一上,两个安装板一上分别开设条形孔一且条形孔一的长度方向为竖直方向,升降辊的两端分别自两个条形孔一中自由穿过。
7.所述升降机构为立式的气缸一,升降辊的两端分别通过轴承二可转动式安装在安装架上,气缸一带动安装架上下移动。
8.所述两个限位板平行布置在两个安装板一之间,两个限位板上分别开设条形孔二且条形孔二的孔长方向为竖直方向,升降辊自两个条形孔二中自由穿过,限位板的下端固定水平板,水平板固定在滑块一上,滑块一和水平滑轨一相配合,且滑块一的移动由气缸二推动,两个气缸二带动两个限位板相互靠近或或远离。
9.所述两个安装板一之间垂直固定挡板,挡板的横截面为弧形,挡板间隙布置在支撑辊二的外侧,挡板的弧形开口方向背离支撑辊二,总布卷释放的布匹自挡板和支撑辊二之间穿过后向下移动依次经过分丝辊、限位辊的下方。
10.所述移动机构包括两个气缸三、框架、两个滑块二和两个水平滑轨二,两个滑块二固定在框架的左右两端,两个滑块二分别和两个水平滑轨二相配合,两个气缸三同时推动框架沿水平滑轨二水平移动,水平滑轨二的长度方向和布滑移台板上布匹的移动方向一致;所述夹取机构为多个气夹,所有气夹排成水平一排安装在框架的下端,经过限位辊下方释放出的布匹经由所有气夹夹持后由移动机构带动实现移动。
11.所述布滑移台板由前段倾斜台板和后段水平台板拼接而成,分丝辊布置在前段倾斜台板的上方,限位辊布置在前段倾斜台板和后段水平台板拼接处的上方,位于拼接处的前段倾斜台板的边缘开设多个用于避让气夹的手指的避让口。
12.所述裁布机布置在后段水平台板的末端边缘处,两个安装板一之间通过轴承三可转动式垂直安装导向辊,导向辊布置在裁布机的下方,自裁布机的轨道上穿过的布匹向下掉落搭放在导向辊上。
13.所述夹爪机构包括气缸四、夹杆和两个摇臂,气缸四的缸体通过支架安装在气涨轴的轴体上,夹杆的一端和气缸四的活塞杆端部铰接相连,气缸四的端面上固定块体,摇臂的一端和夹杆的中部铰接,摇臂的另一端和块体铰接,两个摇臂平行布置在夹杆的两侧,气缸四的活塞杆伸出时能够带动夹杆转动使得夹杆的外端抵靠在气涨轴上,自导向辊上滑落的布匹能够掉落至夹杆和气涨轴之间。
14.本实用新型的有益效果如下:本技术中升降辊可以升降,可以根据总布卷的直径大小选择升降所述升降辊,对于相对大直径的总布卷,可以将升降辊降下,将该总布卷放至支撑辊一和支撑辊二上;对于相对小直径的总布卷,可以将升降辊升起,将该总布卷放至升降辊和支撑辊二上,所以本技术能够适用于不同直径、不同布料总布卷的分卷。本技术能够实现全过程全自动化分卷,大大提高分卷效率,省时省力。
附图说明
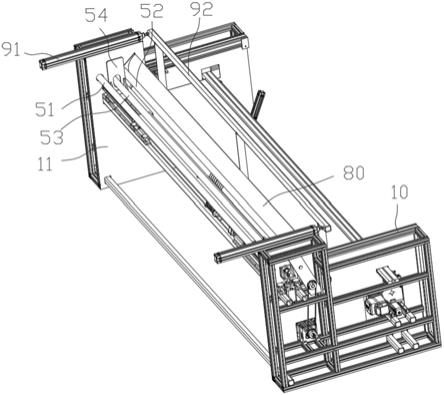
15.图1是本实用新型的结构图。
16.图2是图1的另一状态的结构图。
17.图3是主卷顶升托举装置的部分安装结构图。
18.图4是布匹夹取移动装置的部分结构图。
19.图5是本实用新型的部分结构图。
20.图6是环绕式合卷装置的部分结构图。
21.其中:10、机架;11、安装板一;111、条形孔一;20、布滑移台板;21、前段倾斜台板;22、后段水平台板;23、避让口;30、分丝辊;40、限位辊;51、支撑辊一;52、支撑辊二;53、升降辊;54、限位板;541、条形孔二;61、气涨轴;62、夹爪机构;621、气缸四;622、夹杆;623、摇臂;624、块体;70、裁布机;80、挡板;91、气缸三;92、框架;93、水平滑轨二;94、气夹;100、计米器;110、导向辊。
具体实施方式
22.下面结合附图,说明本实用新型的具体实施方式。
23.如图1-6所示,本实施例的智能全自动分卷机,包括机架10以及机架10上安装的主卷顶升托举装置、布滑移台板20、分丝辊30、限位辊40、布匹夹取移动装置、裁布机70、环绕式合卷装置和计米器100,主卷顶升托举装置包括两个限位板54以及相互平行的水平支撑辊一51、支撑辊二52、若干升降辊53,每个升降辊53由对应的升降机构驱动实现独立升降,总布卷搭放在支撑辊一51、支撑辊二52和升降辊53中的其中两个辊上,总布卷由电机一驱动转动以释放布匹,总布卷限位在两个限位板54之间转动,分丝辊30、限位辊40分别水平、间隙布置在布滑移台板20的台面上方,裁布机70临近布滑移台板20布置,计米器100布置在布滑移台板20上方,总布卷释放的布匹滑落至布滑移台板20台面上且布匹限位在分丝辊30和限位辊40的下方,环绕式合卷装置包括两个相对布置的气涨轴61和两个夹爪机构62,两个气涨轴61之间夹持纸筒,且其中一个气涨轴61由电机二驱动,两个气涨轴61的轴体上分别安装夹爪机构62,布匹夹取移动装置包括用于夹住布滑移台板20上的布匹端部的夹取机构和用于拉动布匹移动的移动机构,布匹夹取移动装置能够拉动布匹移动至布匹的端部搭置在纸筒上,夹爪机构62能够将布匹端部夹持固定使得气涨轴61转动时能够带动布匹卷绕至纸筒上实现分卷。
24.升降辊53为1个,升降辊53布置在支撑辊一51和支撑辊二52之间,支撑辊一51和支撑辊二52的两端分别通过轴承一可转动式安装在机架10的两个立式安装板一11上,两个安装板一11上分别开设条形孔一111且条形孔一111的长度方向为竖直方向,升降辊53的两端分别自两个条形孔一111中自由穿过。
25.升降机构为立式的气缸一,升降辊53的两端分别通过轴承二可转动式安装在安装架上,气缸一带动安装架上下移动。
26.两个限位板54平行布置在两个安装板一11之间,两个限位板54上分别开设条形孔二541且条形孔二541的孔长方向为竖直方向,升降辊53自两个条形孔二541中自由穿过,限位板54的下端固定水平板,水平板固定在滑块一上,滑块一和水平滑轨一相配合,且滑块一的移动由气缸二推动,两个气缸二带动两个限位板54相互靠近或或远离。
27.两个安装板一11之间垂直固定挡板80,挡板80的横截面为弧形,挡板80间隙布置在支撑辊二52的外侧,挡板80的弧形开口方向背离支撑辊二52,总布卷释放的布匹自挡板80和支撑辊二52之间穿过后向下移动依次经过分丝辊30、限位辊40的下方。
28.移动机构包括两个气缸三91、框架92、两个滑块二和两个水平滑轨二93,两个滑块二固定在框架92的左右两端,两个滑块二分别和两个水平滑轨二93相配合,两个气缸三91同时推动框架92沿水平滑轨二93水平移动,水平滑轨二93的长度方向和布滑移台板20上布匹的移动方向一致;夹取机构为多个气夹94,所有气夹94排成水平一排安装在框架92的下端,经过限位辊40下方释放出的布匹经由所有气夹94夹持后由移动机构带动实现移动。
29.布滑移台板20由前段倾斜台板21和后段水平台板22拼接而成,分丝辊30布置在前段倾斜台板21的上方,限位辊40布置在前段倾斜台板21和后段水平台板22拼接处的上方,位于拼接处的前段倾斜台板21的边缘开设多个用于避让气夹94的手指的避让口23。每个气夹94对应一个避让口23,避让口23的设置方便气夹94夹住布匹。
30.裁布机70布置在后段水平台板22的末端边缘处,两个安装板一11之间通过轴承三
可转动式垂直安装导向辊110,导向辊110布置在裁布机70的下方,自裁布机70的轨道上穿过的布匹向下掉落搭放在导向辊110上。
31.夹爪机构62包括气缸四621、夹杆622和两个摇臂623,气缸四621的缸体通过支架安装在气涨轴61的轴体上,夹杆622的一端和气缸四621的活塞杆端部铰接相连,气缸四621的端面上固定块体624,摇臂623的一端和夹杆622的中部铰接,摇臂623的另一端和块体624铰接,两个摇臂623平行布置在夹杆622的两侧,气缸四621的活塞杆伸出时能够带动夹杆622转动使得夹杆622的外端抵靠在气涨轴61上,自导向辊110上滑落的布匹能够掉落至夹杆622和气涨轴61之间。实际使用时,气涨轴61可以安装在轨道上并可沿轨道直线运动以控制两个气涨轴61之间的距离,使其适用于对不同长度的纸筒的夹持。
32.本技术中,升降辊53可以升降,可以根据总布卷的直径大小选择升降所述升降辊53,对于相对大直径的总布卷,可以将升降辊53降下,由机械手抓取该总布卷将其放至支撑辊一51和支撑辊二52上;对于相对小直径的总布卷,可以将升降辊53升起,由机械手抓取该总布卷将其放至升降辊53和支撑辊二52上,所以本技术能够适用于不同直径总布卷的分卷。总布卷放好以后,利用气缸二驱动两个限位板54靠近总布卷的两端进行限位,防止总布卷释放布匹时左右移动。
33.本技术配合plc系统和一些对射开关、感应器一起工作,开始分卷工作时,在接收到plc控制信号后,电机一驱动总布卷转动以释放布匹,总布卷释放的布匹自挡板80和支撑辊二52之间穿过后向下移动至布滑移台板20上依次经过分丝辊30、限位辊40的下方,保证布匹平整移动,当布匹的端部移动至前段倾斜台板21和后段水平台板22拼接处时,plc接收到对射开关的感应信号(对射开关用来控制布匹的移动位置),短暂关停电机一,即暂时停止放布,利用气缸三91通过框架92带动所有气夹94移动至拼接处对布匹的端部进行夹持,重启电机一,继续放布,再利用气缸三91推动框架92将布匹拉至后段水平台板22的末端边缘处,布匹经过裁布机70的轨道向下掉落搭放在导向辊110上后再掉落至夹杆622和气涨轴61之间,到达一定位置,感应器接触到信号给plc下达下个指令,气涨轴61涨紧,控制气缸四621的活塞杆伸出带动夹杆622转动使得夹杆622的外端抵靠在气涨轴61上对夹杆622和气涨轴61之间的布匹进行夹持,电机二驱动气涨轴61带动纸筒一起转动,从而将布匹卷绕在纸筒上,实现分卷,通过计米器100来计量释放布匹的长度,当达到设定长度时,利用裁布机70将布匹裁断即可。分卷完成以后,气涨轴61将缠绕了布匹的纸筒释放,直接利用机器人或起重机等将从气涨轴61处释放的纸筒抓取、移走,较为方便。
34.综上所述,本技术能够实现自动化分卷,大大提高分卷效率,省时省力。
35.以上描述是对本实用新型的解释,不是对实用新型的限定,本实用新型所限定的范围参见权利要求,在本实用新型的保护范围之内,可以作任何形式的修改。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1